Машины для изготовления асбоцементных труб на форматных скалках с опорными и прессующими валами в формующей части, укрепленными на подвижном экипаже давления, с выталкивателем труб с опорного вала, с развальцовывающим, подкалывающим и обрезающим концы труб устройством, с лотком для извлечения скалки из трубы, с рольгангами для возвращения скалок и механическим устройством для подачи их на валы машины, известны. В машинах этого типа ручной труд не исключен, что ограничивает их производительность.
Предлагаемая машина имеет выталкиватель в виде связанной с экипажем давления поворотной вилки; стенка лотка выполнена откидывающейся после извлечения скалки из трубы, благодаря чему скалка падает на рольганг, возвращающий скалку в противостоящее формующим валам положение, причем рольганг выполнен опрокидывающимся после того, как скалка займет на нем заданное положение, а механизм подачи скалок выполнен в виде кривошипа с вилками и снабжен приводом, включаемым скалкой с трубой при прохождении ее по направляющим после выталкивания с опорного вала машины. В конце машины помещены расположенные непосредственно под конвейером твердения ролики, заглаживающие торцы труб. Благодаря описанной дополнительной части вся работа асботрубной машины полностью автоматизируется.
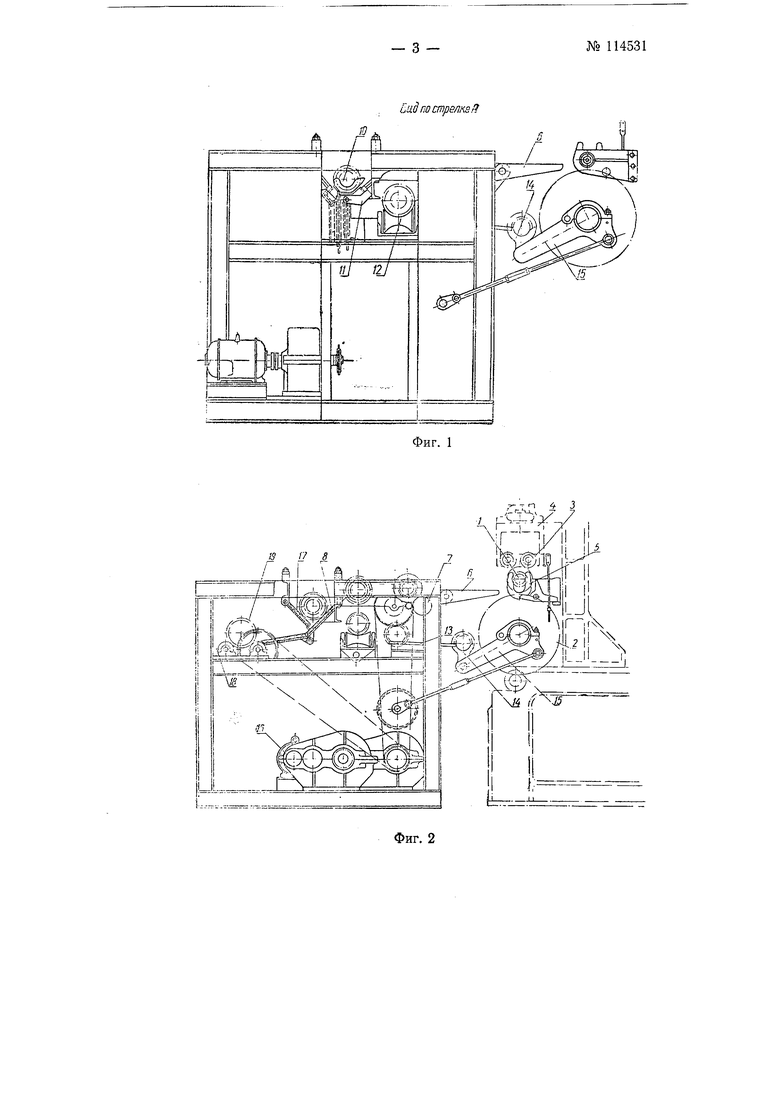
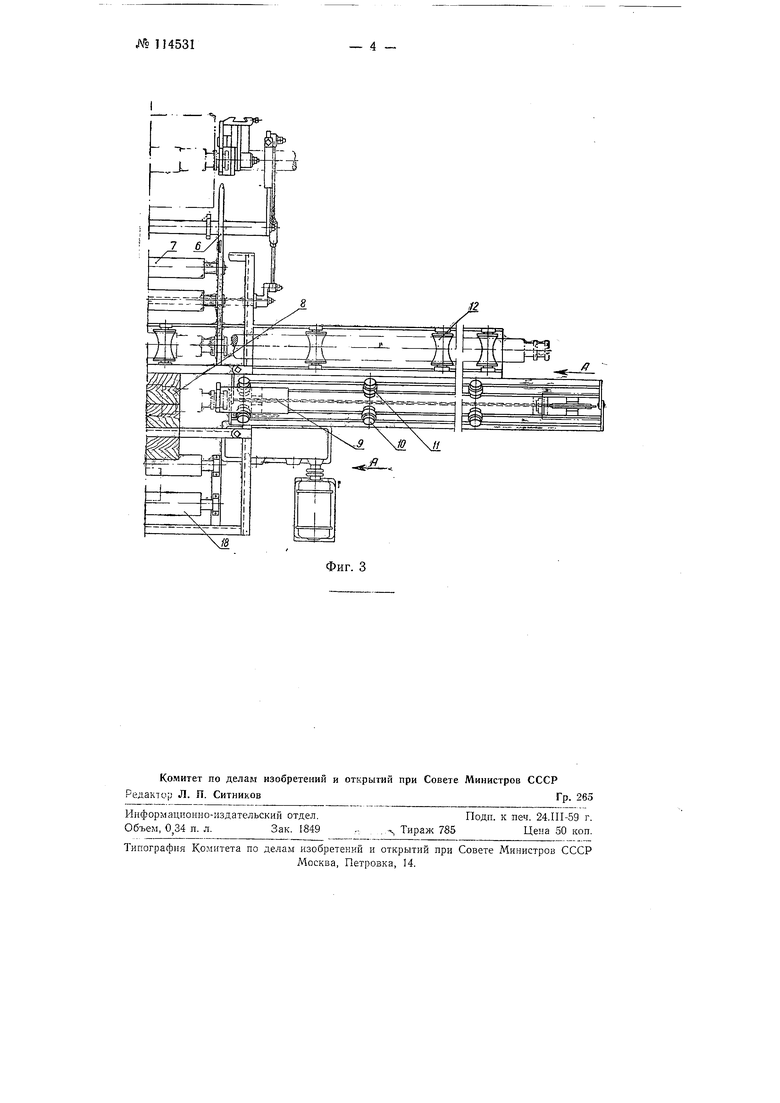
На фиг. 1 дан вид машины по стрелке Л на фиг. 3; на фиг. 2 -мащина в поперечном разрезе; на фиг. 3- машина, вид в плане.
Труба формуется на скалке /, прижимаемой к опорному валу 5 прижимными валами 3 экипажа давления 4. Вывод скалки 1 с навитой трубой из формующей части машины осуществляется поворачивающейся при подъеме экипажа давления 4 вилкой 5.. Скалка / скать вается по кронштейну 6 на развальцовывающее, подкалывающее и обрезающее концы труб устройство, состоящее из двух вращающихся роликов 7 и подпружиненных ножей (на чертеже не показаны). Раз№ 114531- 2 -
вальцованная труба с обрезанными концами вместе со скалкой с помощью рычагов (на чертеже не показаны) передается в лоток 8, в котором скалка извлекается из трубы цепным захватом 9, помещающим ее на рольганг 10. При полном извлечении скалки из трубы стенка // рольганга 10 откидывается и скалка скатывается на нижерасположенный рольганг 12, по которому она возвращается в противостоящее формующим валам 2 и 5 положение. Когда скалка занимает это положение, то рольганг 12 опрокидывается, и скалка по направляющим 13 скатывается и попадает в вилки 14, смонтированные на кривощипе 15, который приводится в движение от электродвигателя 16, включаемого при нажатии на не показанные на чертеже контакты, которые замыкаются при прохождении скалки с трубой по шарнирно украпленному кронщтейну 6. После извлечения из трубы скалки откидная стенка 17 лотка 8 откидывается и труба 19 попадает на вращающиеся валики 18, на которых с помощью прижимных роликов (на чертеже не показаны) торцы обрезанных концов трубы заглаживаются обкатыванием.
При поступлении на валики 18 следующей трубы обкатываемая труба выталкивается ею непосредственно на ролики конвейера твердения (на чертеже не показан).
Предмет изобретения
1.Машина для изготовления асбоцементных труб на форматных скалках с опорным и прессующими валами в формующей части, укрепленными на подвижном экипаже давления, с выталкивателем труб с опорного вала, с развальцовывающим, подкалывающим и обрезающим концы труб устройством, с лотком для извлечения скалки из трубы, с рольгангами для возвращения скалок и механическим устройством для подачи их на валы машины, отличающаяся тем, что, с целью полной автоматизации изготовления труб, выталкиватель выполнен в виде механически связанной с экипажем давления поворотной вилки, стенка лотка выполнена откидывающейся после извлечения скалки из трубы, рольганги выполнены опрокидывающимися после укладки на них скалки в заданное положение, и механизм подачи скалок выполнен в виде кривошипа с вилками и снабжен приводом, включаемым скалкой с трубой при прохождении ее по направляющим после выталкивания с опорного вала машины.
2.Форма выполнения машины для изготовления асбоцементных труб по п. 1, отличающаяся тем, что на ее конце помещены расположенные непосредственно над конвейером твердения ролики, заглаживающие торцы труб.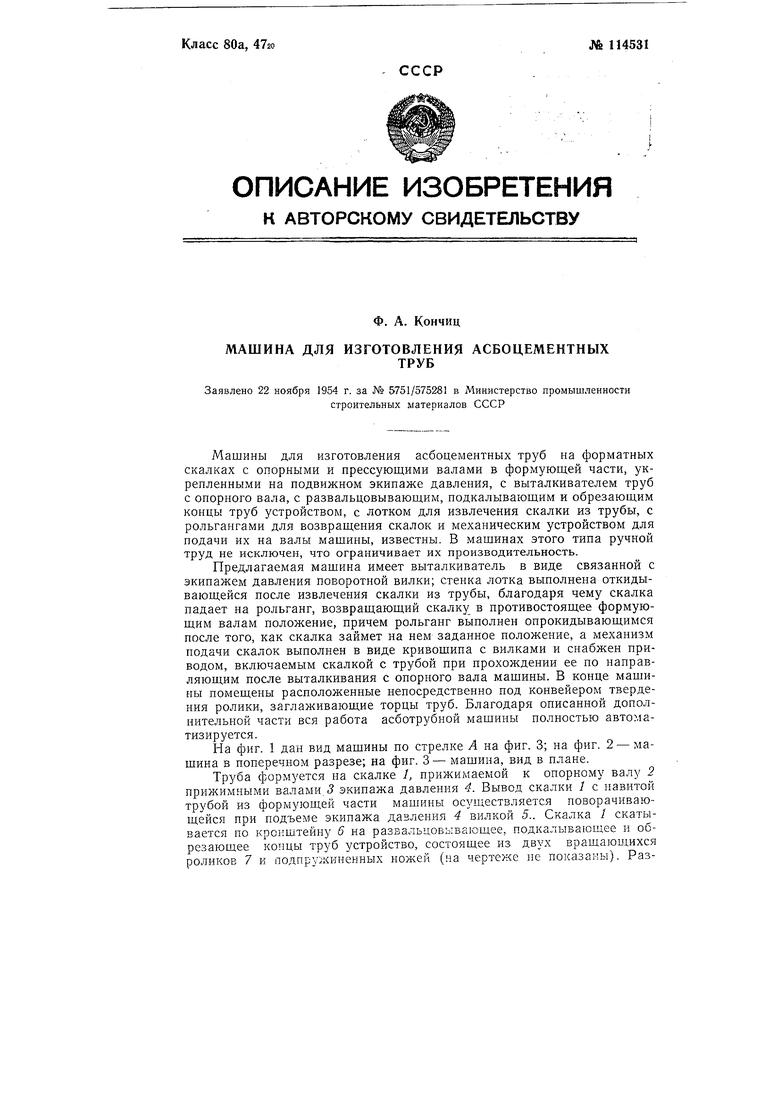
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предохранения свежеизготовленных асбоцементных труб от деформации | 1950 |
|
SU92239A1 |
| Установка для изготовления асбестоцементных труб | 1976 |
|
SU660838A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХТРУБ | 1972 |
|
SU419398A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ АСБОЦЕМЕНТНЫХ ТРУБ | 1965 |
|
SU168171A1 |
| Автомат для подачи скалок в асбестотрубную машину | 1959 |
|
SU133385A1 |
| Машина для изготовления асбестоцементных труб | 1980 |
|
SU903126A1 |
| Механизм выемки форматной скалки из асбестоцементной трубы | 1973 |
|
SU472008A1 |
| ИЗОБРЕТЕНИЯ | 1973 |
|
SU363599A1 |
| Машина для изготовления асбоцементных труб | 1955 |
|
SU108221A1 |
| Устройство для автоматической подачи форматных скалок в асбестотрубную машину и для съема с нее скалок со свежеотформованными трубами | 1958 |
|
SU120434A1 |