ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА В ПРОЦЕССЕ РАБОТЫ
Заявлено 19 октября 1959 г. за № 641606/25 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений № 21 за 1960 г.
Известны приборы для определения момента начала правки шлифовального круга в процессе работы путем измерения его режущей способности (съема металла в единицу времени). В них используется поршень, несуший образец, подаваемый к шлифовальному кругу с постоянным прижимным усилием. При работе с этими приборами приходится затрачивать относительно много времени на фиксацию времени шлифования и измерение длины сошлифованного образца, что затрудняет применение их в заводской практике.
В описываемом приборе поршень связан со шторкой, помещенной между источником света и фотосопротивлением. Шторка снабжена окном для освещения с последующим перекрытием фотосопротивления, в цепи которого включен микроамперметр для измерения линейного перемещения образца по мере его сошлифовывания. Время шлифования автоматически фиксируется при помощи реле времени. Такое устройство прибора позволяет использовать его в лабораторных и производственных условиях.
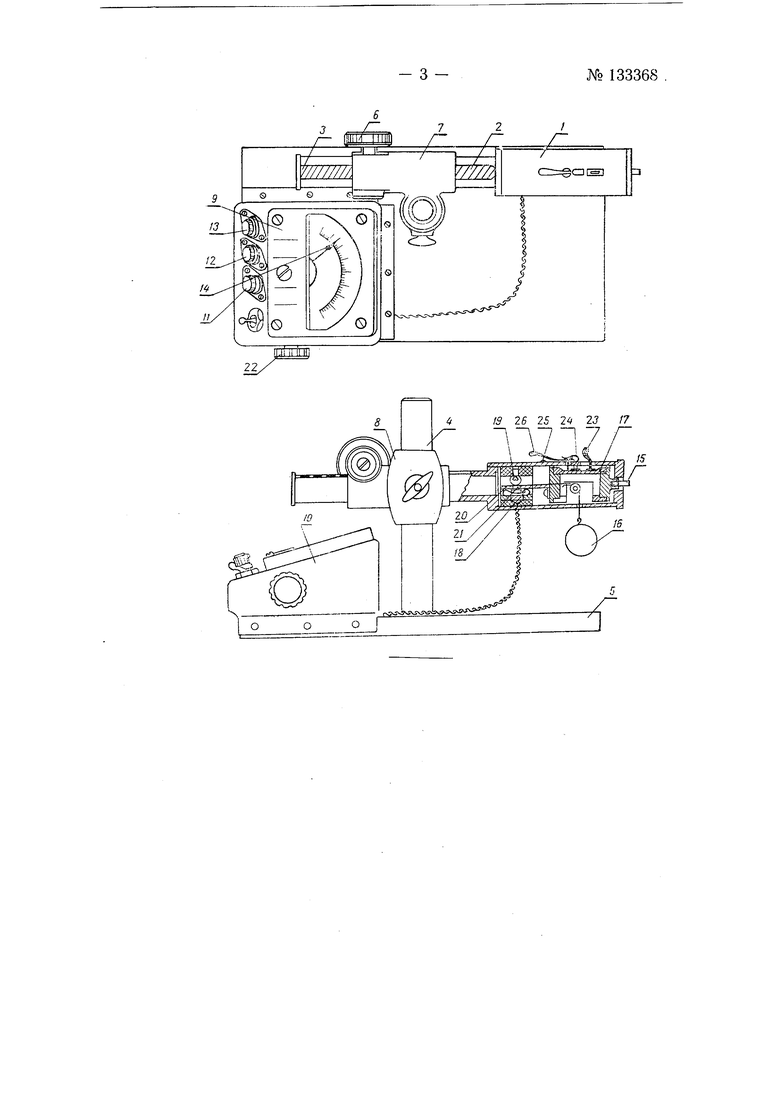
На чертеже схематически изображен описываемый прибор в двух проекциях с частичным разрезом.
Прибор имеет рабочую головку /, закрепленную на оси 2 на которой также закреплена рейка 3 и которая при помощи прилива соединена с колонной 4, установленной на основании прибора 5. Ось 2 при помощи маховика 6 и шестерни (на чертеже не показана), входящей в зацепление с рейкой 3, может перемещаться во втулке 7 прилива в осевом направлении, а во втулке 8 прилива в вертикальном направлении и вокруг оси колонны 4. На основании прибора 5 установлен чувствительный микроамперметр 9, шкала которого проградуирована из расчета показаний прибора в съема металла с образца. В корпусе 10 установлено
№ 133368- 2 реле времени и три лампочки: лампочка 11 для контроля включения прибора в сеть, лампочка 12 для настройки прибора перед пользованием и лампочка 13, которая связана с реле времени и загорается по истечении одной минуты шлифования образца. Одновременно с загоранием лампочки 13 неподвижно фиксируется стрелка 14 прибора, показывающая съем металла шлифуемого образца за 1 мин. Шлифуемый образец 15 закрепляется в рабочей головке У и с помощью груза 16, перемещающего порщень П, прижимается к шлифовальному кругу с постоянным прижимным усилием.. В противоположном конце корпуса рабочей головки установлено фотосопротивление 18 и лампочка 19, между которыми расположена шторка 20 с окном 21, связанная с поршнем /7 прибора. Лампочка 19 через окно 21 шторки 20 освещает глазок фотосопротивления 18. По мере перемещения шлифуемого образца 15 с поршнем П шторка 20 в большей или меньщей мере перекрывает глазок фотосопротивления и тем самым изменяет ток в цепи. Это изменение тока фиксируется включенным в цепь чувствительным микроамперметром, шкала которого тарирована в сошлифованного образца.
Для определения съема металла в единицу времени прибор устанавливают на станину шлифовального станка, чтобы ось шлифуемого образца 15 находилась на одном уровне с осью шлифовального круга. Затем с помощью маховика 6 шлифуемый образец перемещают до соприкосновения со шлифовальным кругом. После загорания лампочки 7 с помощью проволочного сопротивления 22 устанавливают стрелку 14 микроамперметра на нулевое деление и рычагом 23 отводят порщень /7 с образцом 15 до зацепления фиксатора 24 с контактами 25. При этом между шлифовальным кругом и шлифуемым образцом 15 образуется зазор, равный 1 мм.
После пуска станка и набора шлифовальным кругом необходимого числа оборотов нажимают рычаг 26 и, освобождая поршень 17 от зацепления с фиксатором 24, одновременно включают реле времени.
Через 1 мин шлифования загорится лампочка 13 и одновременно зафиксируется стрелка 14 прибора, показывающая объем металла, снятого шлифовальным кругом с образца 15 за 1 мин.
Предмет изобретения
Прибор для определения момента начала правки шлифовального круга в процессе работы путем измерения его режущей способности {съем металла в единицу времени) с использованием поршня, несущего образец, подаваемый к шлифовальному кругу с постоянным прижимным усилием, отличающийся тем, что порщень связан с помешенной между источником света и фотосопротивлением шторкой, снабженной окном для освещения с последующим перекрытием фотосопротивления, в цепи которого включен микроамперметр для определения линейного перемещения образца по мере его сощлифовывания при автоматической фиксации времени щлифования при помощи реле временя.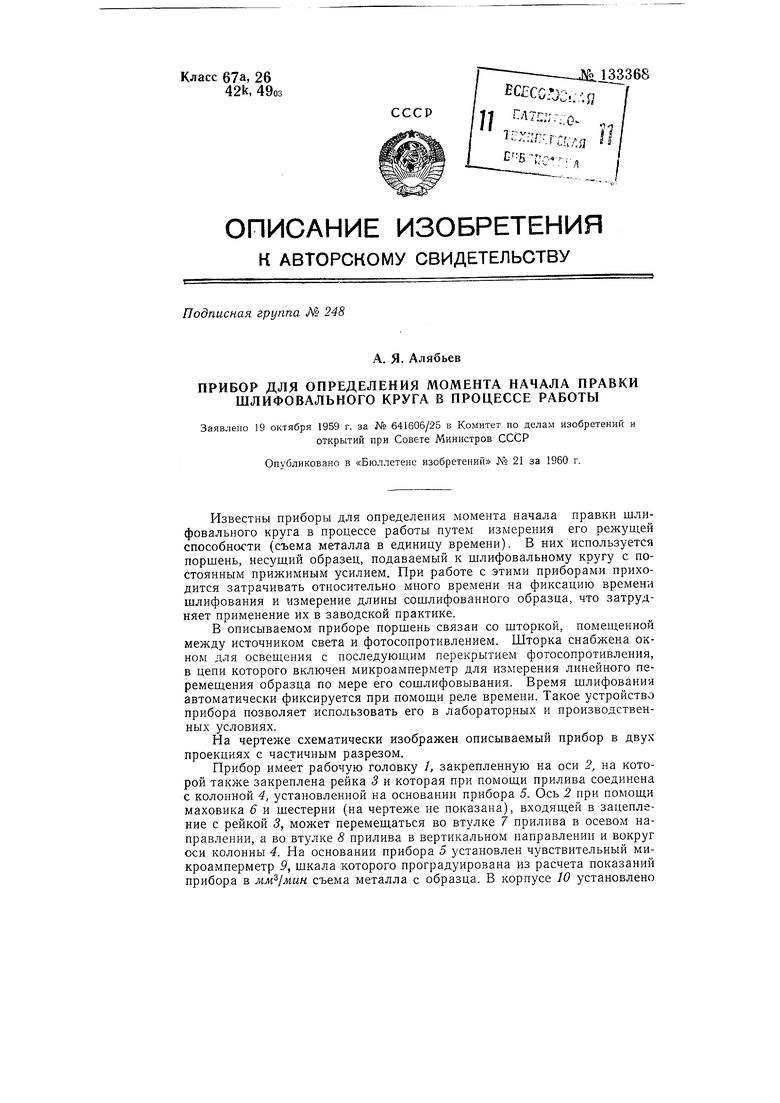
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2022 |
|
RU2781807C1 |
| СПОСОБ ОЦЕНКИ РАБОТОСПОСОБНОСТИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2020 |
|
RU2736593C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2008 |
|
RU2398212C1 |
| Устройство для измерения температуры шлифуемой поверхности в зоне ее контакта со шлифовальным кругом | 1973 |
|
SU512044A2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2015 |
|
RU2613254C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Полуавтоматический шлифовальный станок | 1950 |
|
SU89711A1 |
| Фотоэлектротонограф | 1960 |
|
SU134378A1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673414A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |