1
Изобретение относится к станкостроению и может быть использовано при отделочной обработке плоских поверхностей.
Известна головка для финишных операций, содержащая механизм вращения, пневмокамеру с системой передачи колебательных движений инструменту, которая состоит из профильного кулачка, следящих роликов набора пружин, щтока толкателя, разжимных конусов и втулки, соединенной посредством шпоночного соединения с корпусом пневмокамеры.
При вращении щпинделя следящие ролики, обкатываясь по профильному кулачку, сообщают инструменту колебательные движения в осевом направлении. В результате инерционности пневматики и системы пружин происходит запаздывание в колебании щтока и рассогласование движения с разжимными конусами, создающее радиальные колебания инструмента. Таким образом, инструмент соверщает два вида колебательных движений, способствующих стабильному съему металла в процессе обработки 1.
Однако известное устройство имеет сложную кинематическую цепь создания и передачи радиальных колебательных движений абразивному инструменту.
Кроме того, вследствие инерционности пневматики и наличия пружин, обеспечивающих прижим инструмента, невозможно определить или изменять время его контакта с обрабатываемой поверхностью с целью повыщения производительности процесса резания.
Недостатками устройства являются также недостаточная долговечность устройства
10 из-за наличия трущихся пар привода радиальных колебаний, работающих в агрессивной среде и низкая точность обработки вследствие наличия упругих элементов, способствующих копированию погрещности 15 формы, полученной на предществующей операции.
Цель изобретения - разработка устройства для прерывистого щлифования торцом круга плоских деталей, выполненных из материалов, склонных к засаливанию абра20зивного инструмента.
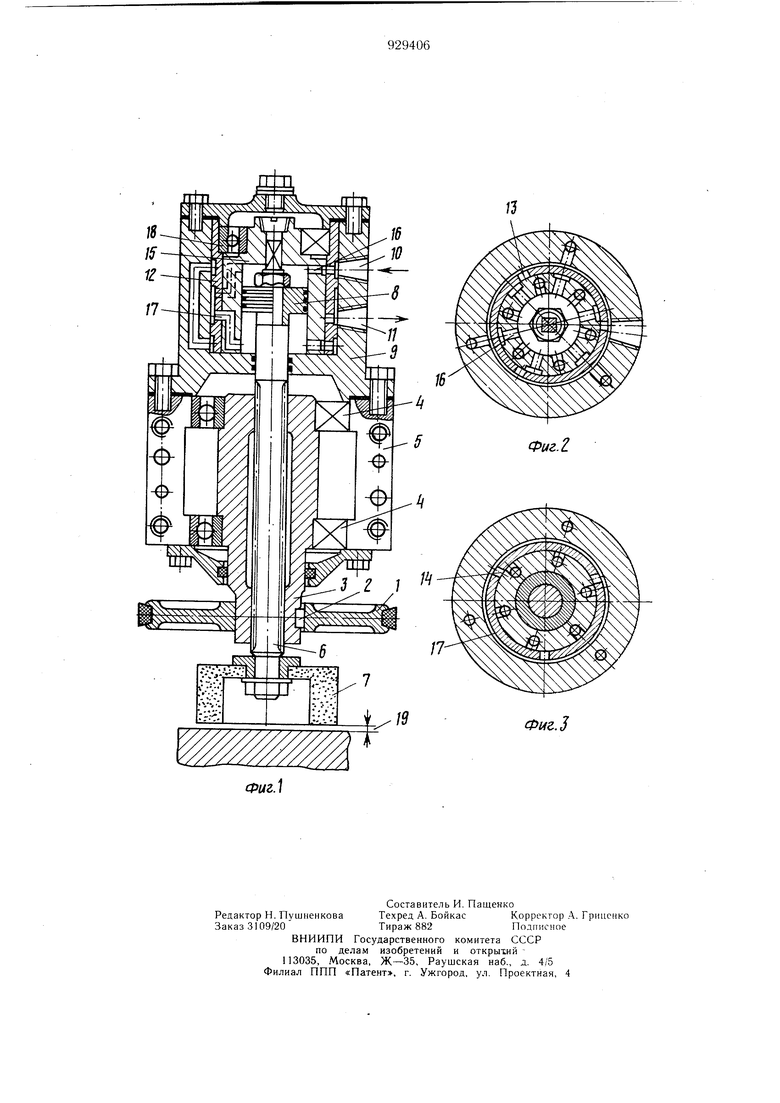
Поставленная цель достигается тем, что устройство сообщения шпинделю осевых колебаний выполнено в виде порщневого гидровибратора, щтоковая и бесщтоковая полости которого попеременно сообщаются с источником жидкости через каналы в корпусе и вращающуюся гильзу с перепускными каналами, при этом порщень гидровибратора жестко связан со щпинделем, а последний с вращающейся гильзой с возможностью oceBoiO перемещения относительно гильзы. При этом каналы для бссщтоковой полости гидровибратора выполнены больщей длины, чем для штоковой. Замена механического привода колебаний гидравлическим повьинает долговеч}|ост1 и надежность работы устройства, а увеличение жесткости в системе передачи ко.лсмцпельных движений за счет использования эффекта несжимаемости жидкости, по витает точность обработки. На фиг. 1 представлена щлифовальная головка, разрез; на фиг. 2 и фиг. 3 - то же, форма и расположение перепускных напорных и сливных каналов. Шлифовальная головка имеет клиноременной щкив 1, который посредством пшонки 2 жестко насажен на нро.межуточую втулKV- 3, установленную на подщипниках каче|1 ;н 4 и разъемный корпус 5. Во втулке 3 установлен щлицевой щниндсль 6, на нижнем конце которого закреплен абразивный круг 7, а на верхней - пори:с;|ь 8. К разъемному корпусу 5 крепится гидрав.;и ческий выбратор, состоящий из корпуса 9 с напорным 10 и сливны.м 11 отверстиями, неподвижной втулки 12 с напорными 13 и сливными 14 каналами, вращающейся гильзы 15 с напорными 16 и сливными 17 перепускными каналами, установленной на подшипниках качения 18. Шлифовальная головка работает следующим образом. При вращении щкива 1 крутящий момент передается посредством щпонки 2 и промежуточной втулки 3 через щлицевое соединение и квадрат щпинделя 6 гильзе 15. В напорное отверстие 10 под давлением поступает рабоЧая жидкость, заполняя напорные каналы 13, в момент совмещения которых с перепускными каналами 16 рабочая жидкость поступает в бесштоковую полость. Одновременно сообщаются перепускные 17 и сливные 14 каналы, через которые рабочая жидкость сливается в отверстие 11. При этом происходит перемещение шпинделя 6 в направдении к детали и прижатие круга с усилием, определяемым давлением рабочей жидкости в гидросистеме. При взаимном перемещении круга и детали происходит процесс резания, длительность которого определяется временем прижатия круга к детали. В течение этого времени бесщтоковая полость сообщена с напорным отверстием 10 через перепускные каналы 16. При повороте гильзы 15 на угол равный 60° перепускной канал 16 смещается относительно напорного 13 и питание бесщтоковой полости рабочей жидкостью прекращается. В то же время щтоковая полость через перепускные и напорные каналы сообщаются с напорным отверстием 10, а бесщтоковая полость - со сливным И. При этом рабочая жидкость перемещает порщень 8 и соединенный с ним шпиндель 6 от детали на величину зазора 19, достаточную для проникновения СОЖ. Время отвода круга значительно меньще времени прижатия и определяется различием по длине перепускных каналов 16 и 17, питающих бесщтоковую и щтоковую полости. При дальнейщем вращении шпинделя рабочий цикл повторяется. Активное проникновение СОЖ и периодический контакт абразивного круга с поверхностью детали способствует самозатачиванию зерен абразива и вымыванию шлама. Это значительно повыщает качество обработанной поверхности и производительность процесса резания. Формула изобретения 1.Шлифовальная головка, в корпусе которой размещен щпиндель с инструментом, связанней с приводами вращения и устройством сообщения инструменту осевых колебаний, отличающаяся тем, что, с целью повышения производительности и качества обработки, устройство сообщения инструменту осевых колебаний выполнено в виде поршневого гидровибратора, штоковая и бесштоковая полости которого попеременно сообщаются с источником жидкости через каналы в корпусе и вращающуюся гильзу с перепускными каналами, при этом порщень гидровибратора жестко связан со щпинделем, а последний - с вращающейся гильзой с возможностью осевого перемещения относительно гильзы. 2.Головка по п. 1, отличающаяся тем, что каналы для бесщтоковой полости гидровибратора выполнены большей длины, чем для штоковой. Источники, информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 211348, кл. В 24 В 5/18, 1966.
Фиг.З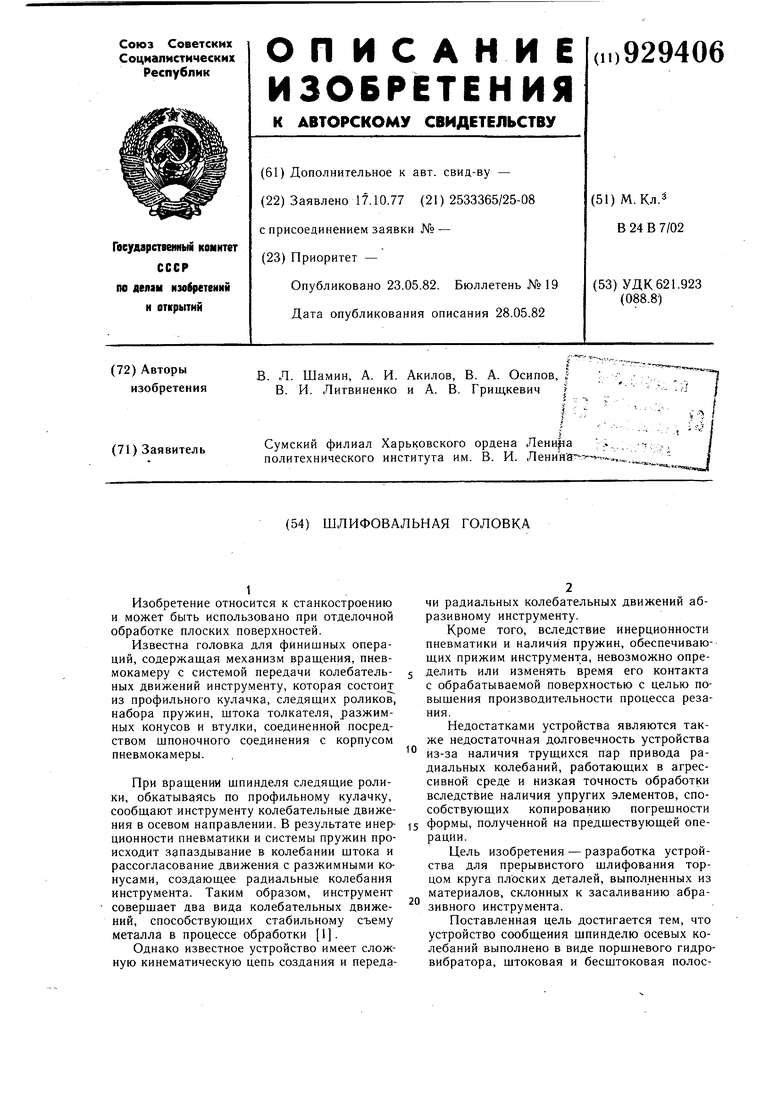

| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальная головка | 1979 |
|
SU956245A2 |
| Гидросистема металлорежущего станка | 1977 |
|
SU659356A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| ГИДРОСИСТЕМА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1972 |
|
SU352741A1 |
| Гидровибратор | 1977 |
|
SU928101A1 |
| ГИДРОСИСТЕМА ТРАНСПОРТНОГО УСТРОЙСТВА | 1971 |
|
SU310061A1 |
| ГИДРАВЛИЧЕСКИЙ ЗАБОЙНЫЙ ДВИГАТЕЛЬ | 2010 |
|
RU2452838C1 |
| СИЛОВАЯ ГОЛОВКА ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХОТВЕРСТИЙ | 1972 |
|
SU358097A1 |
| Способ комбинированной обработки шлифованием и поверхностным пластическим деформированием и инструмент для его осуществления | 1985 |
|
SU1279801A1 |