Изобретение относится к гпггоматизании контроля и сортировки изделий на |-руг1:ты в зависимости от значения конгро шруемого параметра, нанример разме к:, качества чо- верх ногти и т.д.
Цель изобретения -- новьиненис надежности работ1 1 устройства путем ycT)ahciiiiH рассогласования .меж.чу моментом времени прихода браковаиносо и:- ,делия в точкх стзема и момеито.м времени срабатывания на него исполнительного меха1-;изма.
На фиг. 1 изображена фуь кциональная схема устройства; на фиг. 2 - соункниона.чь- ная схе.ма б. юка задержки; на фиг. 3 кинематическая схема ко1ггрольно-сорти)овочм1)- го устройства; на фиг. 4 -- временная дна- грамма работы устройства.
Контрольно-сортировочное устройство содержит из.мерительный датчик 1, тактовый датчик 2, носледовате;1ьио еоединенные усилитель 3 и исполнительный блок (меха- низ.м) 4, регистр 5 сдвига. Д-тригч ер 6 и блок 7 задержки, причем информационный вхо.. 1 D-триггера 6 подключен к выхо. соо вет- ствуюн1его разря;1а регистра 5 сдв( а, вход синхронизации соединен с выходом блока 7 задержки, вход которого соединен с выходом тактово1-о датчика 2, а выход D-тригч-ера (i соединен с входом усилителя 3, информационный вход регистра 5 сдвига соединен с выходом измерите.льного датчика 1, а вход синхроцизации --- с выхо.том тактового датчика 2.
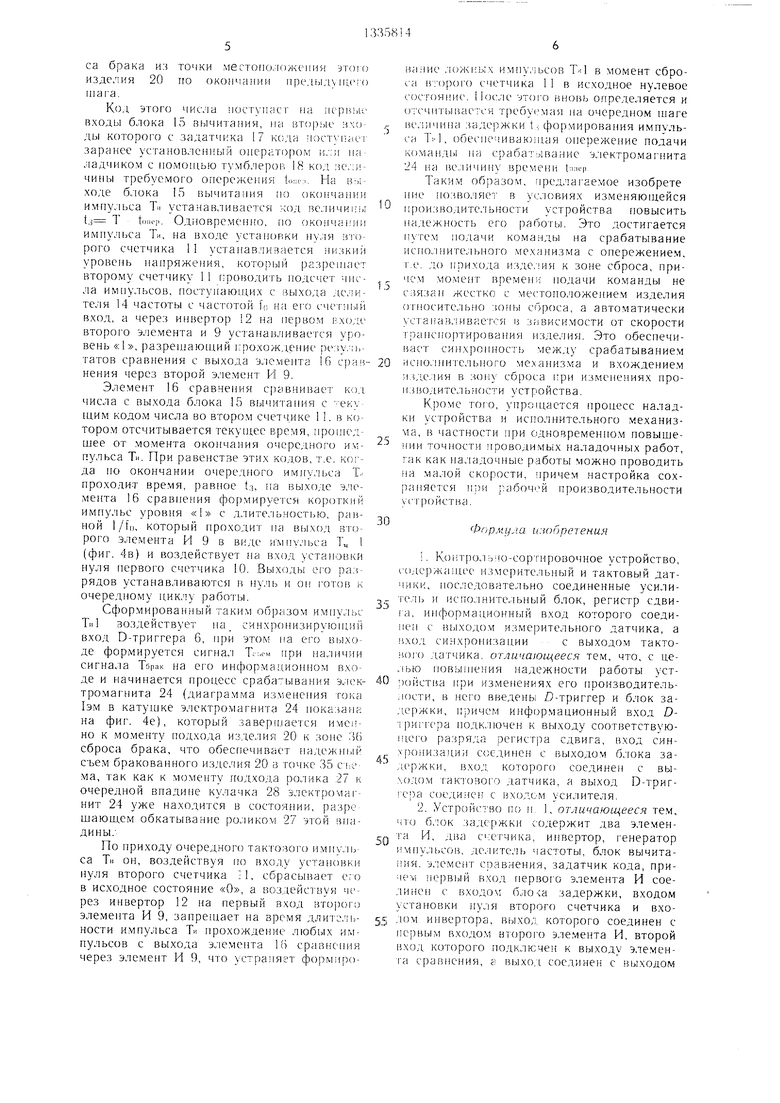
Блок 7 задержки (фиг. 2) содержит два элемента И 8 и 9, два сче чика 10 и 1 I, инвертор 12, гене)атор 13 имчульсо, делитель 14 частоты, блок 15 вы игган ;;. элемент 16 сравнения, задатчик 7 Ko.ia, чри- че.м первый вход нервог о э, И 8 соединен с входом блока 7 задержки, с 1}Х()д(.1м установки ну;1Я второго счетчика 1 1 ;и нхсдол; инвертора 12, выход которся О соедннеч с HCJJ- вым входом второго эле.ме1-:та И ., второй вход KOTOpoi o нодк. почсн к ыходу лемеп1а 16 сравнения, а выход соедиг. сп с lihix-;;- дом блока 7 задержки и с входом установки нуля первого счетчика И), счетный вход которого еоединен с выходом riepisoro .лемеч- та И 8, второй вход ()б 1,е. 1И1кч1 i выходом генерат(3)а 13 импульсов и 1-;ходом делителя 14 чаетоты, выходом ;и)дк;|10чен||о- го к с:четному входу второго счел чнка П. выходы разрядов которого соедннень: с с(.к:ч- ветств чоп1ими первыми нход;1Л И элемента 16 сравнения, вто)ыми входами подк/цочс :- ного к выходам соответствую ц;их разрядог; блока 15 вычитания, входами подключенного к выхода.м соответсп BVK) pa;i- рядов первого счегчика 10, а BropijiMn ихо
дами к выхода.м соответств чопи:х la:;рядов .задатчика 17 кода, ;ьп1о.лн(Ч1; oi o па тумблерах 18.
На кинематической схе.ме ус ройстна (фиг. 3) показань; .механизм 19 ю.лачи из делий 20, контрольньц рото;) 2, ;и)на 22 ксчл
5
0
5
0
0
0
5
ро.ля. транспортный xrrof) 23, электромагнит 24. подвижный якорь 25 которого соединен е рь(чагом 26, ча одном конце которого установ.лен )о,1ик 27 имеюншй возможность обкалчлвать диеко;вый ку,лачок 28, установ- .leiiHbm на трапспор7 ; 1ом роторе 23 сооено с пим. Другом конец рычага 26 закреплен на одной оси 29 с сортировочной заслонкой 30, пон;)ужиненной пружиной 31. На валу 32 контро;1ьного ротора 21 сооено с ним жестко закреплен диск 33 с равномерно распо- ,ложенпыми по окружности флажками 34, которые воздействии на тактовый датчик 2 формируют на его выходе тактовый импульс Т«. Точка 35 - точка съема бракованных изделий 20, зона 36 - зона-сброса брака
Устройство работ.ет следующи.м образом.
При включении оптрольно-сортировоч- н(К о устройства контролируемые изделия 20 поочередно из механизма 19 подачи но- стучают в коптро. )1Й ротор 21, транспор- гируются через 3() 22 контроля, где происходит конл-ро,. Нз их параметров измери- тс,льным датчиком 1.
Далее изделия 20 пересаживаются в .-ранснортпый ротор 23, транснортируются через зону 36 сброса брака, где в точке 35 съема бракованные изделия 20 снимаются, а годные транспортируются далее, например, к бункеру сброса годных (не показан), Положение диска 33 с флажка.ми 34 на валу 32 контрольного poTOfja 21 и тактового датчика 2 относительно ф,лажков 34 устанав- .ливается так, --гго в момент формирования такл-овым датчпко.м 2 тактового имнульса Ти от р.оздействи;- на негг) флажка 34 в зоне 22 хонл ро.ля находитея очередгое контролируемое изделие 20. а ролик 27 рычага 26 нахо- дил ся на одном из г ыступов ку,лачка 28. 5 качестве тактового датчика 2 может быть ич1с.)Л):и)ван. |априме х преобразователь иц- дуктивнЧ)1Й П1.елевой ПИЩ 6- -1. При наличии еигпа,ла iД)гак, юступаюшег о с измери- тс.лыии о ;1,.ал чика 1 ур-овпем логичеекой «1 ((1)иг. 4а) на иliipopMанионный вход региетра 5 сд1)ига (фиг. ), ;ч послл плении с тактового дал |П1ка 2 на си1 хрони:5ируюц.1ий вход региет- la 5 сдвига такл (;вого и.мпульса Ти сиг- н,н.. 1 U;;:.;ih :iВпчсывастся в первый разряд ;)е1л.1стра 5 сдвига. При каждом ювороте т )анспоргп(го ют(ра 23 и контрольного р-отора 21 .ча один тактовый датчик 2 ;|)орми)ует очередной .-актов1 1Й имнулье Ти, ..Ч 1:а,л 1,п;,.. пе ;еписы15ается в последующие ;)..лы )егпсг1)а 5 .
акчм , одповреме1 но с переме- П1лЛ1исм издс.лин 20 из зоны 22 к 30i-ie 36 сброса б;)ака ii регистре 5 сдвига перемец;аетея ||1(р(фмации об л ом и: делии 20. Необходимое ко.личество разрядов регистра 5 сдвига сл а11 ан.ливается и.ч ус.ловия, что и 1формация и чем задержизаел ся i-:a чис.ло шагов, рав- г ое I, |-де . чис.ло игагов от зоны 22 ко:-ггро, ;я до нача.ла 3() сб|К)са б|)ака. В
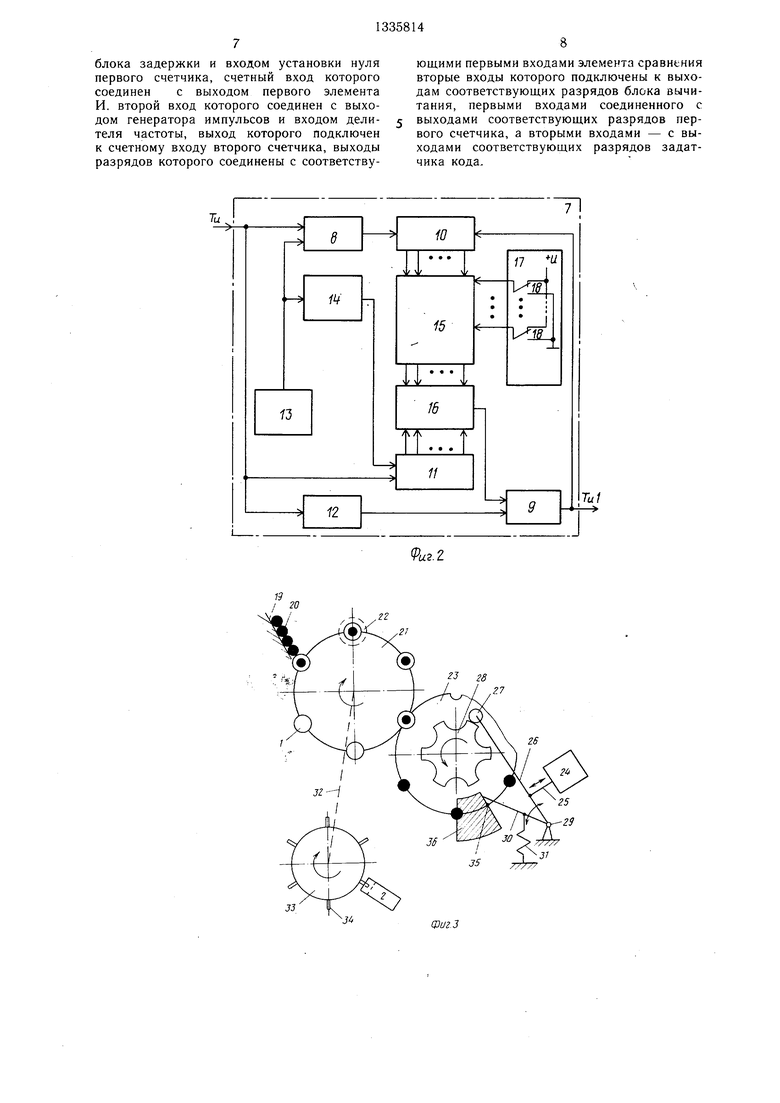
данном устройстве N 4. Таким образом, при перемещении бракованного изделия 20 от зоны 22 контроля к зоне 36 сброса брака на три шага на выходе регистра 5 сдвига, после воздействия на его вход синхронизации соответствующего по счету импульса Ти (фиг. 46), устанавливается сигнал Тбрак (фиг. 4г), который поступает на информационный вход D-триггера 6. Одновременно, по этому же счету импульса Ти блок 7 задорж- ки формирует через заданное время задержки 1з импульс Ти 1 (фиг. 4в), который воздействует на вход синхронизации D-триггера 6 и записывает в него сигнал Тбрак. На выходе D-триггера устанавливается сигнал Тсъем (фиг. 4д), который через усилитель 3 воздействует на электромагнит 24 исполнительного механизма 4 и отключает его.
При этом под действием пружины 31 ролик 27 рычага 26 прижимается к кулачку 28 и обкатывает его. В момент вхождения ролика 27 во впадину кулачка 28, что происходит всегда синхронно с подходом бракованного изделия 20 к точке 35 съема, рычаг 26 и сортировочная заслонка 30 поворачиваются относительно оси 29, на которой они закреплены, на заданный угол и сортировочная заслонка 30 выбивает бракованное изделие 20 с транспортного ротора 23.
Тяговое усилие электромагнита 24 рассчитано только на удержание подпружиненного пружиной 31 якоря 25 во втянутом состоянии. После отключения электромагнита 24 якорь
25возвращается в исходное втянутое положение только при выходе ролика 27 на выступ кулачка 28. Если в зону 36 сброса брака входит годное изделие 20, то на выходе регистра 5 сдвига сигнал Тбрак отсутствует, и на выходе D- триггера 6 сигнал Тсъе по приходе импульса Ти 1 не формируется. Электромагнит 24 исполнительного механизма 4 включен, его якорь 25 притягивает рычаг
26и ролик 27 не обкатывает очередную впадину кулачка 28 и, соответственно, сортировочная заслонка 30 не воздействует на изделие 20, находящееся в точке 35 съема и оно беспрепятственно транспортируется дальще и снимается в годную продукцию.
Особенностью работы устройства является то, что команда на срабатывание электромагнита 24 исполнительного механизма 4 формируется на выходе D-триггера 6 в виде сигнала Тсъем с опережением, до прихода изделия 20 к зоне 36 сброса брака. Это опережение устанавливается исходя из того, чтобы к моменту времени подхода изделия 20 к зоне 36 сброса брака, характеризующемуся заходом ролика 27 на очередной выступ кулачка 28, заверщились все переходные процессы, связанные со срабатыванием электромагнита 24, что и позволяет надежно снимать бракованные изделия 20 именно в заданной точке 35 съема и обеспечивать надежное прохождение годных изделий 20 через зону 36 сброса брака.
По приходу каждого очередного тактового импульса Ти на вход блока 7 задержки на его выходе формируется импульс Ти 1 с задержкой относительно Ти. Величина времени задрежки ts (фиг. 4в) определяется следующим образом:
1з Т tonep,(1)
где Т - ывремя перемещения изделия 20 в 0устройство на один шаг;
tonep-время наперед заданного опережения подачи команды на исполнительный механизм 4. Величина tonep определяется следующим г образом:
tonep (t,-f t,p)- Ьзд.(2)
где с - время передачи сигнала от измерительного датчика 1 до исполнительного механизма 4 (фиг. 1); tcp - время срабатывания электромаг- 0нита 24 исполнительного механизма 4;
1изд - время транспортирования изделия 20 от зоны 22 контроля до начала зоны 36 сброса брака.
C Учитывая, что передача сигнала от измерительного датчика 1 до исполнительного механизма 4 осуществляется синхронно с перемещением изделия 20 по тактовым импульсам и то, 4,0 электронные каналы передачи сигнала имеют малую задержку, по- 0 рядка десятков наносекунд, можно принять
tc 1изд И тогда из (2) получим tonep tcp. Т.е.
для высокой надежности работы каждого конкретного устройства необходимо при всех режимах работы обеспечивать время опережения tonep (фиг. 4в) подачи команды на сра5 батывание исполнительного механизма 4, равное tcp..
Достигается это следующим образом. По приходу каждого очередного тактового им- . пульса Ти на вход блока 7 задержки первым элементом И 8 (фиг. 2) осуществля0 ется заполнение тактового импульса Ти импульсами, следующими с частотой K fo от генератора 13 импульсов, где К - безразмерный коэффициент, равный величине Т/ти, не изменяющийся при изменении производительности устройства; Ь - эталонная частота, используемая для измерения длительности импульсов в реальном масштабе времени; тн - длительность тактового импульса Ти; Т - время транспортирования изделия 20 устройством на один шаг.
Q Количество импульсов, следующих с частотой К fo, прошедщих на выход первого элемента И 8, подсчитывается пе:рвым счетчиком 10. Таким образом, по окончании импульса Ти на выходных разрядах первого счетчика 10 устанавливается код числа,
5 пропорционального величине Т, характеризующей для конкретной текущей производительности устройства расчетное время подхода очередного изделия 20 к зоне 36 сбро5
са брака из точки местоположения это1( изделия 20 по окончании ире.1ыл пито И1ага.
Код этог о числа поступает па iicpiu.Le входы блока 15 вычитапия, па ггорые MXCJ- ды которого с задатчика 17 кода iiocTNnJiiCr заранее установленный онератором и, :и на ладчиком с iiOMonibio тумблеро :; 18 код iU /: - чины требуемого опережения tone:.. На ходе блока 15 вычитания по oKoiinain-ii импул1)Са Ти устанавливается код велпчи;;, t,j Т toiK i.. Од(гавре.меп1{о. по око.нчапии импул1 еа Ти, на входе установки пу;1Я нто- рого счетчика 11 устанавдидается -(изкий уровень напряжения, которьп разреп|ает второму счетчику 11 проводить подечет числа импульсов, постуиаюп1их с выхода де. теля 14 частоты с частотой fo на его счстп :.1Й вход, а через инвертор 12 па первом РХОДС второго элемента и 9 устанавливается уровень «1, разреп ающий г:рохождение Н зул;-,- татов сравнения с выхода элемента 16 с)а«- нения через второй элемент И 9.
Элемент 16 сравнения с)авнивает код числа с выхода блока 15 вычитапия с --eKv щим кодом числа во втором счетчике 11, в котором отсчитывается текущее в.ремя, прошедшее от момента окончания очередпого пульса Ти. При равенстве этих кодов, т.е. когда но окончании очере.чного Hrviii u ca Т-- проходит вре.мя, равное (з, fia выходе э.чо- мента 16 сравнения формируется ко)отк.ий импульс уровня «1 с длительностью, ранной l/f(j, который прохо.лит па второго элемента И 9 в виде HNinvjibca Т„ 1 (фиг, 4в) и воздействует па вход установки нуля первого счетчика 10. Выходы его разрядов устанавливаются в пул1 и оп roToii к очередному циклу работы.
Сформированный таким образом импу;1ьс Till воздействует па синхропизируюп1ий вход D-триггера б, при этом па ei o BbJxo- де формируется сигна-т Ъ-.еы при па;1пчии сигнала Тзрак на его ип({)ормационпом входе и начинается процесс сраба ывания электромагнита 24 (диаграмма из.меиения тока 1эм в катушке электромагнита 24 ноказап;-; на фиг. 4е), который завер(.1ается именно к .мо.менту подхода из.телия 20 к зоне , 5() сброса брака, что обесг ечивает падежн1.1Й съем бракованного изделия 20 в точке 35 ci:e- ма, так как к моменту подхода ролика 27 к очередной впадине кулачка 28 электромагнит 24 уже находится в состоянии, разре шающем обкать вание роликом 27 этой зпаДИПЫ.
По приходу очередного тактового имну. са Тн оп, воздействуя по вхол.у устаь овки пуля второго счетчика II, сбрасьп ает егч) в исходное состояние «О, а воздействуя через инвертор 12 на первый вход второг;) элемента И 9, запрец.1ает на время длитг.чь- ности импульса Ти прохождение любых импульсов с выхода э;1емента 1о сравнс-ппя через элемент И 9, что устраняет cjiopNuipo
5
0
вапис ложных импульсов в момент сброса ii : o)oro счетчика 1 1 в исходное нулевое с(). lloc;ie этсл О вновь определяется и отсч1Г1 П ается требу(шая на очередном таге величина задержки t.; формирования импульса Т:-1, обеспечивающая опережение подачи команды на срабат: 1вапие э.тектромагнита 24 на величину времени I Mf
Таким )азом, предлагаемое изобрете пие по: дюляет в у(. 1(жиях изменяю1цейся производительности устройства повысить падежноеть его рабо гы. Это достигается путем подачи команды па срабатывание нсг1о;1 1ительпого механизма с опережением, г.е. до 11рихо.да изделия к зоне сброса, причем мо.мепт г ременч подачи команды не связан жестко с местоположением изделия о-1Т1оситс;1ьпо зоны сброса, а автоматически уста11ав, ивае 1 ся в зависи.мости от скорости трапсиортирова1 ия изделия. Это обеспечи- iacT CHuxpoiniocTb между срабатыванием .испо;1пительиого механизма и вхождение.м из/амия в зопу сброса при изменениях производитель /юсти устройства.
Кроме , упрощается процесс наладки устройства и исполпительного механизма, в частности при одновременном повыше- 1П-1И точности проводи.мых наладочных работ, гак как наладочные работы можно проводить па малой скорости, причем настройка сох- |Папяется п;)и --абочей производителы-юсти ус 1 ройства.
Фпрму ю и: о6регения
5
1.Ко}п )олько-сортировочное устройство, содержащее -:змерительпый и тактовый датчики:, последовательно соединенные усили тель II испо.лнительпый блок, регистр сдвига, ипформационный вход которого соеди- пеп с выходом измерительного датчика, а ,ход симхропизациис выходом тактоюго .татчика. отличающееся тем, что, с це- ,ью повьппения надежности работы ует0 юйства при изменениях его производитель- , в nei o введень .С-триггер и блок задержки, причем (;рмационный вход D- ри1л сра подключен к выходу соответствую- ier j разряда регистра сдвига, вход син- )Низации соединен с выходом б.тока за- лд ржки, вход, которого соединен с выходом тактового датчика, а выход D-триг- тра cixvwiien с входом усилителя.
2.Устройс -во по и 1, отличающееся те.м, что б, ;ок задержки содержит два элеменд та И, два с Д тчика, инвертор, генератор импульсов, делитель частоты, блок вычита- пля. элемепт сравнепия, задатчик кода, причем первый вход первого элемента И сое- дипе1 с входом задержки, входом установки пуля второго счетчика и вхо5 лом инвертора, выход которого соединен с первым входо.м второго эле.мента И, второй вход которого подключен к выходу э,1емен- та сравнения, а выход соединен с выходом
блока задержки и входом установки нуля первого счетчика, счетный вход которого соединен с выходом первого элемента И. второй вход которого соединен с выходом генератора импульсов и входом делителя частоты, выход которого подключен к счетному входу второго счетчика, выходы разрядов которого соединены с соответствующими первыми входами элемента сравнения вторые входы которого подключены к выходам соответствующих разрядов блока вычитания, первыми входами соединенного с выходами соответствующих разрядов первого счетчика, а вторыми входами - с выходами соответствующих разрядов задат- чика кода.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольно-сортировочное устройство | 1981 |
|
SU953461A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Автоматическое устройство для сортировки мерных изделий | 1976 |
|
SU603509A1 |
| Устройство для сортировки | 1989 |
|
SU1633428A1 |
| Устройство для сортировки деталей | 1981 |
|
SU1007759A1 |
| Устройство для сортировки | 1989 |
|
SU1661756A1 |
| Автоматическое устройство для сортировки мерных изделий | 1977 |
|
SU710668A1 |
| Контрольно-сортировочное устройство | 1983 |
|
SU1155311A1 |
| Устройство для сортировки деталей на группы | 1987 |
|
SU1418758A1 |
| Устройство для сортировки деталей на группы | 1987 |
|
SU1469507A1 |
Изобретение позволяет повысить надежность работы устройства контроля. Устройство содержит измерительный датчик 1, тактовый датчик 2, усилитель 3, исполнительный механизм 4 и регистр 5 сдвига. Особенностью устройства является то, что команда на срабатывание исполнительного механизма 4 формируется на выходе D-тригге- ра 6 в виде сигнала съема с опережением. Это опережение устанавливается исходя из того, чтобы к моменту времени подхода изделия к зоне сброса брака завершились все переходные процессы. Это позволяет надежно снимать бракованные изделия именно в заданной точке съема и обеспечивает надежное прохождение годных изделий через зону сброса. В описании приведен пример выполнения блока 7 задержки. 1 з.п. ф-лы, 4 ил. 00 оо СП 00 4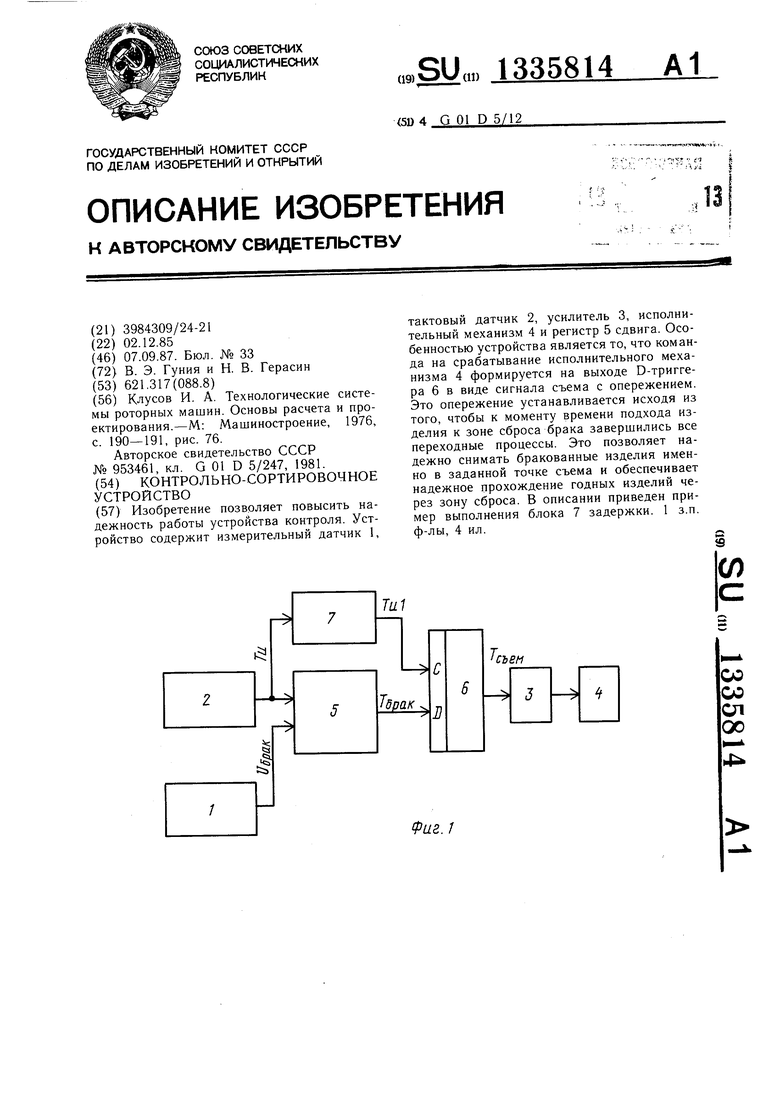
JJ
г
гз 28
Фиг.З
Т
, ionep
ь 3
L.
U.
1
i
1
U
П
III
J
U
J
J
Tr
съеп
3 1эм
e
(Составитель В. Быков
1ехред И. ВересКорректор В, Гирняк
Ти1);1ж 693Подписное
| Клусов И | |||
| А | |||
| Технологические системы роторных машин | |||
| Основы расчета и проектирования.-М: Машиностроение, 1976, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Контрольно-сортировочное устройство | 1981 |
|
SU953461A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
