1133
Изобретение относится к сварочному производству, а именно к устройствам для электрошлаковой сварки изделий больших толщин двумя и тремя электродными проволоками, и может найти применение в-тяжелом, энергетическом и транспортном машиностроении,
Целью изобретения является повышение качества сварного соединения путем линейного перераспределения энергии источников по сечению сварного шва.
На чертеже показана блок-схема устройства для электрошлаковой свар- кн.
Устройство для э:|ектрошлаковой сварки содержит блок 1 полярности и направления счета, выходы которого соединены с первыми входами первого 2 и второго 3 ключей, на другие входы которых подключен генератор 4 импульсов, а выходы ключей 2 и 3 подсоединены на входы реверсивного счетчика 5, выход которого через цифроаналого- вый преобразователь (ЦАП) 6 и инвертор 7 соединен с входами первого 8 и третьего 9 блоков сравнения, другие входы которых соединены соответственно с задатчиками скорости и напряже- ния второго крайнего электрода, а выходы блоков 8 и 9 сравнения соединены соответственно с приводом 10 подачи и источником 11 питания второго крайнего электрода, выход ЦАП 6 соединен с входами второго 12 и четвертого 13 блоков сравнения, к другим входам которых подключены соответственно задатчики скорости и напряжения первого крайнего электрода, а вы- ходы второго 12 и четвертого 13 блоков сравнения - к приводам 14 подачи и источникам 15 питания первого крайнего двигателя. Двигатель 16 возвратно-поступательного перемещения злект- родов соединен с входами блока 1 полярности и направления счета. Этот блок выполнен на двух оптопарах и двух резисторах.
Устройство работает следующим образом.
В момент начала перемещения элект- .родов вдоль сварочного зазора на якоре двигателя 16 появляется напряжение одного знака, которое поступает на вход блока 1 полярности и направления счета, выполненного таким образом, что при напряжении на якоре двигателя 16 одного знака через
5
0 5 о д д
0
оптопару ОП1 открывается ключ 2, а при напряжении на якоре двигателя 16 противоположного знака (при обратном перемещении электродов) через оптопару ОП2 открывается ключ 3. При этом импульсы заданной частоты с непрерывно работающего генератора 4 через, например.уоткрытый ключ 2 поступают на суммирующий вход реверсивного счетчика, который осуществляет прямой счёт импульсов во время перемещения электродов из одной крайней точки в другую. Цифровой код с выхода реверсивного счетчика поступает на на вход ЦАП 6, на выходе которого формируется постоянное напряжение, пропорциональное количеству импульсов, поступивших в реверсивный счетчик 5 за время перемещения электродов .
.Таким образом, на выходе ЦАП 6 формируется линейно возрастающее напряжение, поступающее на входы второго 12 и четвертого 13 блоков сравнения, на другие входы которых подключены соответственно задатчики скорости привода и напряжения питания первого крайнего электрода, и через инвертор 7 - на входы первого 8 и третьего 9 блоков сравнения, на вторые входы которых подключены соответственно задатчики скорости подачи и напряжения и питания другого крайнего электрода. При этом скорость привода 14 подачи электрода и напряжение источника 15 питания для крайнего электрода, движущегося к формирующей накладке, линейно увеличиваются (при сохранении условий
- R - const), а скорость привода
10 подачи и напряжение источника 11 питания для крайнего электрода, движущегося от формирующей накладки,
линейно уменьшается (при сохранении
V
условия - R - const). После реверса привода возвратно-поступательного перемещения на якоре двигателя 16 появляется напряжение противоположного знака, которое через блок 1 открывает К.ГПОЧ 3, импульсы с генератора 4 поступают на вычитающий вход реверсивного счетчика, и на выходе .- ЦАП 6 формируется линейно убывающее напряжение. При этом скорость привода 14 подачи электрода и напряжение
источника 15 питания для электрода, движущегося от формирующей накладки линейно уменьшаются (при сохранении
условий - R - const), а скорость
привода 10 подачи электрода и напряжения источника 11 питания для электрода, движущегося к формирующей накладке, линейно увеличивается (при
V сохранении условия - R - const).
В таком циклическом режиме уст-, ройство для ЭШС работает в течение всего времени сварки, перераспределяя энергию источников сварочного нагрева при движении электрода к формирующей накладке-, что способствует достижению равномерной ширины проплавления. Линейное снижение энергии сварочного нагрева при движении электрода от формующей накладки способствует снижению глубины металлической ванны и стабилизации коэффициента формы шва.
Формула изобретения
1. Устройство для электрошлаковой сварки преимущественно деталей больших толщин, содержащее регулируемые приводы подачи электродов, которые через первый и второй блоки сравнения подключены к задатчикам скорости регулируемые источники питания электродов, соединенные через третий и четвертый блоки сравнения с задат- чиками напряжения, а также привод
возвратно-поступательного перемещения электродов вдоль сварочного зазора, отличающееся тем, что, с целью повышения качества сварного соединения путем линейного перераспределения энергии источников по сечению сварного шва, в него введены последовательно соединенные генераQ тор импульсов, первый ключ; реверсивный счетчик, цифроаналоговый преобразователь и инвертор, а также второй ключ и блок полярности и направления счета, выходы которого соедине5 ны с вторыми входами первого и второго ключей, входы блока полярности и направления счета соединены с приводом возвратно-поступательного перемещения электродов, выход инвертора
Q соединен с вторыми входами первого и третьего блоков сравнения, а вход инвертора соединен с вторыми входами второго и четвертого блоков сравнения, выход генератора импульсов че5 рез второй ключ соединен с вторым входом реверсивного счетчика.
2. Устройство по n.li отличающееся тем, что блок полярности и направления счета выполнен
0 на двух оптопарах, причем первый вход первой оптрпары и второй вход второй оптопары соединены с первым входом блока, второй вход которого через соответствующие резисторы соединен с вторым входом первой оптопары и с первым входом второй оптопары, выходы первой и второй оптопар соединены соответственно с первым и вторым выходами блока.
-(Ч-)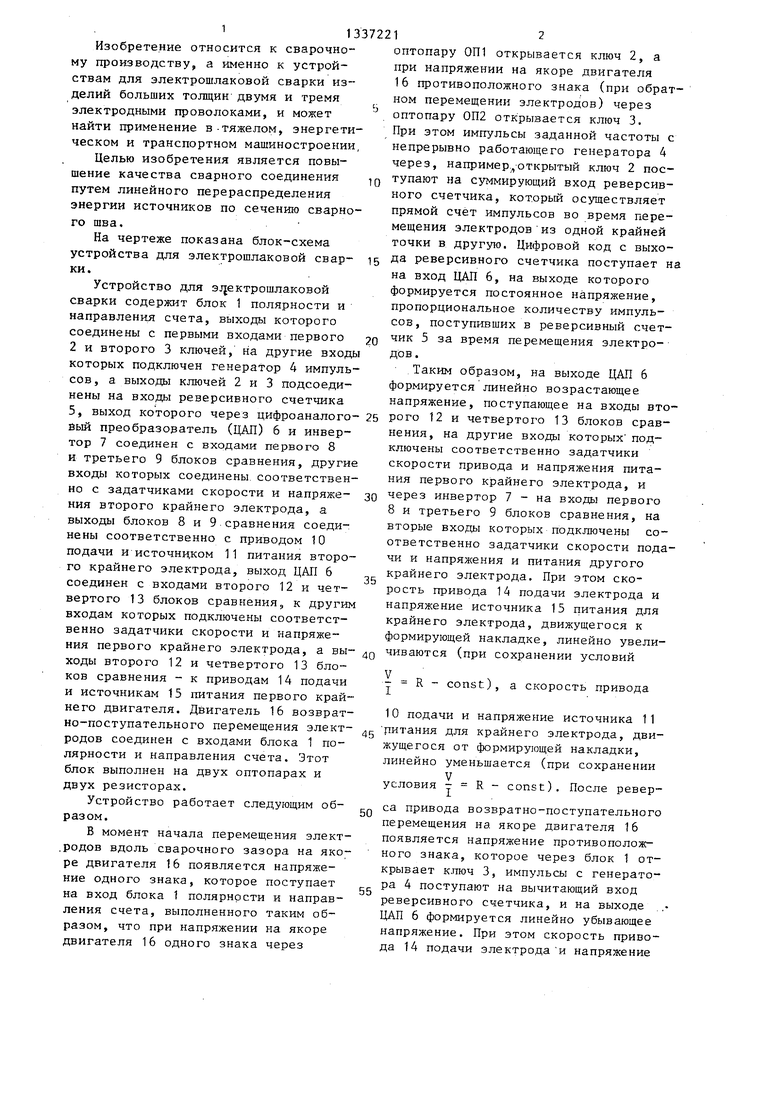

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| Устройство для управления манипулятором | 1983 |
|
SU1275372A1 |
| ПОЗИЦИОННЫЙ РЕГУЛЯТОР | 1992 |
|
RU2047210C1 |
| Устройство для регулирования натяжения при намотке длинномерного материала | 1988 |
|
SU1627488A1 |
| Вентильный электропривод | 1985 |
|
SU1309242A1 |
| ИНФРАКРАСНЫЙ РАДИОМЕТР | 1999 |
|
RU2172476C1 |
| ДВУХФАЗНЫЙ ГЕНЕРАТОР ГАРМОНИЧЕСКИХ СИГНАЛОВ | 1990 |
|
RU2033684C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ШЛАКА В КОВШЕ ПРИ ВНЕПЕЧНОЙ ОБРАБОТКЕ СТАЛИ | 2008 |
|
RU2392334C1 |
| Устройство для электрошлаковой сварки, наплавки и переплава | 1985 |
|
SU1731536A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2251474C1 |

Изобретение относится к сварочному, производству, а именно к устройствам для электрошлаковой сварки изделий больших толщин двумя и тремя электродными проволоками, и может .найти применение в тяжелом, энергетическом и транспортном машиностроении. Изобретение позволяет повысить :качество сварного соединения путем линейного перераспределения энергии источников сварочного нагрева по се- ченкю сварного шва. Устройство содер- жит генератор импульсов, ключи, реверсивный счетчик, цифро-аналоговый преобразователь, инвертор, приводы подачи электродов, источники питания, резисторы и блок полярности и направления счета, выполненный на двух - оптронах. Схема соединения указанных элементов с учетом связей между ними позволяет осуществить линейное увеличение мощности истЪчников сварочного нагрева при перемещении электродов к формирующим накладкам. Это способствует достижению равномерной ширины провара по сечению шва и обеспечивает линейное уменьшение мощности при перемещении электродов в обратном направлении, отсюда уменьшается глубина металлической ванны и осуществляется стабилизация коэффициента формы шва. 1 з.п. ф-лы, 1 ил. i (О
| Электрошлаковая сварка | |||
| М.: Маш- гиз, 1959, с.176-180 | |||
| Инструкция по наладке эксплуатации аппарата Vertomatic Arcos | |||
| черт | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
