ных плит с баллоном 7 или с вакуумнасосом. Привод 9 вьшолнен реверсивным, т.е. акцептор подают то через верхнюю полость пакета 5, то через его нижнюю полость. Акцептор распределяется по системе каналов внутри опорной пластины 11 и поступает через отверстия 12 в пакет. После обработки пакета 5 акцептором плиты 2 и 3 пресса размыкают. 3 ил.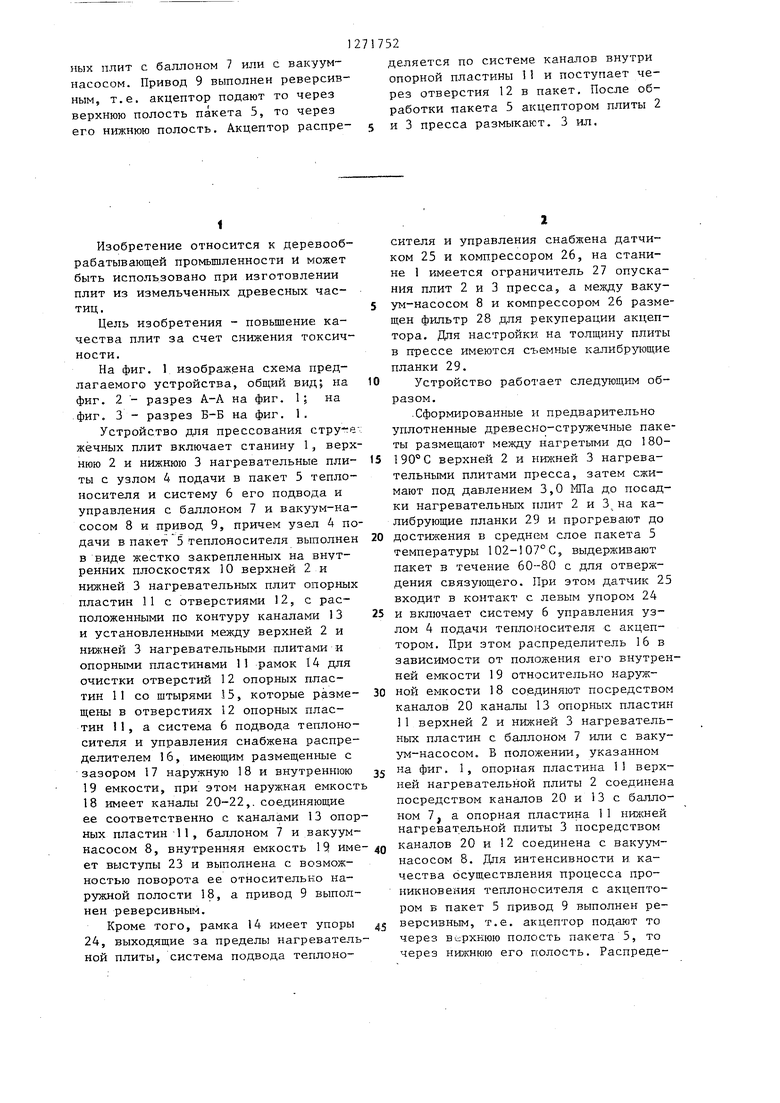
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОТОКСИЧНЫХ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1990 |
|
RU2026177C1 |
| Экструзионный пресс для изготовления многопустотных древесно-стружечных плит | 1985 |
|
SU1311940A1 |
| Способ изготовления стружечных плит | 1979 |
|
SU927106A3 |
| Пресс проходного действия для изготовления древесностружечных плит | 1979 |
|
SU791554A1 |
| Нагревательная плита пресса | 1980 |
|
SU935308A1 |
| Устройство управления температурным режимом обогреваемого пресса | 1986 |
|
SU1521600A1 |
| МОДИФИКАТОР СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ, СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ | 2019 |
|
RU2720306C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭКСТРУЗИОННЫХ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ | 2010 |
|
RU2422268C1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Пресс для изготовления древесностружечных плит | 1988 |
|
SU1544569A1 |
Изобретение относится к деревообрабатывающей промьшленности и позволяет повысить качество древесностружечных плит за счет снижения токсичности. Сформированные и предварительно установленные древесностружечные пакеты размещают между верхней 2 и нижней 3 нагревательными плитами пресса. Распределитель 16 в зависимости от положения его внутренней емкости 19 относительно наружной емкости 18 соединяет посредством каналов 20 каналы 13 опорных пластин 11 верхней 2 и нижней 3 нагреватель(Л С ьо -vj сд ьо
1
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении плит из измельченных древесных частиц.
Цель изобретения - повьшение качества плит за счет снижения токсичности.
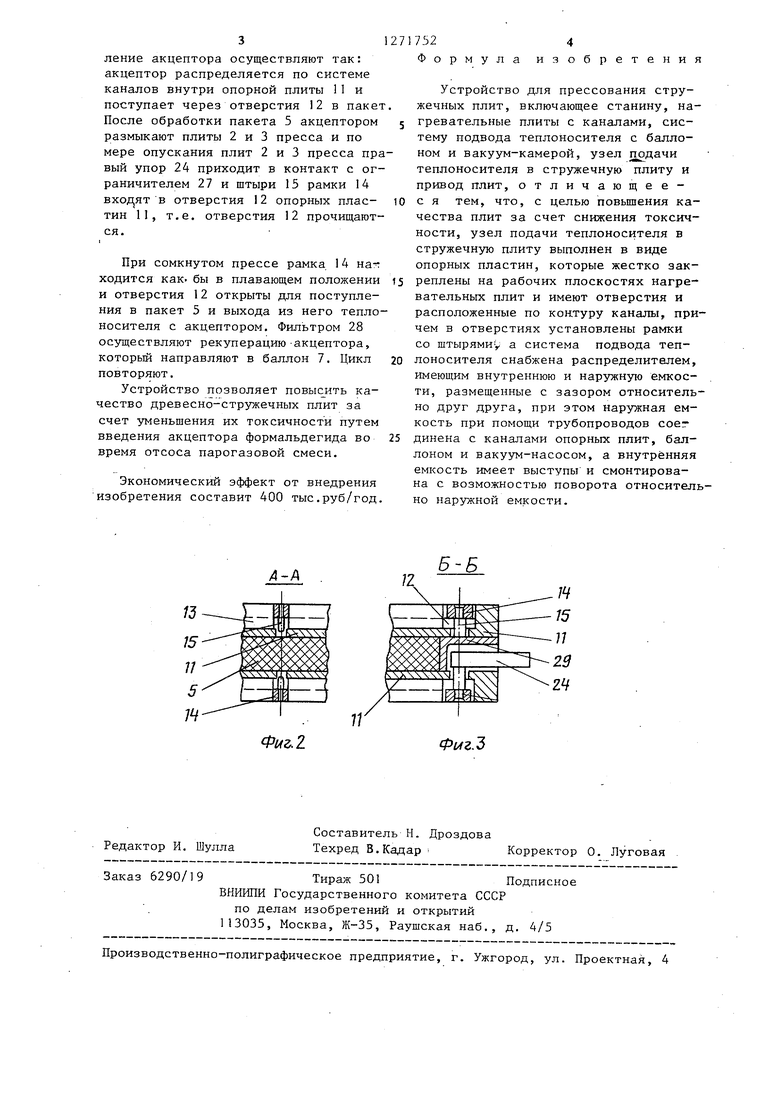
На фиг. 1 изображена схема предлагаемого устройства, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на фиг. 1.
Устройство для прессования струге жечных плит включает станину 1., верхнюю 2 и нижнюю 3 нагревательные плиты с узлом 4 подачи в пакет 5 теплоносителя и систему 6 его подвода и управления с баллоном 7 и вакуум-насосом 8 и привод 9, причем узел 4 подачи в пакет 5 теплоносителя выполнен в виде жестко закрепленных на внутренних плоскостях 10 верхней 2 и нижней 3 нагревательных плит опорных пластин 11 с отверстиями 12, с расположенными по контуру каналами 13 и установленными между верхней 2 и нижней 3 нагревательными плитами и опорными пластинами П рамок 14 для очистки отверстий 12 опорных пластин 11 со штырями 15, которые размещены в отверстиях 12 опорных пластин 11, а система 6 подвода теплоносителя и управления снабжена распределителем 1 б, имеющим размещенные с зазором 17 наружную 18 и внутреннюю 19 емкости, при этом наружная емкост 18 имеет каналы 20-22,. соединяющие ее соответственно с каналами 13 опорных пластин -11, баллоном 7 и вакуумнасосом 8, внутренняя емкость 19 име ет выступы 23 и выполнена с возможностью поворота ее относительно наружной полости 18, а привод 9 выполнен реверсивным.
Кроме Того, рамка 14 имеет упоры 24, выходящие за пределы нагревательной плиты, система подвода теплоносителя и управления снабжена датчиком 25 и компрессором 26, на станине 1 имеется ограничитель 27 опускания плит 2 и 3 пресса, а между вакуум-насосом 8 и компрессором 26 размещен фильтр 28 для рекуперации акцептора. Для настройки на толщину плиты в прессе имеются съемные калибрующие планки 29.
Устройство работает следующим образом.
Сформированные и предварительно уплотненные древесно-стружечные пакеты размещают между нагретыми до 180190°С верхней 2 и нижней 3 нагревательными плитами пресса, затем сжимают под давлением 3,0 МПа до посадки нагревательных плит 2 и 3 на калибрующие планки 29 и прогревают до достижения в среднем слое пакета 5 температуры 102-107°С, выдерлшвают пакет в течение 60-80 с для отверждения связующего. При этом датчик 25 входит в контакт с левым упором 24 и включает систему 6 управления узлом 4 подачи теплоносителя с акцептором. При этом распределитель 16 в зависимости от положения eio внутренней емкости 19 относительно наружной емкости 18 соединяют посредством каналов 20 каналы 13 опорных пластин 11 верхней 2 и нижней 3 нагревательных пластин с баллоном 7 или с вакуум-насосом. В положении, указанном на фиг. 1, опорная пластина П верхней нагревательной плиты 2 соединена посредством каналов 20 и 13 с баллоном 7, а опорная пластина 11 ннншей нагревательной плиты 3 посредством каналов 20 и 12 соединена с вакуумнасосом 8. Для интенсивности и. качества 6существлек.ия процесса проникновения теплоносителя с акцептором в пакет 5 привод 9 выполнен реверсивным, т.е. акцептор подают то через верхнюю полость пакета 5, то через нижнюю его полость. Распреде3
ление акцептора осуществляют так: акцептор распределяется по системе каналов внутри опорной плиты 11 и поступает через отверстия 12 в пакет После обработки пакета 5 акцептором размыкают плиты 2 и 3 пресса и по мере опускания плит 2 и 3 пресса правый упор 24 приходит в контакт с ограничителем 27 и штыри 15 рамки 14 в отверстия 12 опорных пластин 11, т.е. отверстия 12 прочищаются.
I
При сомкнутом прессе рамка 14 находится как. бы в плавающем положении и отверстия 12 открыты для поступления в пакет 5 и выхода из него теплоносителя с акцептором. Фильтром 28 осуществляют рекуперацию -акцептора, который направляют в баллон 7. Цикл повторяют.
Устройство позволяет повысить качество древесно-стружечных плит за счет уменьшения их токсичности путем введения акцептора формальдегида во время отсоса парогазовой смеси.
Экономический эффект от внедрения изобретения составит 400 тыс.руб/год
/1-Л
Фм&.2.
1752 Формула
изобретения
Устройство для прессования стружечных плит, включающее станину, нагревательные плиты с каналами, систему подвода теплоносителя с баллоном и вакуум-камерой, узел подачи теплоносителя в стружечную плиту и привод плит, отличающеес я тем, что, с целью повьш1ения качества плит за счет снижения токсичности, узел подачи теплоносителя в стружечную плиту выполнен в виде опорных пластин, которые жестко закреплены на рабочих плоскостях нагревательных плит и имеют отверстия и расположенные по контуру каналы, причем в отверстиях установлены рамки со штырямИ,. а система подвода теплоносителя снабжена распределителем, имеющим внутреннюю и наружную емкости, размещенные с зазором относительно друг друга, при этом наружная емкость при помощи трубопроводов соег динена с каналами опорных плит, баллоном и вакуум-насосом, а внутренняя емкость имеет выступы и смонтирована с возможностью поворота относително наружной емкости.
Фиг.д
| Прессовая установка для производства древесно-волокнистых плит | 1982 |
|
SU1105535A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Денисов С.Г | |||
| Исследование прочности склеивания древесных частиц в процессе прессования древесно-стружечных плит | |||
| Автореферат, Красноярск, 1975, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
