Способы измерения длины движущейся детали по времени прохождения ею какого-либо бесконтактного датчика с электрическими схемами известны. Однако известные способы ненадежны (ввиду их инерционности) для измерения длины деталей, движущихся с большими скоростями (свыще 3 м/сек), как, например, ,в прокатном производстве.
С целью повыщения надежности измерения, предлагается для измерения длины движущейся детали над местом ее движения устанавливать три датчика, фиксирующ их моменты прохождения концов детали, а по времени прохождения определенного расстояния оценивать ее длину. Расстояние между первым и вторым датчиками равно наименьшей контролируемой длине, а расстояние между первым и третьим - наибольщей контролируемой длине.
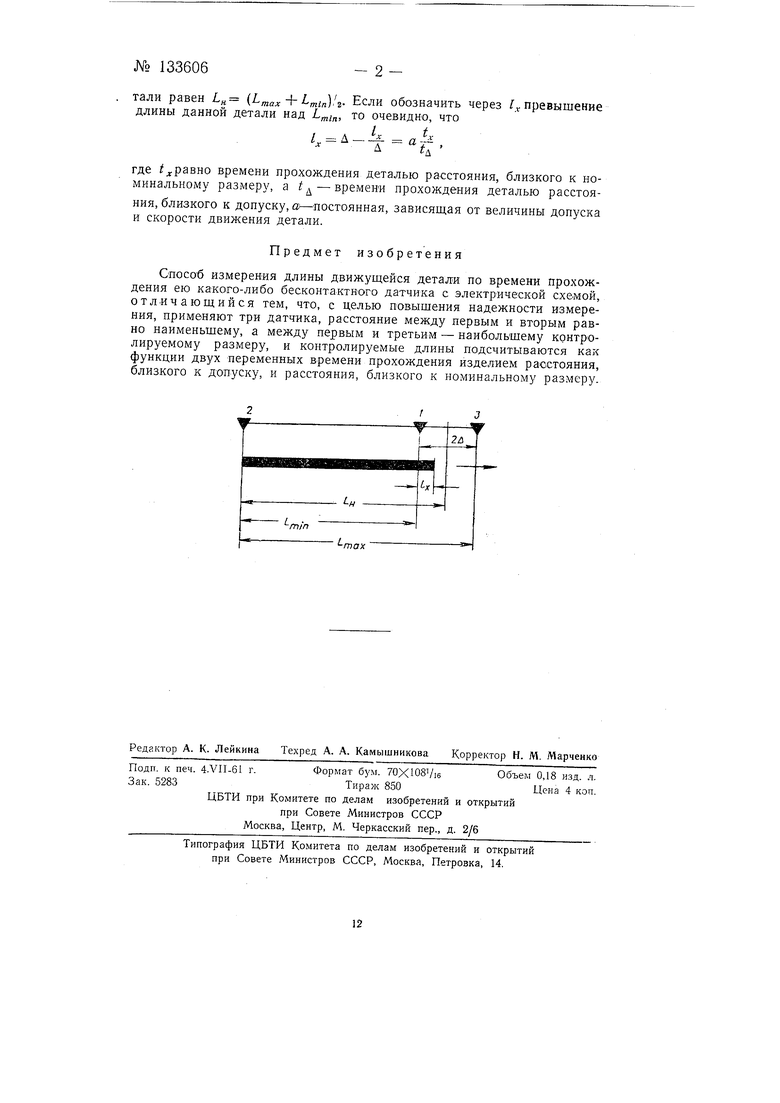
На чертеже изображена схема осуществления предлагаемого способа.
На практике чаще всего представляет интерес измерение не абсолютной длины детали, а отклонение этой длины от номинальной.
В этом случае три указанных датчика располагаются над местом движения детали следующим образом: расстояние между дaтчиlкoJM /, фиксирующим момент прохождения переднего края изделия (направление движения детали показано на чертеже стрелкой), и датчиком 2, фиксирующим момент прохождения заднего конца изделия, выбирается равным наименьщему контролируемому размеру ,„, а расстояние между датчиками 2 и 3, также фиксирующими момент прохождения переднего конца детали, равным наибольщему контролируемому размеру ,. Таким образом, расстояние между датчиками / и с равно удвоенному допуску 2Д . - , а номинальный размер детали равен „ (f-max Если обозначить длины данной детали над /-„/„, то очевидно, что i. :
где д.равно времени прохождения деталью расстояния, близкого к номинальному размеру, а /д - времени прохождения деталью расстояния, близкого к допуску, а-постоянная, зависящая от величины допуска и скорости движения детали.
Предмет изобретения
Опособ измерения длины движущейся детали по времени прохождения ею какого-либо бесконтактного датчика с электрической схемой, отличающийся тем, что, с целью повышения надежности измерения, применяют три датчика, расстояние между первым и вторым равно наименьшему, а между первым и третьим - наибольшему контролируемому размеру, и контролируемые длины подсчитываются как функции двух переменных времени прохождения изделием расстояния, близкого к допуску, и расстояния, близкого к номинальному размеру. «ё через / превышение 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения длины движущегося изделия | 1960 |
|
SU145008A1 |
| Устройство для контроля геометрических размеров движущихся деталей | 1981 |
|
SU1004747A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПОВЕРХНОСТЕЙ СЛОЖНОПРОФИЛИРОВАННЫХ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2243503C2 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК | 2003 |
|
RU2254555C2 |
| СПОСОБ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2263879C2 |
| СПОСОБ КОНТРОЛЯ НЕПЛОСКОСТНОСТИ ЛИСТОВЫХ ИЗДЕЛИЙ И СРЕДСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2254556C2 |
| Способ настройки бесконтактных автоматов для контроля геометрических размеров движущихся деталей | 1982 |
|
SU1062511A1 |
| Устройство для контроля размера движущихся деталей | 1980 |
|
SU1080008A1 |
| Автоматическая установка для контроля геометрии деталей круглого поперечного сечения | 1986 |
|
SU1374047A1 |
| Импульсно-кодовая многоточечная система централизованного контроля производственных процессов или сбора информации | 1961 |
|
SU151226A1 |
