Изобретение относится к устройствам для сортировки деталей и может быть использовано для сортировки по геометрическим размерам.
Известно устройство для сортировки .деталей, содержащее механизм подачи сортируемых деталей с измерительной позицией, датчик расположения детали, генератор импульсов и триггер lj .
Недостатком известного устройств является невысокая эффективность сортировки.
Цель изобретения - повышение эффективности сортировки.
Поставленная цель достигается тем, что устройство для сортировки деталей, содержащее механизм подачи сортируемых деталей с измерительной позицией, датчик расположения детали, генератор импульсов и триггер, имеет счетчик годных деталей с триггером, электронные ключи, элементы И, кольцевой регистр и исполнительные электромагниты с сердечниками, при этом выход генератора импульсов соединен с первым входом первого элемента И, второй вход которого подключен к первого выходу триггера регистрации годных деталей счетчика годных изделий, выход первого элемента И связан с входом кольцевого регистра, первый выход которого соединен с первым входом триггера, а второй вход подключен к входам первых электронных ключей и первому входу второго элемента И, соединенного- вторым входом с первым выходом триггера, второй выход которого подключен к входу второго электронного ключа, второй вход триггера через третий электронный ключ подключен к первому выводу датчика расположения детали, второй вывод которого соединен с третьим выходом кольцевого регистра, выход второго элемента И соединен через счетчик годных деталей с одним из входов триггера регистрации гвщных деталей второй выход которого подключен к . входу четвертого электронного ключа, причем выходы первых и второго электронных ключей соединены с входами соответствующих исполнительных электромагнитов, сердечники которых кинематически связаны с измерительной позицией.
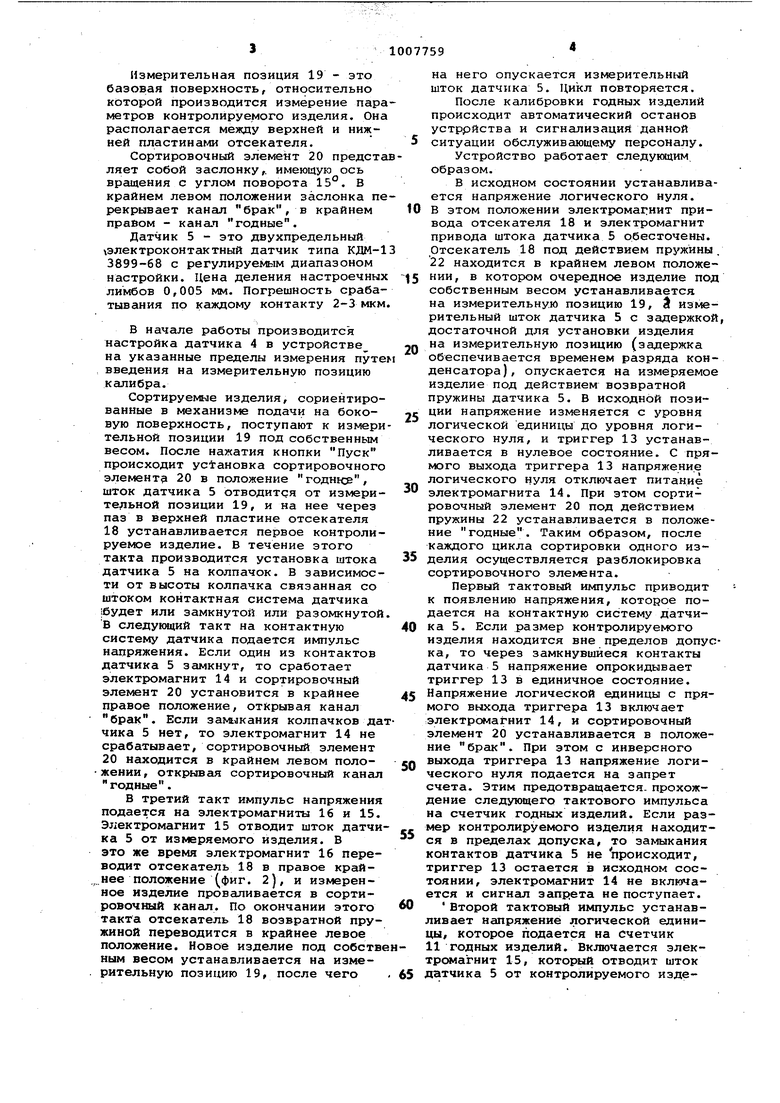
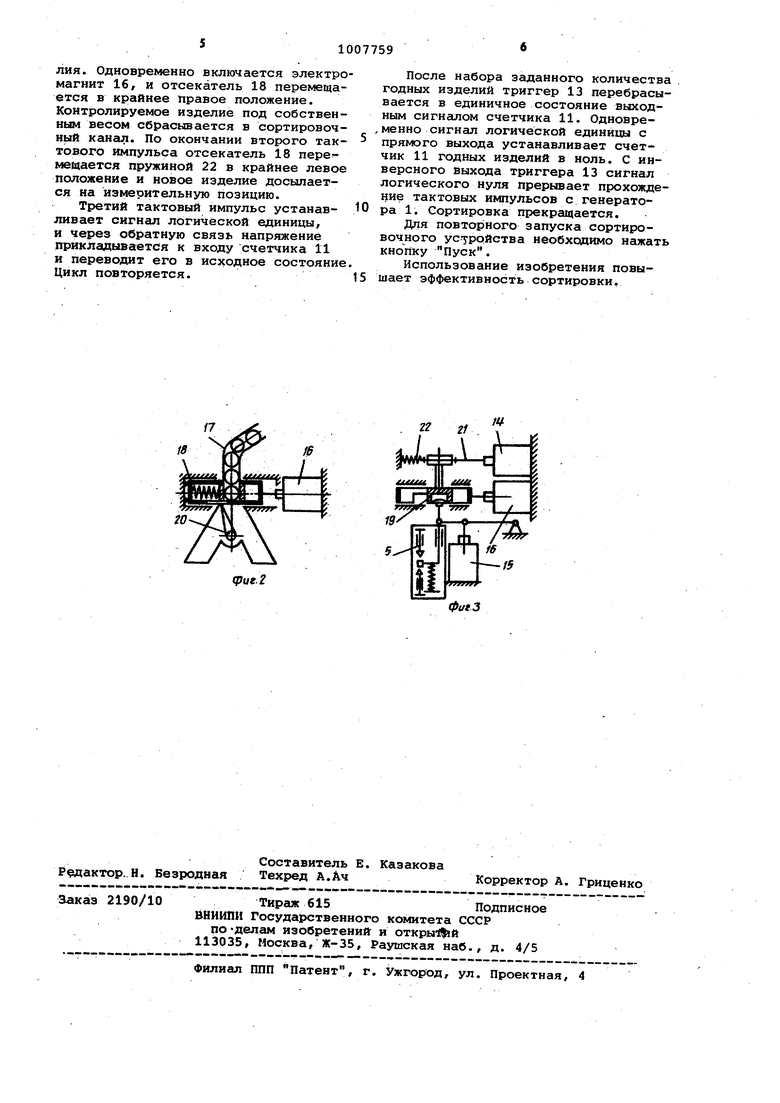
На фиг. 1 показана блок-схема устройства; на фиг. 2 - устройство, фронтальный вид; на фиг. 3 - то же, горизонтальный вид.
Устройство для сортировки детале содержит (Оиг. 1) генератор 1 импульсов, элементы И 2 и 3, кольцево регистр 4, датчик 5 расположения детгши, электронные ключи 6-10, счечик 11 годных изделий, триггер 12 ргистрации годных деталей, триггер 13 и исполнительные электромагниты 14-16 с сердечниками, а также механизм подачи сортируемых изделий 17, отсекатель 18, соединенные с электромагнитом 16, измерительную позицию 19, сортировочный элемент 20, ось вращения которого соединена гибкой тягой 21 с электромагнитом 14, электроконтактный датчик 5, измерительный шток которого перемещается электромагнитом 15, и пружину 22. При этом выход генератора 1 импульсов соединен с первьи входом первого элемента И, второй вход которого подключен к первому выходу триггера 12 регистрации годных деталей счетчика 11 годных изделий, выход элемета И 2 связан с входом кольцевого регистра 4, первый выход которого соединен с первым входом триггера 13, а второй вход подключен к входа электронных ключей 8 и 9 и первому входу элемента И 3, соединенного вторым входом с первым выходом триггера 13, второй выход которого подключен к входу электронного ключа 6 второй вход триггера 13 через электронный ключ 7 подсоединен к первом выводу датчика 5 расположения детали, второй вывод которого связан с третьим выходом кольцевого регистра 4, выход элемента И 3 соединен чере счетчик 11 годных деталей с одним из входов триггера 12 регистрации годных деталей, второй выход которого подключен к входу электронного ключа 10, причем выходы электронных ключей 6, 8 и 9 соединены с входами соответствующих исполнительных электромагнитов 14-16, сердечники которых .кинематически связаны с измерительной позицией 19.
С помощью предлагаемого устройства можно контролировать высоту, диаметр или одновременно оба этих napaNETpa у деталей, имеющих конфигурацию колпачка или 1чайбы. В случае контроля двух параметров указанных деталей измерение производится на одной измерительной позиции двумя датчиками. Циклограмма работы устройства не изменяется.
Отсекатель 18 представляет собой две параллельные пластины, расположенные на расстоянии, равном диаметру контролируемого изделия. Пластины снабжены пазами, смещенными друг относительно друга так, что в левом крайнем положении паз верхней пластины сообщает канал подачи изделий с измерительной позицией, а в правом крайнем положении в паз нижней пластины проваливается изделие, находящееся на измерительной позиции, попадая в сортировочный канал.
Измерительная позиция 19 - это базовая поверхность, относительно которой производится измерение параметров контролируемого изделия. Она располагается между верхней и нижней пластинаг-ш отсекателя.5
Сортировочный элемент 20 представляет собой заслонку,. имеющую ось вращения с углом поворота 15°. В крайнем левом положении заслонка перекрывает канал брак, в крайнем 10 правом - канал годные.
Датчик 5 - это двухпредельный хэлектроконтактный датчик типа КДМ-13 3899-68 с регулируемым диапазоном настройки. Цена деления настроечных -45 лимбов 0,005 мм. Погрешность срабатывания по каждому контакту 2-3 мкм.
В начале работы производится настройка датчика 4 в устройстве 20 на указанные пределы измерения путем введения на измерительную позицию калибра.
Сортируемые изделия, сориентированные в механизме подачи на боко- ч вую поверхность, поступают к измерительной позиции 19 под собственным весом. После нажатия кнопки Пуск происходит yctaHOBKa сортировочного элементу 20 в положение годнюв, .. шток датчика 5 отводится от измери- тельной позиции 19, и на нее через паз в верхней пластине отсекателя 18 устанавливается первое контролируемое изделие. В течение этого такта производится установка штока 35 датчика 5 на колпачок. В зависимости от высоты колпачка связанная со штоком контактная система датчика будет или замкнутой или разомкнутой. В следующий такт на контактную 40 систему датчика подается импульс напряжения. Если один из контактов датчика 5 замкнут, то сработает электромагнит 14 и сортировочный элемент 20 установится в крайнее 45 правое положение, открывая канал брак. Если замыкания колпачков датчика 5 нет, то электромагнит 14 не срабатывает, сортировочный элемент 20 находится в крайнем левом поло- ел ении, открывая сортировочный канал годные.
В третий такт импульс напряжения подается на электромагниты 16 и 15. Электромагнит 15 отводит шток датчи- ка 5 от измеряемого изделия. В это же время электромагнит 16 переводит отсекатель 18 в правое крайнее положение (фиг. 2, и измеренное изделие проваливается в сортировочный канал. По окончании этого 60 такта отсекатель 18 возвратной пруиной переводится в крайнее левое положение. Новое изделие под собственным весом устанавливается на измерительную позицию 19, после чего . 65
на него опускается измерительный шток датчика 5. Цикл повторяется.
После калибровки годных изделий происходит автоматический останов устррйства и сигнализация данной ситуации обслуживающему персоналу.
Устройство работает следукадим образом.
В исходном состоянии устанавливается напряжение логического нуля. В этом положении электромагнит привода отсекателя 18 и электромагнит привода штока датчика 5 обесточены. Отсекатель 18 под действием пружины 22 находится в крайнем левом положении, в котором очередное изделие по собственным весом устанавливается на измерительную позицию 19, и измерительный шток датчика 5 с задержко достаточной для установки изделия на измерительную позицию (задержка обеспечивается временем разряда конденсатора), опускается на измеряемо изделие под действием возвратной пружины датчика 5. В исходной позиции напряжение изменяется с уровня логической единицы до уровня логического нуля, и триггер 13 устанавливается в нулевое состояние. С прямого выхода триггера 13 напряжение логического нуля отключает питание электромагнита 14. При этом сортировочный элемент 20 под действием пружины 22 устанавливается в положение годные. Таким образом, после каждого цикла сортировки одного изделия осуществляется разблокировка сортировочного элемента.
Первый тактовый импульс приводит к появлению напряжения, которое подается на контактную систему датчика 5. Если размер контролируемого изделия находится вне пределов допука, то через замкнувшиеся контакты датчика 5 напряжение опрокидывает триггер 13 в единичное состояние. Напряжение логической единицы с прямого выхода триггера 13 включает электромагнит 14, и сортировочный элемент 20 устанавливается в положение брак. При этом с инверсного выхода триггера 13 напряжение логического нуля подается на запрет счета. Этим предотвращается, прохождение следующего тактового импульса на счетчик годных изделий. Если размер контролируемого изделия находится в пределах допуска, то замыкания контактов датчика 5 не происходит, триггер 13 остается в исходном состоянии, электромагнит 14 не включается и сигнал запрета не поступает. Второй тактовый импульс устанавливает напряжение логической единицы, которое подается на счетчик 11 годных изделий. Включается электромагнит 15, который отводит шток датчика 5 от контролируемого издеЛИЯ. Одновременно включается электромагнит 16, и отсекатель 18 перемещается в крайнее правое положение. Контролируемое изделие под собственным весом сбрасывается в сортировочный канал. По окончании второго тактового импульса отсекатель 18 перемещается пружиной 22 в крайнее левое положение и новое изделие досылается на измерительную позицию.
Третий тактовый импульс устанавливает сигнал логической единицы, и через обратную связь напряжение прикладывается к входу счетчика tl и переводит его в исходное состояние Цикл повторяется.
После набора заданного количества годных изделий триггер 13 перебрасывается в единичное состояние выходным сигналом счетчика 11. Одновре,менно сигнал логической единицы с прямого выхода устанавливает счетчик 11 годных изделий в ноль. С инверсного выхода триггера 13 сигнал логического нуля прерывает прохождение тактовых импульсов с генератора 1. Сортировка прекращается.
Для повторного запуска сортировочного устройства необходимо нажать кнопку Пуск.
Использование изобретения повышает эффективность сортировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольно-сортировочное устройство | 1985 |
|
SU1335814A1 |
| Устройство для сортировки деталей по линейным размерам | 1984 |
|
SU1194513A1 |
| Устройство для управления сортировкой изделий | 1987 |
|
SU1532095A1 |
| Устройство для сортировки плоских деталей | 1986 |
|
SU1407595A1 |
| Автоматическое устройство сортировки по весу | 1989 |
|
SU1830294A1 |
| Автомат для сортировки изделий | 1988 |
|
SU1600852A1 |
| Автомат для сортировки деталей | 1982 |
|
SU1123746A1 |
| Устройство для управления сортировкой деталей и узлов на группы | 1980 |
|
SU902865A1 |
| Устройство для контроля и сортировки деталей обуви по длине | 1982 |
|
SU1063374A1 |
| Устройство для сортировки | 1989 |
|
SU1661756A1 |
УСТРОЙСТВО ДЛЯ СОРТИРОВ1Ш ДЕТАЛЕЙ, содержащее кюханиэм подачи сортируемых деталей с изиерительной позицией, датчик расположения детали, геиератор импульсов и триггер, ,о т л ичаюцееся тем, что, с целью повышения эффективиости сортировки, ойо имеет счетчик годных деталей с триггером, электроннда кшчи, эле; менты И, кольцевой регистр-и испопвя|фельные электромагниплс сердечниками, при этом выход генератора импульсов с оединен с первым входом первого эле;мента И, второй вход которого подключен к первому выхода триггера регистрации 1ЧЗЯНЫХ деталей счетчика годных изделий, выход первого элемента И связан с входом кольцевого регистра, первый выход которого соединен с первым входом триггера, а второй вход подключен к входам пер вых электронных ключей и первому входу второго элемента }1, соединенного вторым входсял с первым выходом триггера, эорой выход которого подключен -к входу второго электронного ключа, второй вход триггера через третий электронН1зй ключ подключен к первому выводу датчика расположения детали, второй вывод которого соединен с третьим выходом кольцевого регистра, шход второго элемента И соединен через счетчик годных «деталей с одним из входов триггера регистрации годных , второй выход которого подключен к входу четвертого электронного ключа, причем выходы первых и второго электронИых ключей соединены с входами соответствующих исполнительных электромагнитов, сердечники которых кине матически связаны с измерительной позицией. сл 
17
№
18
qjueZ
22 21
fS
фа(3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для размерной сортировки деталей | 1977 |
|
SU624662A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
