11
Изобретекик относнтс .я к трубному производству и касается конструкции стана холодной прокатки труб, преимущественно прецезионн-Dix
Цель изобретения - понышение качества поверхности и точности геометрических размеро)з,
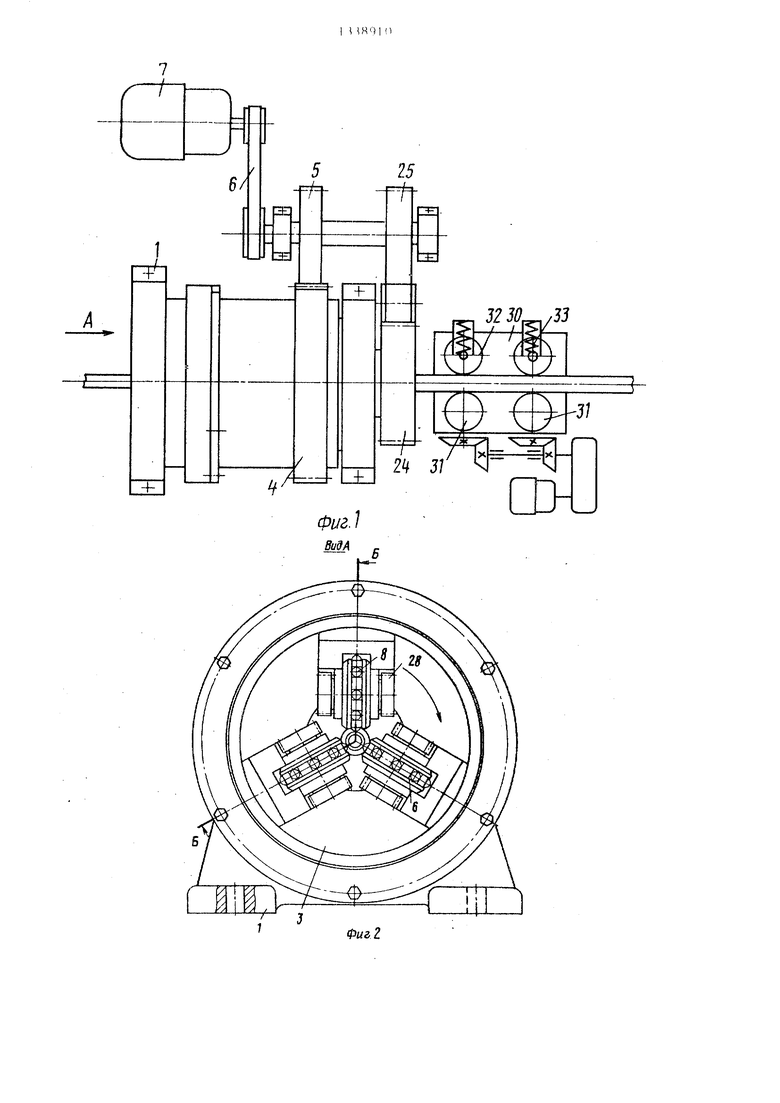
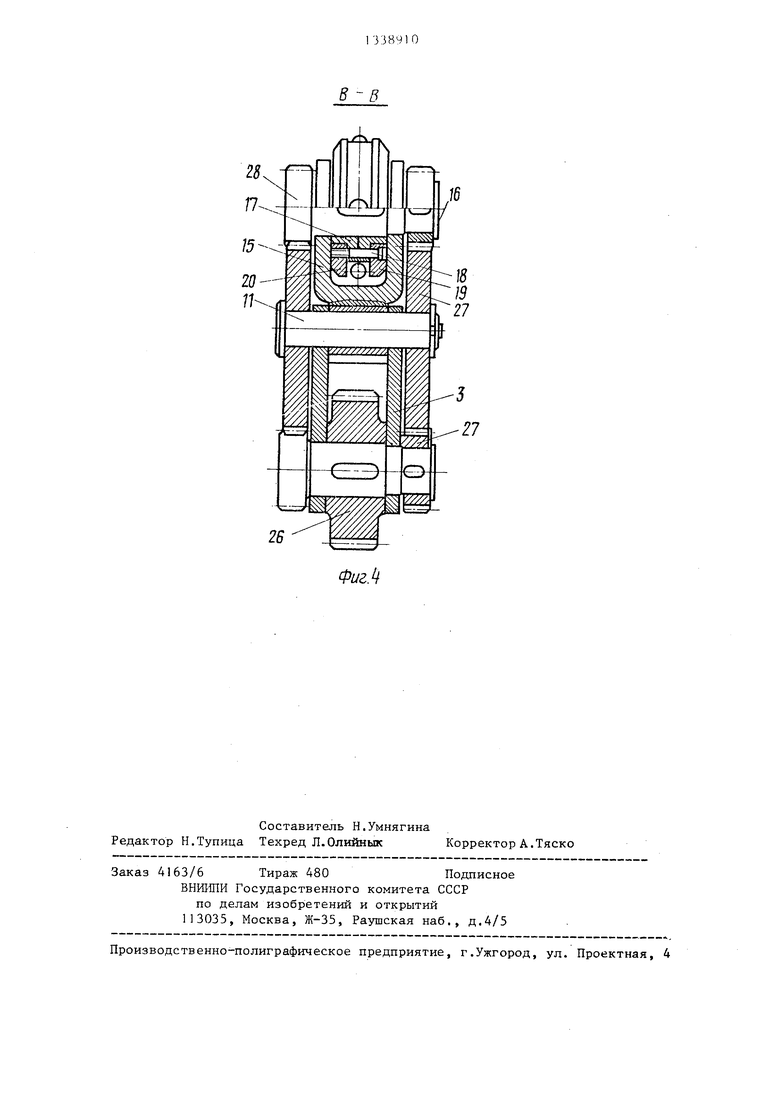
На фиг.1 изображен стан холодной прокатки труб, обш.ий вид; на фиг.2 - вид А на фиг,1; на фиг.3 - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.3.
Стан холодной прокатки труб содержит неподвиж}1ую станину , в кото рой на подшипниках 2 размещена обойма 3, привод вращения обоймыj выполненный в виде закрепленного на наружной поверхности обоймы зубчатого венца 4, связанного с ним зубчатого ко- леса 5, приводимого во вращение через ременную передачу 6 от электродвигателя 7, расположенные в радиальных пазах обоймы корпуса с деформирующими шариками 8, механизмы ра- диальной настройки корпусов, выполненные в виде двух взаимодействующих клиньев 9 и 10, смонтированные в обойме по числу корпусов на осях 11 двуплечие рычаги 12, одни плечи ко- торых посредством тяг 3 шарнирно связаны с клиньями 9, а также шарнирно с приводной гайкой 14, а другие плечи вьпюлнены в виде вилок 15, взаимодействующих своими наружными поверхностями с клиньями 10, при этом каждьв4 корпус имеет вал 16, установленный в отверстии вилки двуплечего рычага, и составлен из насаженных на центральную часть вала кольца 7 и скрепленных с кольцом болтовыми соединениями 18 боковых фланцев 19 и 20, имеющих на встречно обращенных поверхностях проточки под деформирлтощие шарики, а вал име- ет зубчатый привод вращения в плоскости, перпендикулярной плоскости вращения обоймы, котор)1й связан с приводом вращения обоймы через шпиндель 21, установленный в подшипниках 22 в стакане 23, смонтированном в неподвижной станине, и несущий на одном конце приводное колесо 24, связанное с приводом вращения обоймы через систему шестерен 25 и имеющем на другом конце косозубуто зубчатую нарезку,и который выполнен в виде установленных в зацегшепин с косозу- бой зубчатой нарезкой шпинделя по
10
числу корпусон шестерен 26, которые через пар}1ые паразитные шестерни 27 зацеплены с шестернями 28, смонтированными на валах корпусов. 7Для прокаки труб используют цилиндрическую оправку 29 и непрерьшный механизм подачи, состоящий из корпуса 30 и последовательно расположенных в нем нескольких пар роликов, где в каждой паре нижний ролик 31 - приводной, а верхний ролик 32 - холостой, подпружиненный относительно приводного пружиной 33.
Выполнение корпусов в виде насаженных на центральную часть вала колца и скрепленных с кольцом болтовым соединением боковых фланцев позволяет в случае износа шариков регулировать их положение в проточках, устанавливать новые, вследствие чего по- вьппается точность геометрических размеров труб.
Снабжение корпусов валами, имеющими приводы вращения в плоскости, перпендикулярной плоскости вращения обоймы, в которой корпуса размещены по кругу, обеспечивает деформирующим шарикам, кроме перемещения вокруг заготовки, перемещение в перпендикулярной плоскости, за счет чего повышается качество поверхности и точность размеров.
Связь приводов вращения всех валов через шпиндель с приводом вращения обоймы обеспечивает синхронность поворота корпусов в плоскости, перпендикулярной плоскости вращения обоймы, вследствие чего повышается точность геометрических размеров труб.
Размещение в обойме двуплечих рычагов, связанных между собой через приводную гайку, в одних плечах которых, выполненных в виде вилок, установлены валы корпусов, а другие плечи которых связаны с клиньями механизмов радиальной настройки, позволяет предотвращать перекос перемещения и установки корпусов в радиальном направлении, что приводит к повышению точности геометрических размеров труб.
Стан работает следующим образом.
Настройка на заданный размер про- катьтаемых труб осуществляется клиновыми механизмами -радиальной настройки. Для этого устанавливают цилиндрическую оправку 29 заданного разме31
pa. Г1ет,)е М(мцая любым способом гайку 1А вдоль оси обоймы 3, поворачивают относительно осей 1I двуплечие рычаги 12,
Поскольку один конец двуплечего рычага посредством тяги 13 связан с клином 9, а клин 10 взаимодействует с наружной поверхностью вилки 15, в отверстии которой установлен вал 16 при повороте рычага осуществляется радиальное перемещение корпуса относительно оси прокатки.
При включенном стане роликами 31 и 32 механизма подачи непрерывно задается заготовка в зону деформации, образованную деформирующими шариками 8. Обойма 3, вращаясь вокруг своей оси от электродвигателя 7 через ременную передачу 6 зубчатого колеса 5 и зубчатого венца 4, вращает жестко установленные в ее радиальных пазах корпуса с деформирующими шариками 8. Одновременно от электродвигателя 7 и системы шестерен 25 через колесо 24 вращение передается шпинделю 21, который через косо- зубую зубчатую нарезку, шестерни 26 - 28 передает вращение на валы 16 корпусов. При этом за один оборот вращения корпусов обойма совершает несколько оборотов вследствие разности скоростей вращения.
Шарики 8, вступая в контакт с заготовкой при вращении корпусов, несущих шарики в плоскости, перпендикулярной плоскости вращения обоймы, осуществляют редуцирование заготовки по диаметру. В результате вращения обоймы с корпусами вокруг продольной оси заготовки осуществляется одновременно с редуцированием и раскатка наружной поверхности заготовки. Таким образом с заготовкой деформируют ее на оправке одновре104
менно в продольном и поперечном направлениях при непрерывной подаче заготовки.
Предлагаемый стан позволяет повы- сить производительность, а также качество поверхности и точность геометрических размеров труб за счет деформации как в продольном, так и поперечном направлениях, а также расщирить диапазон прокатываемых труб при одновременном повышении стойкости инструмента за счет, периодического контакта инструмента с изделием.
Формула изобретения
Стан холодной прокатки труб, содержащий обойму, ее привод вращения, расположенные в радиальных пазах
обоймы корпуса с деформирующими ща- риками и клиновые механизмы радиальной настройки корпусов, отличающийся тем, что, с целью повышения качества поверхности и точности геометрических размеров, он снабжен соответственно числу корпусов смонтированными в обойме и связанными между собой двуплечими рычагами, одни плечи которых шарнирно соединены с клиньями механизмов радиальной настройки корпусов, а другие выполнены в виде вилок при этом каждый корпус снабжен установленным в вилке двуплечего рьиага валом, имеющим
зубчатый привод вращения в плоскости, перпендикулярной плоскости вращения обоймы, связанный с приводом вращения обоймы, и составлен из насаженных на центральную часть вала
кольца и скрепленных с кольцом болтовым соединением боковых фланцев, имеющих на встречно обращенных поверхностях проточки под деформирующие шарики.
Фиг.
MA ,. b
Фиг2
26
/б
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286220C1 |
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| Рабочая клеть роликового стана | 1983 |
|
SU1107915A1 |
| Устройство для преобразования равномерного вращения в неравномерное в стане холодной прокатки труб | 1989 |
|
SU1738396A1 |
| Патрон зажима заготовки на стане холодной прокатки труб | 1973 |
|
SU498981A1 |
| Клеть прокатного стана | 1987 |
|
SU1509145A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2291005C2 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| Механизм подачи стана холодной прокатки труб | 1984 |
|
SU1154014A1 |
Изобретение относится к трубному производству и касается конструкции стана холодной прокатки труб, преимущественно прецезионных. Цель изобретения - повышение качества по Дненстиешко, Р . бнорук, ль по /3 12 верхности и точности геометрических разме.ров. Стан холодной прокатки труб содержит обойму 3, имеющую при- всд вращения, размещенные в радиальных пазах обоймы корпуса с деформирующими шариками 8 и клиновые механизмы радиальной настройки. Точность и качество поверхности труб достигается тем, что в обойме смонтированы по числу корпусов двуплечие вильчатые рычаги 12, шарнирно связанные одними плечами с клиньями 9 механизмов радиальной настройки, а каждый корпус снабжен установленными в вилке рычага 12 валом 16. Последний имеет зубчатый привод вращения в плоскости, перпендикулярной плоскости вращения обоймы, и составлен из насаженных на вал кольца и скрепленных с кольцом болтовым соединением боковых фланцев. 4 ил. S-B с б (Л с « :о со 00 г fut.3
| Способ холодной прокатки труб шариками | 1959 |
|
SU119161A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
