Изобретение относится к деревообрабатывающей промышленности, а именно к производству древесно-стру- жечных плит.
Цель изобретения - повышение производительности и качества плит.
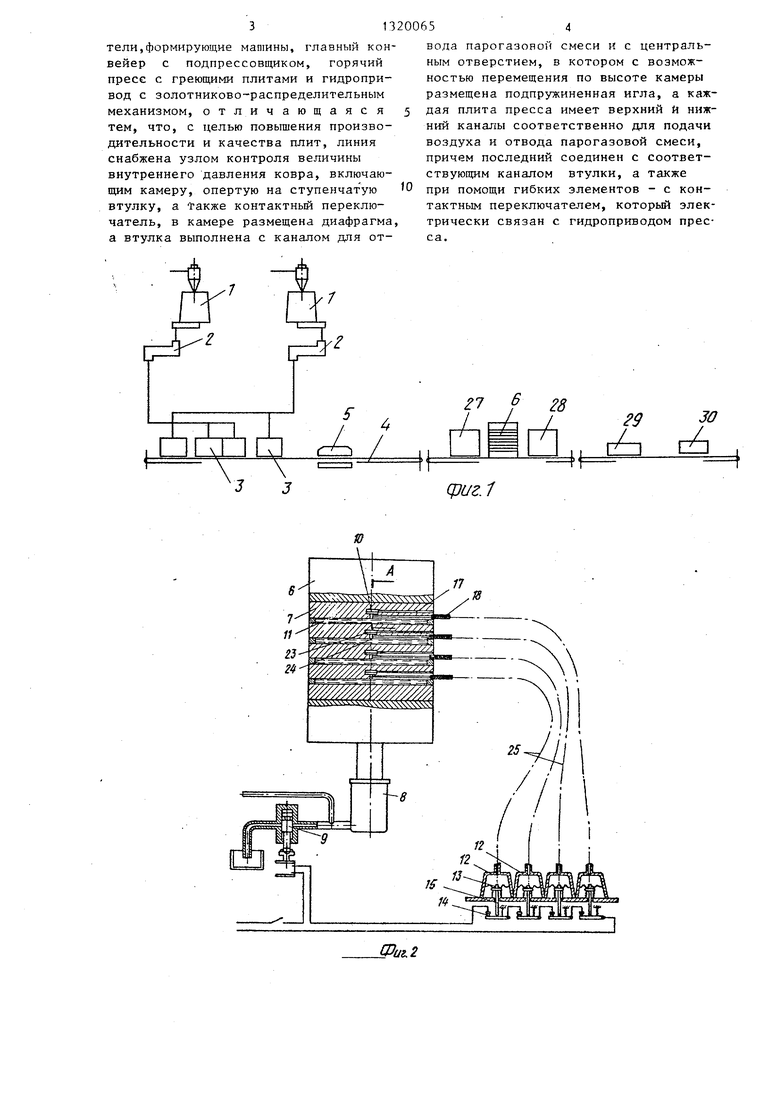
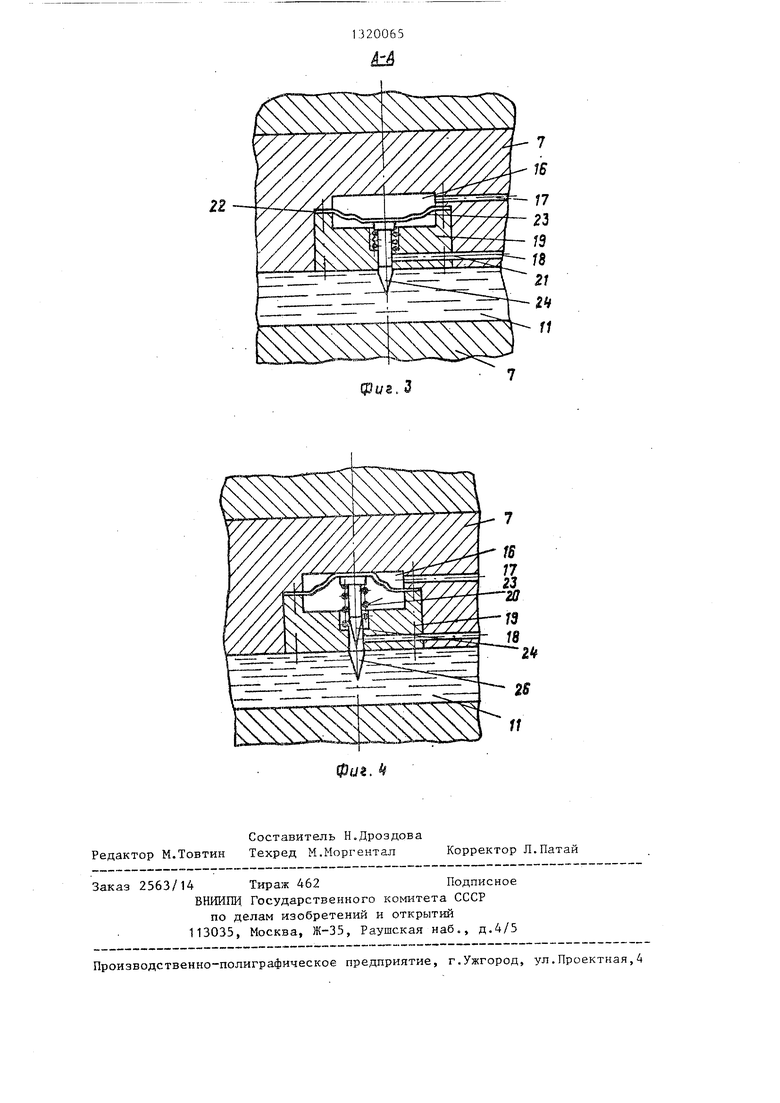
На фиг. 1 изображена схема линии изготовления древесно-стружечньгх плит; на фиг. 2 - узел контроля внутреннего давления ковра, вид спер€щи; на фиг. 3 - разрез А-А на фиг. 2 (подпружиненная игла); на фиг. 4 - подпружиненная игла вне ковра.
Линия изготовления древесно-стру- жечных плит включает последовательно установленные и технологически связанные бункера 1, смесители 2, фор- мируюпще машины 3, главный конвейер 4 с подпрессовщиком 5, горячий пресс 6 с греющими плитами 7 и гидроприводом 8 с золотниково-распределитель- ным механизмом 9 и снабжена размещенным на прессе 6 узлом контроля 10 величины внутреннего давления ковра 11, выполненным в виде контактного переключателя 12, содержащего подпружиненные элементы 13,контакты 14 и соединяющие их штоки 15, а также в виде выполненных в центральных частях греющих плит 7 пресса 6 камер 16 и каналов верхних 17 для подачи воздуха и нижних 18 для отвода парогазовой смеси. Внизу камеры 16 жестко смонтирована втулка 19 с центральным отверстием 20 и каналом 21, втулка 19 имеет выступающие периферийные кромки 22. В камере 16 размещена диафрагма 23, в отверстиях 20 втулок 19 установлены иглы 24, причем нижние каналы 21 втулок 19 и каналы 18 совмещены и соединены гибкими элементами 25 с контактным переключателем 12, который электрически связан с золотни- ково-распределительным механизмом 9 а на периферийных кромках 22 втулок 19 установлены диафрагмы 23, на которых закреплены размещенные в центральных каналах 20 втулок 19 подпружиненные иглы 24.
Кроме того, после изъятия подпружиненной иглы 24 в ковре остается мало заметное гнездо 26. Перед прессом 6 установлена загрузочная этажерка 27, после него - разгрузочная этажерда 28, форматно-образной 29 и шлифовальный 30 станки.
Линия работает следующим образом
fO
3200652
Древесные частицы подают из бункеров 1 в смесители 2. Осмоленные древесные частицы направляют в формирующие машины 3, которые послойно
5 настилают ковер 11. Ковер 11 перемещают с помощью главного конвейера 4 в подпрессовщик 5, затем в загрузочную этажерку 27 и горячий пресс 6. Включают гидропривод 8 на смыкание греющих плит 7.
После смыкания греющих плит 7 по каналам 17 подают воздух, которьш давит на диафрагму 23, при этом подпружиненные иглы 24 входят в центр ковра 11 и накаливают его. После этого подачу воздуха по каналам 17 прекращают и подпружиненные иглы 24 отходят вверх (т.е. занимают исходное положение), при этом гнезда 26 начи нают сообщаться с каналами 18 и поскольку гнездо находится в. самом центре ковра 11, то со всего ковра равномерно парогазовая смесь начинает перемещаться в каналы 18 и давление ее будет передаваться посредством гибких элементов 25 на подпружиненные элементы 13.
В процессе прессования, когда внутреннее давление велико, подпружиненные элементы 13 штоками 15 размыкают контс1кты 14 и включение золот- никово-распределительного механизма 8 невозможно и нагревательные плиты 7 остаются сжатые. Когда внутреннее
35 давление достает заранее заданной величины, подпружиненные элементы поднимают штоки 15 и замыкают контакты 14, которые включают распределительно-золотниковый механизм 9, что
О обеспечивает размыкание греющих плит 7 пресса 6. Готовые плиты выгружают из пресса 6 с помощью выгрузочной этажерки 28, далее обрезают по формату на форматно-обрезном станке 29 и
шлифуют на Еолифовальном станке 30. Цикл повторяют.
Техническое решение позволит повысить производительность за счет возможности точного определения внутрей50
30
55
него давления ковра и отключения пресса при достижении внутреннего давления заданной величины, которая соответствует требуемому Качеству плит..
Формула изобретения
Линия изготовления древесно-стру- жечных плит,включающая бункеры,смесители,формирующие машины, главный конвейер с подпрессовщиком, горячий пресс с греюпщми плитами и гидропривод с золотниково-распределительным механизмом, отличающаяся тем, что, с целью повьтения производительности и качества плит, линия снабжена узлом контроля величины внутреннего давления ковра, включающим камеру, опертую на ступенчат ую втулку, а Также контактный переключатель, в камере размещена диафрагма а втулка выполнена с каналом для от
вода парогазовой смеси и с центральным отверстием, в котором с возможностью перемещения по высоте камеры размещена подпружиненная игла, а каждая плита пресса имеет верхний и нижний каналы соответственно для подачи воздуха и отвода парогазовой смеси, причем последний соединен с соответствующим каналом втулки, а также при помощи гибких элементов - с контактным переключателем, который электрически связан с гидроприводом пресса.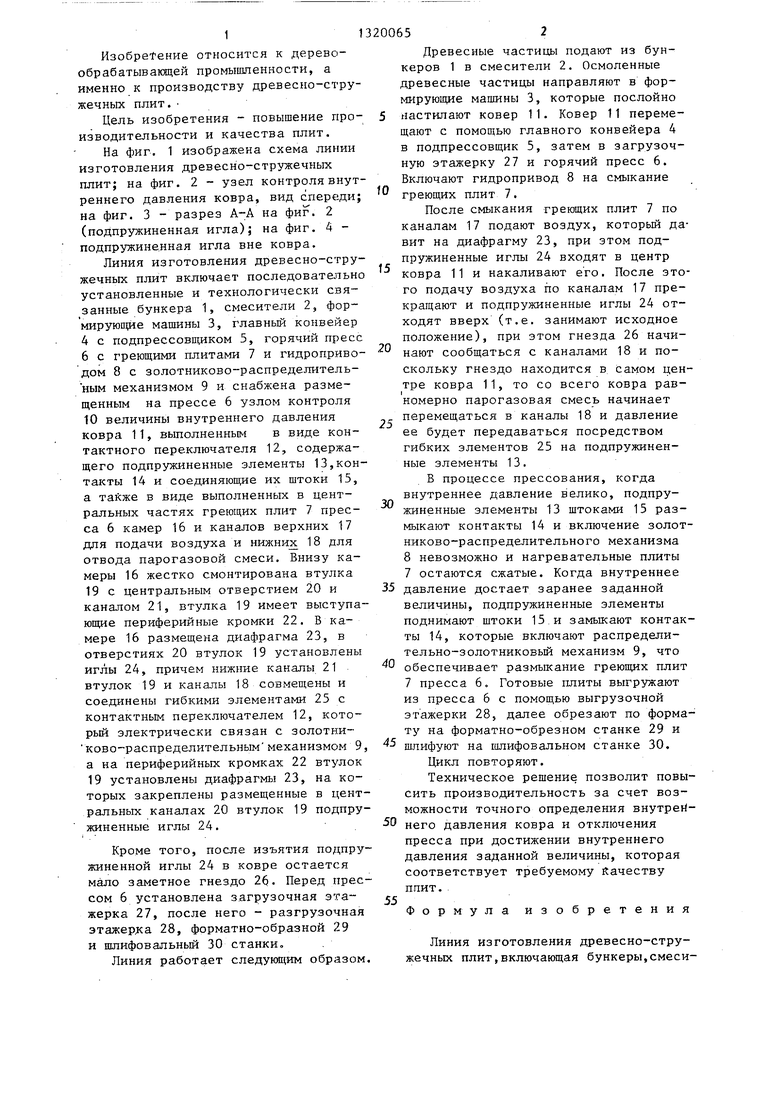
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794017A3 |
| Система автоматического контроля температурного режима прессующих греющих плит | 1990 |
|
SU1776560A1 |
| Линия изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1333580A1 |
| Способ изготовления древесностружечных плит и линия для его осуществления | 1990 |
|
SU1794016A3 |
| Устройство для изготовления многопустотных древесно-стружечных плит | 1986 |
|
SU1371924A1 |
| Линия изготовления древесных плит с лицевыми слоями из шлифовальной пыли | 1985 |
|
SU1311939A1 |
| Пресс для изготовления древесных плит | 1986 |
|
SU1335469A1 |
| Линия для производства многослойных древесностружечных плит | 1976 |
|
SU648439A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Устройство для изготовления древесных плит | 1984 |
|
SU1303411A1 |
Изобретение относится к дерево- обр абатьшающей промьшшенности. Цель изобретения - повьш1ение производи тельности и качества плит. Линия изготовления древесно-стружечных плит выполнена с узлом контроля величины внутреннего давления ковра в риде выполненной в плите пресса камеры 16, опертой на втулку 19, в камере 16 размещена диафрагма 23, а во втулке 19 - подпружиненная игла 24,размещенная с возможностью вертикального перемещения по высоте камеры 16. После смыкания греющих плит 7 по каналам 17 подают воздух, которьй давит на диафрагму 23, при этом подпружиненные иглы 24 входят в центр стружечного ковра и накальшают его. После этого подачу воздуха по каналам прекращают и подпружиненные иглы отходят вверх, а гнезда начинают сообщаться с каналами 18, парогазовая смесь начинает перемещаться в каналы 18 и давление ее будет передаваться посредством гибких элементов на контактные переключатели, которые соединены с приводом пресса. 4 ил. о С/)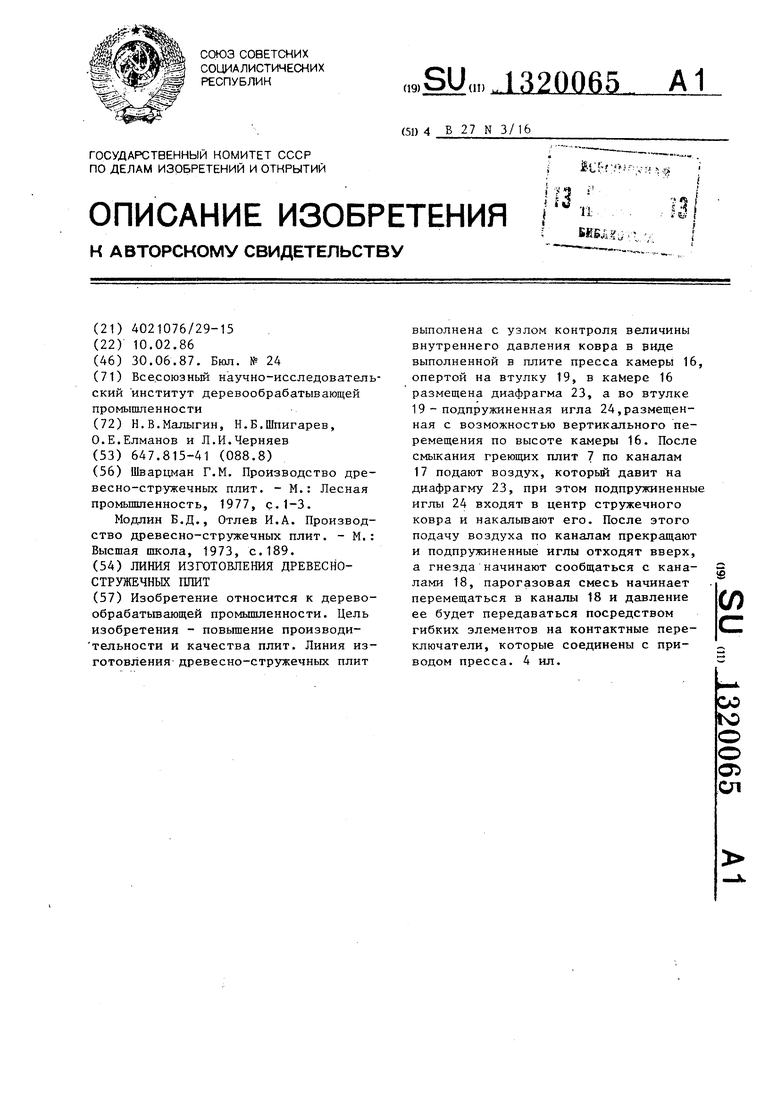
(риг.1
фуг.З
ф4/г. Ч
Составитель Н.Дроздова Редактор М.Товтин Техред М.Моргентал Корректор Л.Патай
,« .™--.---.™.-в,™ -,„ «в.«в «„,„...., - и- - -1 III «.. --.. w
Заказ 2563/14Тираж 462Подписное
ВНИИОД Государственного KOMi ireTa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| Шварцман Г.М | |||
| Производство дре- весно-стружечных плит | |||
| - М.: Лесная промышленность, 1977, с-1-3 | |||
| Модлин Б.Д., Отлез И.А | |||
| Производство древесно-стружечных плит | |||
| - М.: Высшая школа, 1973, с.189. |
