Изобретение относится к обработке металлов резанием и может быть использовано для обработки в цилиндрических изделиях овальных отверстий, стенки которых имеют постоянный угол наклона к наружной поверхности.
Цель изобретения - упрощение способа и расширение технологических возможностей путем обеспечения обработки различных типоразмеров овальны отверстий при уменьшении управляемых координат до двух.
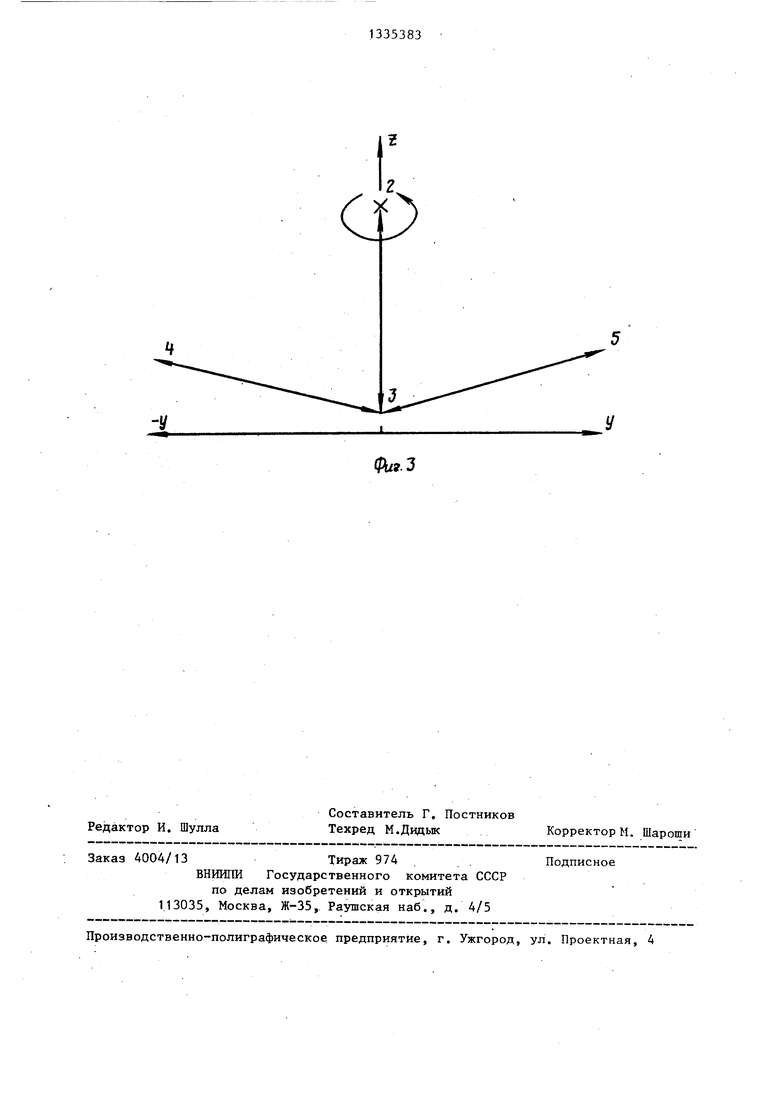
На фиг. 1 представлен технологический эскиз обработки овального отверстия; на фиг. 2 - изделие с отверстием, вид сверху; на фиг. 3 - циклограмма движения фрезы.
В предварительно просверленное технологическое отверстие, центр ко-- торого лежит в точке пересечения осей а и b овального отверстия, вводят фасонную (коническую, модульную) фрезу 1, перемещая ее по оси Z из точки 2 в точку 3 до получения окончательного размера по малой оси в овальном отверстии. Затем фрезу 1 перемещают одновременно по двум координатам Z и Y из точки 3 в точку 4 до получения окончательного размера по большой оси а овального отверстия слева от точки пересечения осей. Далее фрезу 1 возвращают по той же траектории из точки 4 в точку 3 и обрабатывают овальное отверстие с другой стороны, перемещая фрезу 1 по координатам Z и Y из ТОЧКИ 3 в -точку 5..
5
0
5
0
5
После окончания обработки фрезу возвращают в точку 2,
Для получения стенок овального отверстия с требуемым для последующей операции отбортовки патрубка углом наклона образующей поверхности и поверхности цилиндрического изделия используется режущий инструмент типа модульной фрезы.
Формула изобретения
1.Способ получения овального отверстия в цилиндрическом изделии для отбортовки патрубка, при котором обработку ведут фасонной фрезой, которую вводят в технологическое отверстие и производят окончательную обра- . ботку овала, отличающийся тем, что, с целью упрощения способа
и расширения технологических возможностей, фрезу вводят в технологическое отверстие, перемещая вдоль собственной оси до получения окончательного размера по малой оси овала,а окон-- чательный размер овала получают одновременным перемещением фрезы вдоль ее оси и вдоль большой оси отверстия.
2.Способ по п. 1, о т л и ч а ю- щ и и с я тем, что, с целью получения равного угла наклона образующих поверхности отверстия по его периметру к касательным к наружной поверхности изделия, лежащим в радиальных направлениях наружного контура, обработку ведут модульной фрезой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления патрубка на полом цилиндрическом изделии | 1986 |
|
SU1488058A1 |
| Способ изготовления тройников (варианты) | 2016 |
|
RU2635491C1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ (ВАРИАНТЫ) | 2012 |
|
RU2492952C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИЗНОСА ЗУБЬЕВ ЧЕРВЯЧНОЙ ФРЕЗЫ | 2013 |
|
RU2590735C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| ИЗГОТОВЛЕНИЕ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2507040C2 |
| ФАСОННАЯ ДЕРЕВОРЕЖУЩАЯ ФРЕЗА | 2011 |
|
RU2462352C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1997 |
|
RU2127163C1 |
Изобретение относится к области обработки металлов резанием и может быть использовано для обработки в цилиндрических изделиях овальных отверстий, стенки которых имеют постоянный наклона к наружной поверхности. Цель изобретения - упрощение способа и расширение технологических возможностей. Фасонную (коническую, модульную фрезу 1 вводят в техноло - гическое отверстие, перемещая по оси Z вниз до получения окончательного размера по малой оси. Затем, перемещая фрезу вверх по оси Z и одновременно по оси Y вправо или влево, по лучанэт окончательный размер по большой оси с одной из сторон, после чего, вернув фрезу в точку пересечения осей, аналогично получают окончательный размер по большой оси с другой стороны отверстия. Для получения стенок озапъаоРо отверстия с требуемым для последующей операции отбортовки патрубка углом наклона образующей поверхности и поверхности цилиндрического изделия используется режущий инструмент типа модульной фрезы. 1 з.п. ф-лы, 3 ил. . e (Л 00 со СД 00 00 со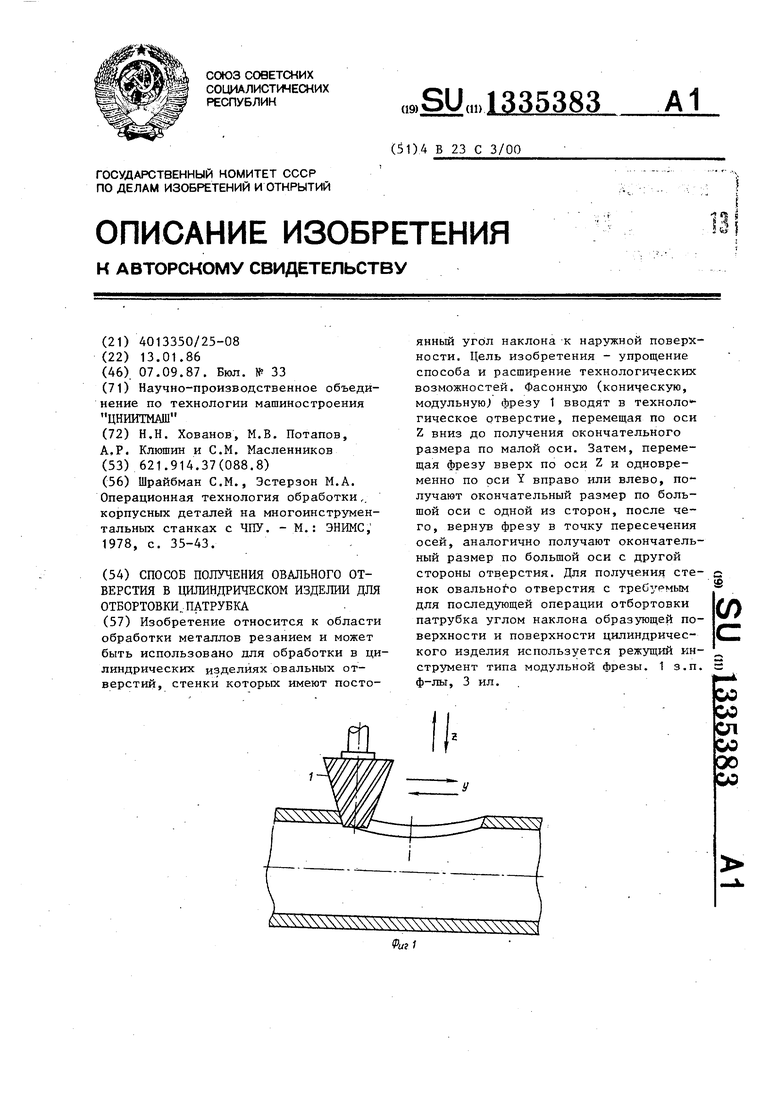
Фиг.г
Редактор И. Шулла
Составитель Г. Постников Техред М.Дчцык
4004/13
Тираж 974 . . ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 1.13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.
Корректор М. Шароши
Подписное
| Шрайбман С.М., Эстерзон М.А | |||
| Операционная технология обработки,, корпусных деталей на многоинструментальных станках с ЧПУ | |||
| - М.: ЭНИМС, 1978, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
