Известен автомат для подачи скалок в асбестотрубную машину, в котором применены подающие захваты, магазин скалок, развальцовывающий механизм, состоящий из трех вальцов, из которых верхний установлен с возмонсностью подъема и опускания, и механизм снятия свежеотформованных и развальцованных труб с форматных скалок; с синхронизированным движением всех частей. Однако этот автомат не обеспечивает устойчивую работу и дает большой процент брака.
Предлагаемый автомат отличается тем, что в нем применено специальное устройство, встроенное в систему развальцовываюш.его механизма. Оно выполнено в виде подпружиненного толкателя, установленного на вильчатом рычаге, который управляется кулачковым механизмом о г приводного вала. Толкатель предназначен для периодической подачи упругих толчков в торец форматной скалки развальцовываемой трубы, у другого конца которой установлен конечный выключатель. Конечный выключатель предназначен для остановки развальцовывающего механизма при продвижении на него форматной скалки. Это происходит от толчка подпружиненного толкателя при свободной посадке форматной скалки в достаточно развальцованной трубе, которая удерживается ог продольного перемещения вальцами развальцовывающего механизма. Такое устройство определяет автоматически окончание процесса развальцовки трубы и передает трубу на следующую операцию. Применение предложенной конструкции исключает получение брака изделий :-; обеспечивает устойчивость работы автомата.
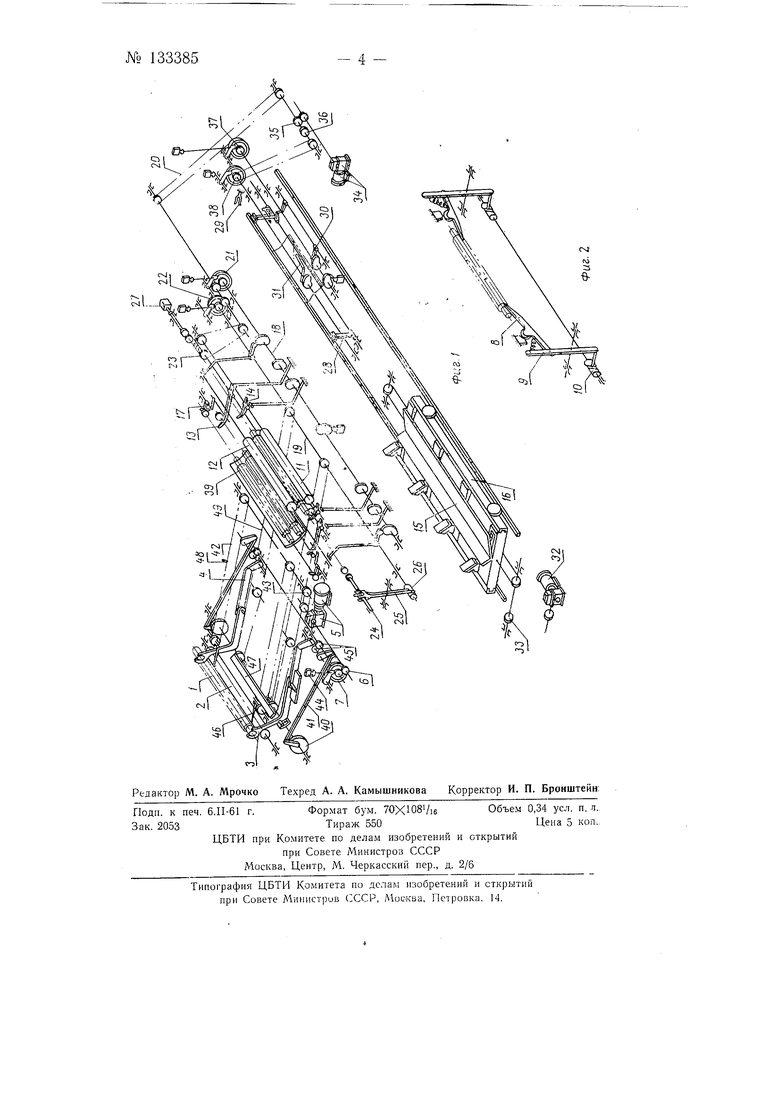
Па фиг. 1 изображена схема автомата подачи скалок; на фиг. 2 - схема механизма подкола труб.
Устройство для подачи форматных скалок 1 на опорный вал 2 асбестотрубной мащины и снятия с него форматных скалок с сформированными асбестоцементными трубами состоит из двух захватов 3, приводимых в действие кривошипно-щатунным механизмом 4 от привода 5, ог.N9 133385- 2 крытой зубчатой передачи 6 и однооборотной муфты 7. В механизм для подкола труб входят клинья 8, рычажная система 9 и кулачковые барабаны 10. Каландр для развальцовки труб состоит из двух опорнык нриводны.х валиков 11, одного прижимного валика 12, захватов 13, нодающих трубы со скалками в каландр, захватов 14, нередающнх развальцованные трубы со скалками на иоворотный лоток 15 тележки /6, отсекателей 17, кулачкового вала 18, вала 19 кулачкового барабана,, ценной передачи 20, однооборотных муфт 21 н 22 и ценной передачи 2-:. Устройство для онределения стенени развальцовки труб представляет собой толкатель 24, рычаг 25, кулачковый барабан 26 и конечный выключатель 27. Механизм для извлечения скалок устроен нз тележки /6 новоротного лотка 15, захватов 28 и вилкн 29. Возврат скалок в магазин 30 производится механизмом 31 для опрокндывания ло1ка от нривода 32 с ценной нередачей 33 и приводом 34 кулачковых валов с открытой зубчатой нередачей 35, ценной передачей 36 и однооборотными муфтами 37 и 38. Магазин скалок состоит из лотка 39, нрнводимого в действие храповым устройством 40 и кривошипно-шатунным механнзмом 41. Транспортер труб со скалками нредставляет собой две рабочиецепи 42, цепную передачу 43 и привод 5,
После окончания формирования труб срабатывает конечный выключатель асбестотрубной машины (на схеме не показан), импульс которого передается на-электромагнит 44 автомата для подачи скалок, включающий однооборотную муфту 7, которая с номощью вала и шестерен 45 передает движение крпвошипно-шатунному механизму 4. С. носледним шарнирно соединены нолзуны захватов 5. При движении захватов 3 вперед они снимают трубу со скалкой / с опорного вала 2 асбестотрубной машины и оставляют их на откидной нроводке 46. Одновременно с номош,ью храпового устройства 40, приводимого в действие шатунно-кривошипным механизмом 41, транспортер магазина перемеш,ается на один шаг и нодает очередную скалку на лоток 47. В нижнем положении захваты 3 снимают скалку 1 с лотка 47 и несут ее на опорный вал. При этом однооборотная муфта 7, сделав нолный обороч-, отключается, а механизмы для подачи форматных скалок, придя в исходное положение, останавливаются. Как только скалка 1 подана на опорный вал, включается асбестотрубная машина и Начинается формование трубы. Труба со скалкой / снимается с откидной проводки 46 цепью 42, который транспортирует ее до лотка 39 впереди каландра. Верхняя ветвь цепи 42 движется непрерывно приводом 5 через цепную передачу 43. Для устранения возможного нерекоса и проскальзывания скалов на цепи 42 нредусмотрены упоры 48. На лотке 39 труба со скалкой 1 останавливается отсекателями 17; при этом кулачковый барабан 10 через рычажную систему 9 сообш,ает возвратно-поступательное движение клиньям 8, которые нодкалывают трубу (отделяют трубу от скалки 1). После подкола труба вместе со скалкой переносится захватами 13 на ностоянно враш.аюн1.иеся валики 11, затем опускается прижимной валик 12, снособствуюи;ий развальцовке своим весом. Через некоторое время прижимной валик 12 поднимается в исходное положение, воздействуя на конечный выключатель, который через электромагниты отключает муфту 21 и включает муфту 22. При этом останавливается кулачковый вал 18 и включается вал 19 кулачкового барабана. Когда устройство, определяюш,ее степень развальцовки (24, 25, 26), подает импульс, что подтверждает достаточную развальцованность трубы, отключается вал 19 кулачкового барабана и включается кулачковый вал 18, от K-Jтор.ого срабатывает захват 14, передающий развальцованную трубу со скалкой на новоротный лоток 15, а на освободившиеся онорные валики 11 подается очередная труба после подкола. Скатываясь по поворотному лотку 15, скалка своей шейкой попадает в вилку 29; при этом включается привод 32, который через цепную передачу 33 с помощью тяговой цепи тянет дележку 16 с лотком 15, снимая трубу со скалки. Вилка 29, упираясь в грибок скалки, не дает ей сдвинуться вдоль оси, оставляя ее на месте. Затем скалка, освобожденная от трубы, принимается захватами 28, которые переносят ее на транспортер 49 магазина скалок. Одновременно с возвратом захватов 28 тележка возвращается назад. Дойдя до исходного положения, лоток 15 тележки 16 опрокидывается при помощи рычажного механизма 31, и труба выкатывается на проводку, которая транспортирует ее для дальнейших технологических операций. Устройство, определяющее степень развальцовки асбестоцементной трубы, работает по принципу сдвигания скалки / в трубе вдоль оси.
Предмет изобретения
Автомат для -подачи скалок в асбестотрубную мащину, з котором применены подающие захваты, магазин скалок, развальцовывающчи механизм, состоящий из трех вальцов, из которых верхний «тановлен с возможностью подъема и опускания, и механизм снятия свежеотформованных и развальцованных труб с форматных скалок, с синхронизированным движением всех частей, отличающийся тем, что, с целью определения окончания процесса развальцовки трубы и для автоматической передачи развальцованной трубы на следующую операцию, применено устройство, встроенное в систему развальцовывающего механизма и выполненное в виде подпружиненного толкателя, установленного на вильчатом рычаге, управляемом кулачковым механизмом от приводного вала и предназначенного для периодической подачи упругих толчков в торец форматной скалки развальцовываемой трубы, у другого торца которой установлен конечный выключатель для остановки ра: вальцовывающего механизма при продвижении форматной скалки нл выключатель от толчка подпружиненного толкателя при свободной се посадке в достаточно развальцованной трубе, которая удерживается от продольного перемещения вальцами развальцовывающего механизма.
133385

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для подачи скалок в асбестотрубную машину | 1959 |
|
SU133386A1 |
| Устройство для автоматической подачи форматных скалок в асбестотрубную машину и для съема с нее скалок со свежеотформованными трубами | 1958 |
|
SU120434A1 |
| Машина для изготовления асбоцементных труб | 1955 |
|
SU108221A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДАЧИ ФОРМАТНЫХ | 1968 |
|
SU209999A1 |
| Машина для изготовления асбоцементных труб | 1954 |
|
SU114531A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ АСБОЦЕМЕНТНЫХ ТРУБ | 1965 |
|
SU168171A1 |
| АВТОМАТ ДЛЯ ОЧИСТКИ (ОБДУВКИ) ВИУТРЕННЕЙ ПОВЕРХИОСТИ ДЕТАЛЕЙ СЖАТЫМ ВОЗДУХОМ | 1969 |
|
SU241597A1 |
| Установка для изготовления асбестоцементных труб | 1975 |
|
SU544557A1 |
| Установка для изготовления асбестоцементных труб | 1976 |
|
SU660838A1 |