1
Изобретение относится к деревообрабатывающей промышленности, а именно к оборудованию для прессования плит.
Цель изобретения - повышение качества древесных плит за счет исключения их разнотолщинности.
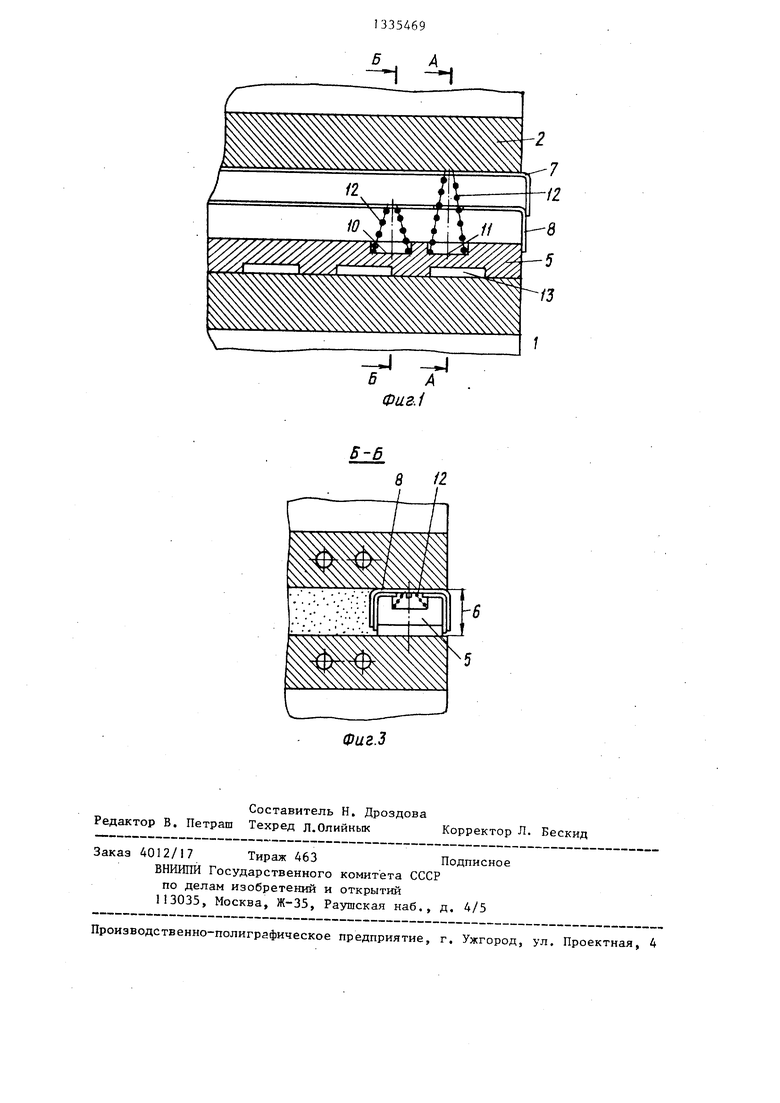
На фиг. 1 изображен пресс, поперечный разрез; на фиг. 2 - разрез Ана фиг. 1 (перед смыканием нагревательных плит пресса);на фиг. 3 - разрез Б-Б на фиг. 1 (момент смыкани нагревательных плит пресса).
Пресс для изготовления древесных плит включает станину 1, верхние 2 и нижние 3 нагревательные плиты с каналами .4 для отвода парогазовой смеси и размещенные между ними дистанционные планки 5 для обеспечения калибрующего просвета 6, которые снабжены телескопически установленными над дистанционными планками 5 П-образны- ми камерами 7 и 8, наружная 7 из которых жестко закреплена своей горизонтальной полкой 9 на верхней нагревательной плите 2, а внутренняя 8 выполнена подвижной в вертикальной плоскости. На верхней плоскости каждой дистанционной планки 5 последовательно выполнены отверстия 10 и П для пружин 12, верхние концы которых прикреплены к соответствующим Е1 утренним горизонтальным полкам П-образных камер 7 и В. В основании каждой дистанционной планки 5 выполн ны поперечные каналы 13. При этом сумма толщин дистанционных планок 5 и горизонтальных полок 9 и 14 телескопических камер 7 и 8 соответсвует калибрующему просвету 6, а длины П-образных камер 7 и 8 больще Длин дистанционных планок 5 на 3-5 мм. Ковер обозначен позицией 15.
Пресс работает следующим образом.
С помощью загрузочной этажерки (не показано) загружают пространство между верхними 2 и нижними 3 нагрева
15
20
25
Q
354692
тельными плитами пресса. При смыкании нагревательных плит 2 и 3 пресса вначале П-образные наружные камеры 7 опускаются на внутренние 8, а затем они вместе перемещаются относительно дистанционных планок 5 и ложатся на них. При этом достигаются калибрующие просветы 6, соответствующие изготовопи- ваемых плит.
В результате установки телескопических камер 7 и 8 стружка, выдуваемая потоками воздуха, создаваемыми движением нагревательных плит 2 и 3 пресса во время их смыкания, не попадает на верхние плоскости, а уходит через поперечные каналы 13 дистанционных планок 5. Кроме того, через каналы 13 может уходить и парогазовая смесь, что также способствует сохранению качества изготавливаемых древесных плит. После окончания цикла прессования, пресс отключают, нагревательные плиты 2 и 3 размыкаются, телескопические камеры 7 и 8 возвращаются в исходное положение. Цикл
повторяют.
30 Формула изобретения
5
Пресс для изготовления древесных плит, включающий верхние и нижние нагревательные плиты с каналами для отвода парогазовой смеси и расположенные между ними дистанционные планки для обеспечения калибрующего просвета, отличающийся тем, что, с целью повьпиения качества плит за счет исключения их разнотолщинности, дистанционные планки снабжены П-образными подпружиненными планками, которые установлены телескопически с образованием камер, при этом верхняя планка прикреплена к верхней нагревательной плите, а в основании каждой дистанционной планки выполнены поперечные каналы, причем длины камер превышают длину ; ;истанционных планок.
0
5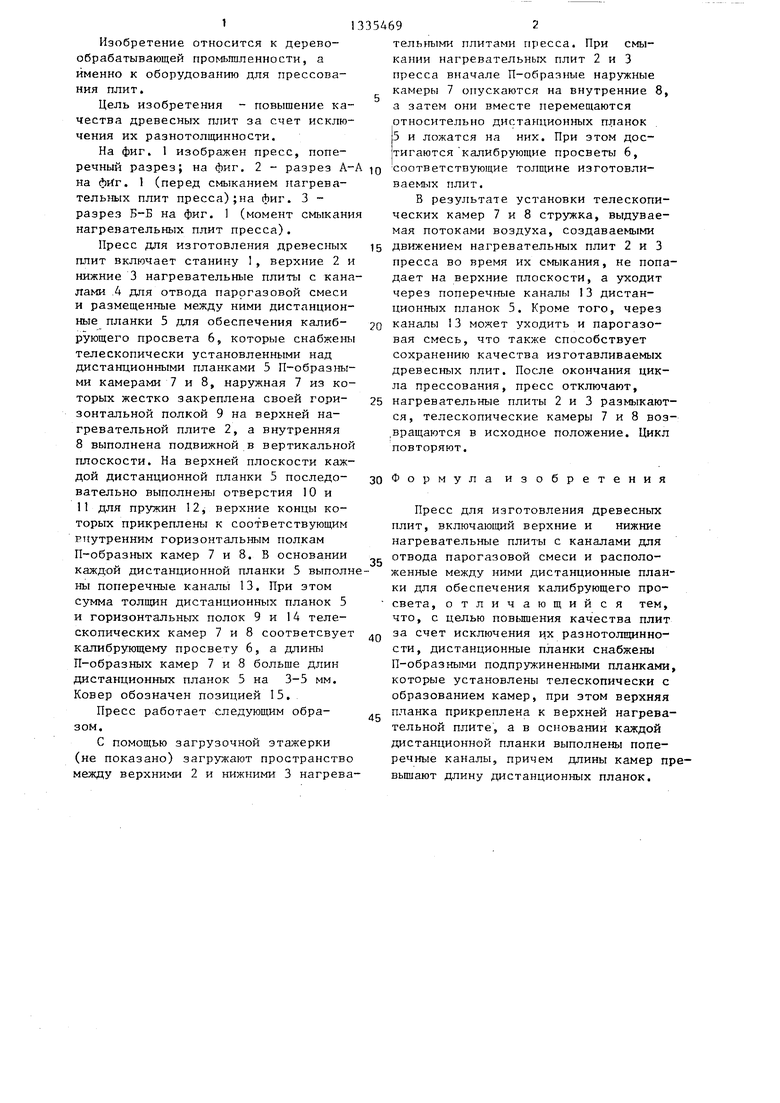
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоэтажный пресс для изготовления древесностружечных плит | 1983 |
|
SU1106669A1 |
| Линия для изготовления древесно-стружечных плит | 1983 |
|
SU1130496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Устройство для изготовления древесно-стружечных плит | 1986 |
|
SU1373575A1 |
| Пресс для изготовления древесностружечных плит | 1982 |
|
SU1084151A1 |
| Устройство для прессования стружечных плит | 1985 |
|
SU1271752A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИГНОУГЛЕВОДНОГО ПЛАСТИКА ИЗ ДРЕВЕСНОГО ИЛИ РАСТИТЕЛЬНОГО СЫРЬЯ | 1992 |
|
RU2026180C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1320065A1 |
| Устройство для изготовления древесно-стружечных плит | 1983 |
|
SU1117224A1 |

8 12.
Составитель Н. Дроздова
Редактор В. Петраш Техред Л.ОлийныкКорректор Л. Бескид
Заказ 4012/17 Тираж А63Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб.,д. 4/5
Производственно-полиграфическое предприятие,г. Ужгород, ул. Проектная, 4
Фиг.З
| Мелони Т.Современное производст- во древесно-стружечных и древесно-во- локнистых плит | |||
| - М., 1982, с | |||
| Способ приготовления консистентных мазей | 1912 |
|
SU350A1 |
| Козаченко A.M., Модлин Б.Д | |||
| Общая технология производства древесных плит | |||
| - М | |||
| , 1984, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
