ел
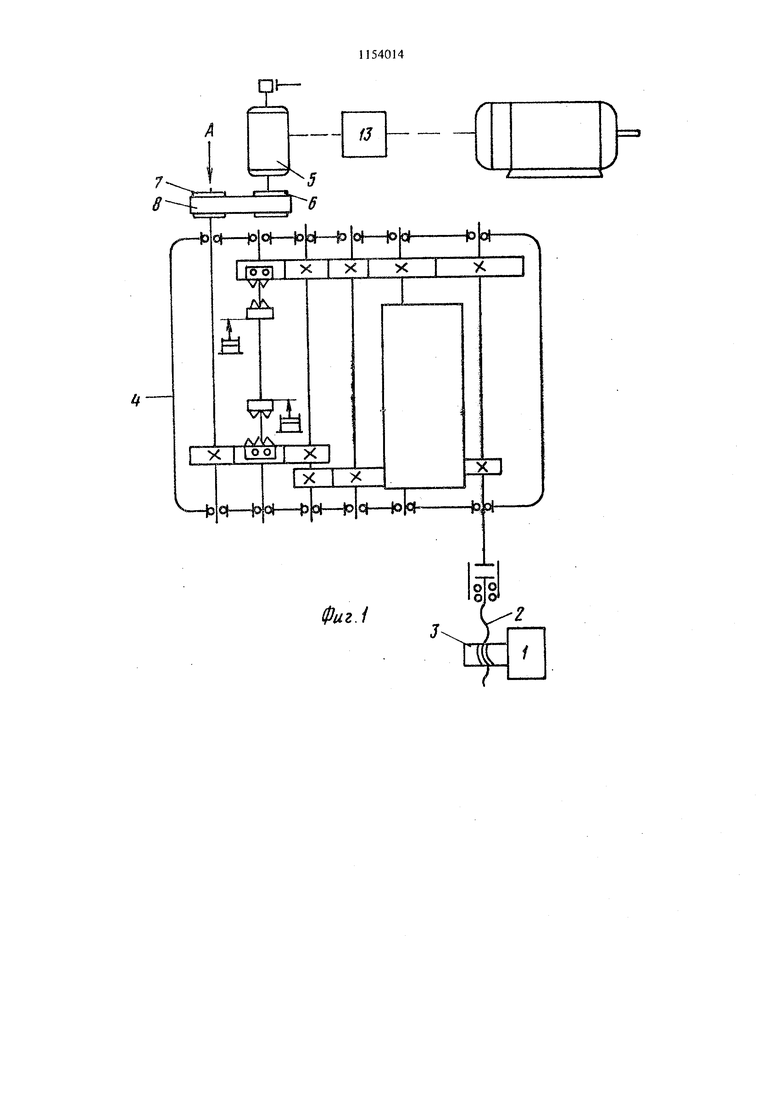
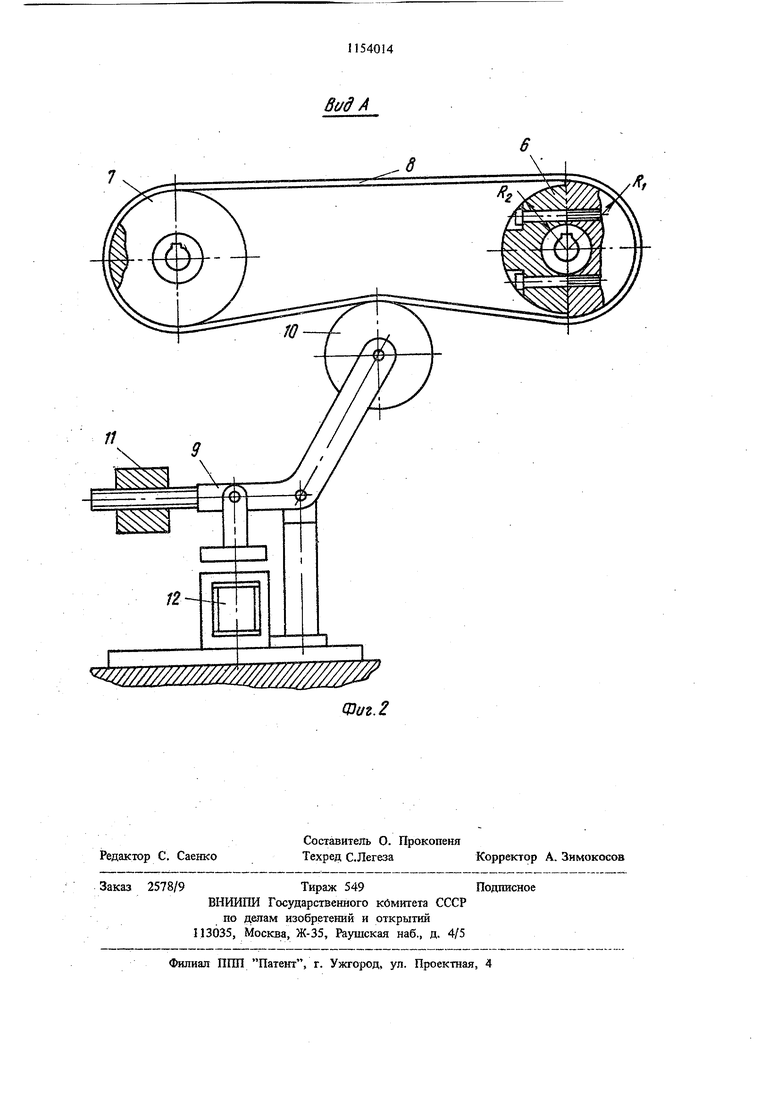
о И:1Г|бретспнс относятся к оборудованию трубопрокатного производства. Изиестс механизм подачи стана холодной прокатки труб, содержапщй приводной вал, насаженный на него криво ПИ1, взаимодействукиций с ним ма-пьтийский крест, патрон заготовки, закреилениуго на нем гайку и ее винт подачи, кинематически связанный с мальтийским крестом 1. Недостатком данной конструкции является высокий Уровень динамргческих нагрузок, создаваемы мальтийским механизмом. Наиболее близким по технической сущности к изобретению является механизм нода чи стана холо/ишй нрокатки труб, содержаН.1.ИЙ патрон заготовки, пинт подачи, его гайк 3a fp8 ijici iyi( в натроне заготовки, , редуктор, главный вал которого связан с винтом гю.,ачи, двигатель ускоренногО хода патрона зйготовк , установленный па его валу ведущий Шкив, педомьи ьчкнв, кинематически связанный с винтом подачи, и гибкий замкнутый элемент, охватывающш оба тнкива. Преобраз ванне непрерывного вращения двигателя в прерывистое осуществляется с помощью маль THiicKoro механизма 2. Недостатком известного механизма явг. .етс 1 изкая иыстроходность, снижающая производи тепьиостъ стана, увеличение которой невозмож из-за роста динамических нагрузок, обусловлснных наличием устройства ударного действия (мальтийского механизма). 1.1ель изобретения - повышение быстроход ности механизма. Указанная цепь достигается тем, что меха1ШЗМ подачи стана холодной прокатки труб, содержащий патрон заготовки, винт подачи, его гайку, закрепленную в патроне заготовки редуктор, главный вал которого связан с ви винтом подачи, двигатель ускоре п{ого хода патрона. заготовки, установленный на его ва.ггу ведуцда11 П1кив, ведомый щкив, кинема тически связанный с винтом по,дачи, и гибкий замкнугьш. э.чемент, охватывающий оба шкива, снабжен тиристоргплм преобразователе эле1стрически связанным с двигате1 ем ускорен-иого хода патрона заготовки, и регулятором натяжения гибкого замкнутого элемента, выполне щым в виде даунлечего рычага, закреп ленного на неподвижной оси, на ощюм конце которого закреплен пр жимнои ролик, взаимодействующий с гибким зам.кнутым эле ментом, а па другом установлен регулируемой груз, и электромагнита его поворота, при этом ведущий игкив составлен из раз1гьк. полуколец, радиус одного из которы составдя-ет 1,05-1,25 радиуса другого, а ве домый шкив устат овлен на входном валу редуктора. 1 1сли радиус болыиею полукольца ведуи1его шкива принимает значение выше 1,25 радиуса MeiibHiero полукольца, то возможен разрыв гибкого элемента, а если он принимает значеие ниже 1,05 радиуса меньшего по;гукольца, то наступает проскальзывание гибкого элемена относительно полуколеи ведущего щкива, Указанные отличия позволяют повысить быстроходность механизма путем снижения . инамических нагрузок за счет выполнения игателя преобразователя непрерывного враения двигателя в прерывистое в виде ведуего и ведомого щкивов и охватывающего их гибкого замкнутого элемента, оснащенного регулятором его натяжения, и исключения альтийского механизма. Оснащение механизма тиристорным ггреобразователем, осуществляюндам регулировку частоты вращения двигателя, позволяет без останова стана дополнительно регулировать вел}гчину подачи, что также приводит к повыщению быстродействия механизма... На фиг. 1 приведена кинематическая схема предлагаемого механизма; на фиг. 2 вид А на фиг. 1. Механизм подачи стана холодной прокатки труб содержит патрон 1 заготовки, винт 2 подачи, его гайку 3, закрещ енную в патроне заготовки, редуктор 4 главный вал которого связан с винтом подачи, двигатель 5 ускоренного хода патрона заготовки, установленный на его валу ведущий ипсив 6, составленный из двух разных полуколец, радиус одного из которых составляет, 1,0-1,25 радиуса другого, ведомый ижив 7, кинематически связанный с винтом подачи, гибкий замкнутый элемент 8, охватывающий оба шкива, его регулятор натяжения, вьщолненный в виде двунлечего рычага 9, закрепленного на неподвижной оси, на оштом конце которого закреплен прижимной ролик 10, взаимодействующий с гибким замкнутым элементом, а на другом установлен регулируемый груз 11, электромагнит 12 его поворота, и т тиристорный преобразователь 13, связанный с двигателем ускоренного хода патрона заготовки и осуществляющий регулировку его частоты вращения в зависимости от частоты вращения главного двигателя. Устройство работает следующим образом. Для осуществления подачи заготовки при крайнем заднем положении рабочей клети включают электромагнит 12 в момент, когда в контакте с гибким замкнутым элементом 8 находится полукольцо больщего радиуса ведущего щкива 6. Двуплечий рычаг 9 при этом поворачивается и, воздействуя прижимным роликом 10 на гибкий замкнутый элемент 8, создает его натяжение; Вращение с ведущего шкива 6 передается на ведомый цлсив 7, затем через редуктор 4 на втлт 2 подачи и посредством гайки 3 преобразуется в поступательное движение патрона 1 заготовки. Когда с гибким замкнутым элементом начинает контактировать полукольцо меньшего радиуса ведущего шкива 6, то натяжение гиб кого замкнутого элемента не создается, и происходит его проскользывание относительно ведущего шкива. Вращение на ведомый шки при этом не передается. Следовательно, вращаясь непрерывно, ведущий ижив 6 сообщает прерьшистое движение винту подачи только тогда, когда рабочая клеть находится в крайнем заднем положении Регулировка величины подачи в пшроких пределах производится системой зубчатых передач редуктора, для чего необходимо остановить стан и ввести в соединение зубчатые передачи с требуемым передаточным числом. Дополнительно регулировку величины подачи заготовки без остаиова стана осуществляют с помощью тиристорного преобразовате ля 13. Возврат патрона заготовки в исходное положение производят путем отключения одних и введения в зацепление дрзтих зубчатых передач .-с требуемым передаточньпч числом с помощью муфты сцепления и включени электромагнита 12, поворачивающего рычаг 9 и создающего натяжение гибкого замкнутог элемента 8, В результате от электродвигателя 5 ускоренного хода патрона заготовки непрерьшное вращение сообщается через сисПтему передач винту 2 подачи и посредством гайки 3 преобразуется в поступательное перемещение патрона 1 заготовки. После окончания возврата гайки с патроном заготовки в исходное положение отключаются муфта сцепления н электромагнит поворота двуплечего рычага. Предлагаемый механизм подачи стаи холодной прокатки труб позволяет повысить его быстроходность благодаря исключению в его звеньях элементов ударного действия (кривощип с мальтийским крестом), пр{шшш работы которых построен на соударении двух различных по величине маховых масс, приводящих к существенному росту динамических нагрузок, снижающих срок службы механизма. Кроме того, предлагаемое устройство являеется универсальным, так как вьшолнение ведущего шкива составньпй в виде двух .полуколец неодинаковых радиусов в паре с гибким элементом и его прижимом делает возможным его использование как в качестве преобразователя непрерывного движешш в пр ерывис тое, так и для передачи непрерывного вращения. Изобретение позволяет регулировать величину подачи в процессе прокатки труб без останова стана и создать дополнительный резерв . по повыщению производительности за счет увеличения величины подачи заготовки на 30- 40% благодаря наличию тиристорного преобразователя, )шравляющего работой двигателя, электрически связанного с главным электродвигателем стана.
N,
r
r
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство станаХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU818683A1 |
| Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб | 1980 |
|
SU900900A1 |
| Зубчато-цепной привод | 1985 |
|
SU1253688A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Механизм подачи стана холодной прокатки труб | 1983 |
|
SU1144739A1 |
| Механизм периодической подачи и поворота заготовки стана холодной прокатки труб | 1986 |
|
SU1447443A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1984 |
|
SU1245366A1 |
МЕХАНИЗМ ПОДАЧИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащий натрон заготовки, винт подачи, его гайку, закрепленйую в патроне заготовки, редуктор, главный вал которого связан с винтом .подачи, двигатель ускоренного хода патрона заготовки, установленный на его валу ведущий шкив, ведомый шкив, кинематически связанный с винтом подачи и гибкий замкнутый элемент, охватывающий оба шкива, отличающийся тем, что, с целью повыше : ния быстроходности,, он снабжен Т1фисторным преобразователем, электрически связанным с двигателем ускоренного хода патрона заготовки, и регулятором натяжения гибкого замкнутого элемента, выполненным в виде двуплечего рычага,, закрепленного на неподвижной оси, на одном конце которого закреплен прижимной ролик, взаимодействующий с гибким замкнутым элементом, а на 1фугом установлен регулируемый груз, и электромагнита его поворота, при этом ведущий щкив составлен из двух разных сл ползтсолец, радиус одного из которых составляет 1,05-1,25 радиуса дрзтого, а ведомый црсив установлен на входном валу редуктора
Ййг./
i
f
Bad А
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| и Щ) | |||
| Холодная прокатка труб | |||
| Свердловск, 1962, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Орро П | |||
| И., Осада Я.Е | |||
| Производство стальных тонкостенных бесшовных труб | |||
| Mi, Металлургиздат, 1951, с | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
