Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении внутренних резьб.
Цель изобретения - расширение технологических возможностей процесса накатывания за счет возможности накатывания резьбы с крупным шагом.
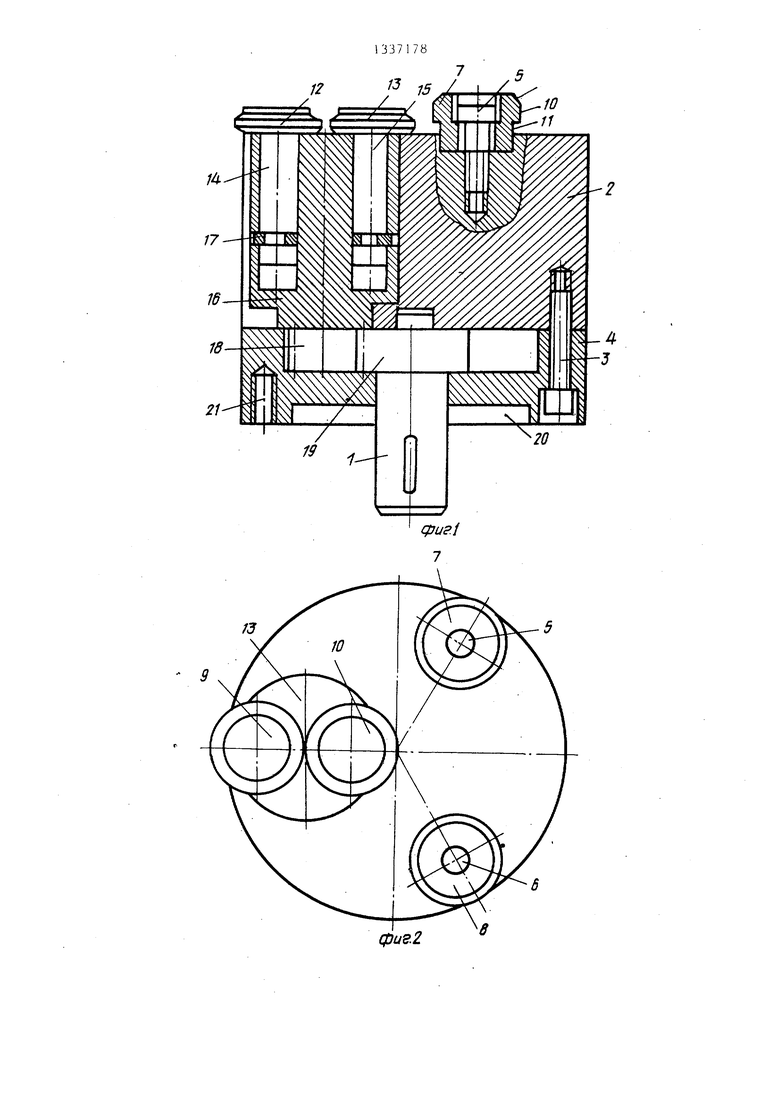
На фиг. 1 представлено резьбонакат- ное устройство, общий вид на фиг. 2 - то же, вид сверху; на фиг. 3 - схема изготовления внутренней резьбы предлагаемым инструментом.
Резьбонакатное устройство состоит из хвостовика 1, корпуса 2, к которому винтами 3 крепится крьшка 4. В корпусе 2 установлены с возможностью свободного вращения вокруг осей 5 и 6 опорные ролики 7 и 8. Рабочая поверхность опорных роликов выполнена в виде направляющего конуса 9 и двух опорных цилиндрических участков - 10 с большим и 11 с меньшим диаметрами.
Перепад диаметров цилиндрических уча- 25 тактируют с поверхностью диаметром
стков 10 и 11 пропорционален шагу накатываемой резьбы и равен разности диаметра отверстия заготовки под резьбу D и внутреннего диаметра изготовленной резьбы D , причем рабочий элемент резьбоформирующего ролика и рабочие поверхности участка 11с. меньшим диаметром опорных роликов 7 и 8 расположены.по винтовой линии. Каждый из резьбонакатных роликов 12 и 13 своими цапфами 14 и 15 размещен в расточках .водила 16 с возможностью свободного-вращения. От осевого смещения ролики 12 и 13 фиксируются стопорным кольцом 17. На хвостовике водила 16 закреплено зубчатое колесо 18, которое входит в зацепление с зубчатым колесом 19, установленным На хвостовике 1 инструмента, В крьпи
ке 4 выполнена выточка 20 и резьбовые 45 Ренних резьб, содержащее корпус с ус- отверстия 21, при помощи которых ин- тановленными в нем свободно вращающи- струмент соответственно базируется и . мися резьбонакатными роликами, о тзакрепляется на станке.
Резьбоформирующий инструмент работает cлeдyюш м образом.
Устройство устанавливают на станок 22, который обеспечивает продольную подачу инс1 румента, равную шагу формируемой резьбы, вращательное движение водилу 16 с резьбонакатных роликов 12 и 13 через хвостовик 1 инструмента и вращательное движение заго
5
0
товке 23.(фиг. 3). Надежный вход инструмента в отверстие заготовки 23 обеспечивают конус 9 опорных роликов 7 и 8. При дальнейшем перемещении инструмента в отверстие заготовки участок 10 опорных роликов 7 и 8 контактируют с внутренней поверхностью заготовки 23 и создают опору инструменту в рабочем состоянии. Затем в работу вступают ролики 12 и 13, которые путем последовательного приложения ударно-деформирующей нагрузки формируют профиль резьбы.
Накатывание резьбы приложением ударных нагрузок повьщ1ает глубину наклепанного слоя поверхности резьбового профиля, что noBbmiaeT ее прочность.
При изготовл{;нии резьбы в заготовках напроход на выходе отверстия конус 9 опорных роликов, 7 и 8 выходит из контакта, а участки 10 и 11 коно0
5
0., полученной резьбы..
Для выведения инструмента из отверстия после образования резкбы водило останавливают, фиксируют его в положении, .исключающем контактирование рабочих роликов с резьбой, смещают инструмент в сторону водила и выводят его из отверстия заготовки.
Благодаря удароподобным процессам накатки материал постепенно все время в пределах малых отрезков профиля резьбы вытесняется от основания профиля к его вершине, что приводит к .значительному снижению усилий накатывания.
Формула изобретения Устройство для накатывания внут
личающ ееся тем, что, с це- лью расширения технологических возможностей накатывания за счет формирования резьб с крупным шагом, устройство снабжено установленными на торце корпуса опорными роликами и водилом, причем последнее установлено в корпусе эксцентрично его оси с возможностью вращения, а резьбонакатные ролики расположены на водиле.
12
/4
фиг
//
22
фиг.З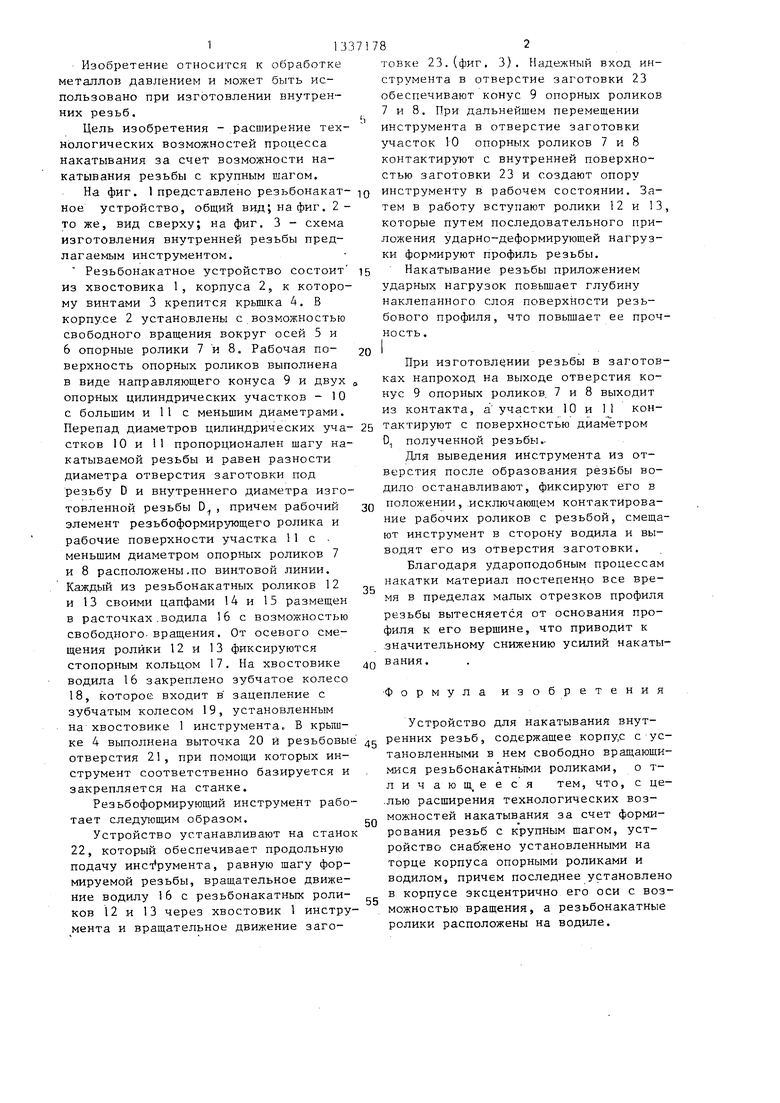
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| СПОСОБ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ | 2004 |
|
RU2252845C1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО НАКАТЫВАНИЯ РЕЗЬБЫ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2280527C1 |
Составитель .с. Чукаева Редактор М. Недолуженко Техред Л.Олейник Корректор Н. Король
4077/1 1
Тираж 582 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство (инструмент) для накатки внутренней резьбы | 1956 |
|
SU108253A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
