KnfitiSodu KOAbueSoes fia udjja
сд
о со
сд
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке труб и сплошных круглых профилей.
Цель изобретения - повышение точности геометрических размеров труб.
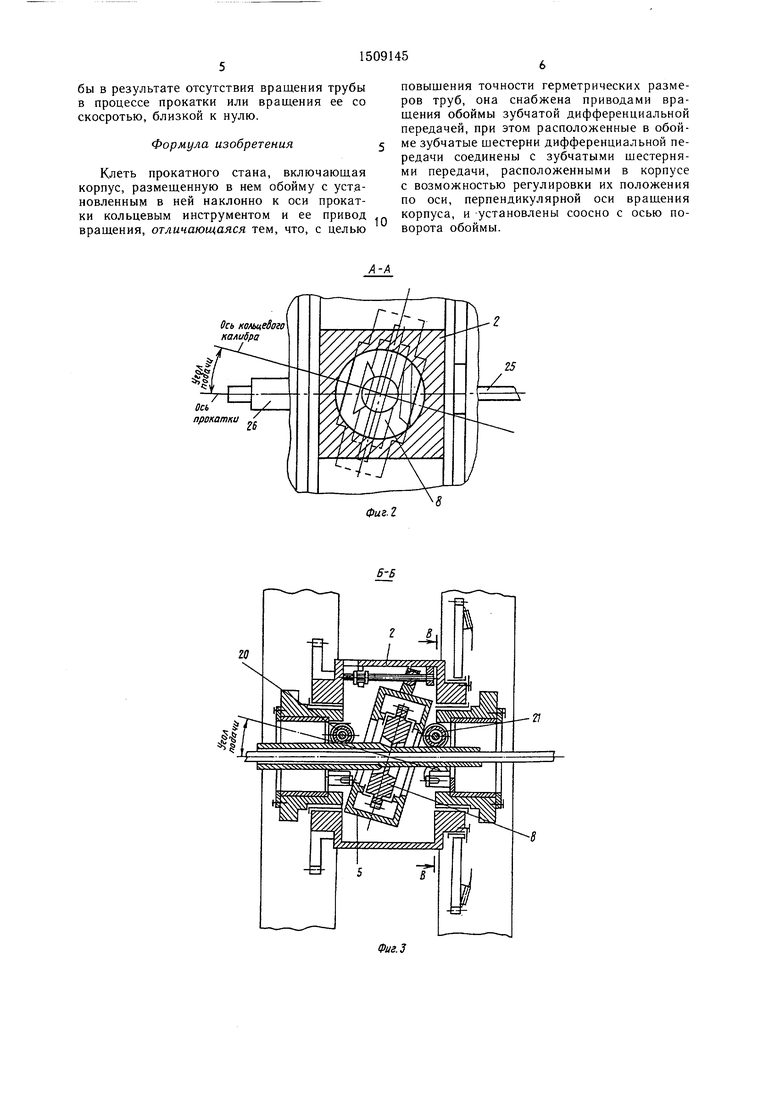
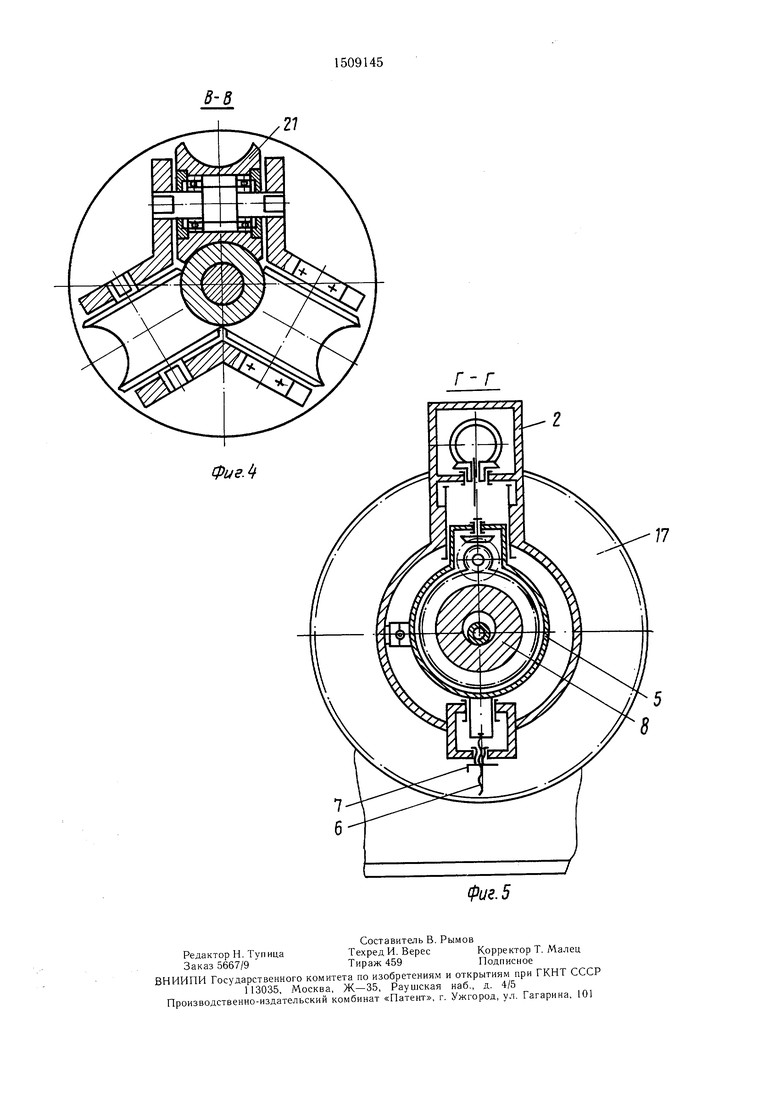
На фиг. 1 показан а клеть прокатного стана, обш.ий вид; па фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 {по оси прокатки трубы); на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 1 (по оси клети).
Перед началом прокатки обойму 5 с коль- с цевым инструментом 8 поворачивают в на- правляюш,их корпуса 2 для установки соответствующего угла (угла подачи) между осью прокатки и осью кольцевого инструмента и перемещают посредством винта 6 и гайки 7 для получения необходимого технологического смещения относительно оси вращения корпуса. При этом вал 13 смещается вдоль своей оси в шестерне 14. Затем обойму фиксируют.
Включают привод корпуса через шестерКлеть содержит станину 1, в которой на подшипниках размещен корпус 2. Зубчатая щестерня 3 установлена в корпусе 15 ни 3 и 4, при вращении корпуса 2 совместна шпонке и связана с зубчатой шестер- но с обоймой 5 сателлит 16 обкатывается ней 4 привода (не показан) корпуса. Обойма 5 установлена в корпусе в направляюпо солнечному колесу 17, заторможенному от привода через шестерни 18 и 19, и передает вращение через шестерни 15, 14, 12, 11, 10 и 9 кольцевому инструменту 8 в сторону,
пендикулярно оси прокатки, совпадающей 20 обратную вращению корпуса с обоймой.
с осью вращения корпуса. Винт 6 жестко Таким образом, кольцевой инструмент вращается вместе с обоймой и корпусом вокруг оси корпуса и в противоположную
щих с возможностью регулировочного поворота и поступательного перемещения, персторону вокруг своей оси. Регулирование
соединен с обоймой и находится в зацеплении с гайкой 7, установленной в корпусе. Винтовая пара б и 7 предназначена
для поступательного перемещения обоймы25 соотнощения этих скоростей производится ( привод поворота обоймы и устройство для регулированием скорости привода кольцево- ее стопорения не показаны). В обоймего калибра через шестерни 19, 18 и солнечна подшипниках установлен кольцевой инст-ное колесо 17, что позволяет получить при румент 8 с насаженной на нем шестер-прокатке лишь поступательное перемещение ней 9, которая находится в зацеплениизаготовки без ее вращения или со скоростью с шестерней 10, установленной на одном30 вращения, близкой к нулю. В клеть пода- валу с шестерней 11, находяшейся в своюется оправка 25, центрируемая в началь- очередь в зацеплении с шестерней 12.ный момент роликами 23, и гильза 26, центри- Шестерня 12 посажена на валу 13, за-руемая проводкой 20. Гильза подается в зев крепленном на подшипнике в обойме и уста-кольцевого инструмента и производится новленном по оси поворота обоймы, перпен-ее прокатка на оправке. После входа про- дикулярной оси вращения корпуса, совпа-35 катываемой трубы в проводку 21 ролики 23 дающей с осью направляющих обоймы в кор-разводятся. Перед выходом гильзы 26 из про- пусе и лежащей в плоскости пережимаводки 20 задний конец оправки центрирует- кольцевого инструмента. Вал 13 находитсяся роликами 22.
в подвижном вдоль вала соединении с зуб-Усилие прокатки воспринимается кольцечатой шестерней 14, установленной на под-,Q вым инструментом (валком 8), установленшипнике в корпусе и находящейся в за-ным на подшипниках в обойме 5, обойцеплении с шестерней 15, посаженной как и сателлит 16 на один вал, установленный в корпусе на подшипниках. Сателлит .16 находится в зацеплении с солнечным колесом 17, установленном на подшипнике в кор- 45 пусе и выполненном заодно с шестерней 18, находяшейся в зацеплении с шестерней 19 привода (не показан). Шестерни 10, 11, 12, 14, 15, 16, 18 и солнечное колесо 17 входят в зубчатую дифференциальную передамой, нажимным устройством, выполненным в виде винта 6 и гайки 7, корпусом 2 и станиной 1, а также направляющими роликами проводок 20 и 21.
Гильза 26 находится в контакте с валком 8 и роликовыми проводками 20 и 21 и ими же удерживается на оси прокатки.
Осевое перемещение трубы происходит за счет действия осевой составляющей уси- чу, связывающую привод вращения кольце- 50 лия прокатки, возникающей из-за наклона вого инструмента с приводом вращения обой-оси вращения кольцевого калибра 8 и оси
мы и корпуса, при этом корпус выполняет роль водила. С входной и выходной сторон клети установлены направляющие проводки 20 и 21, которые могут быть выполнены, например, роликовыми. Для удер- 55 жания оправки от поперечных сил в начальный момент прокатки установлены ролики 22 и 23 с приводом 24 перемещения от, натрубы под углом подачи (как и в косо- валковых станах). Угол подачи (показан на фиг. 3) устанавливается приводом поворота обоймы (винтом и гайкой).
Работа устройства проверена на макете. Опробование показало, что использование предлагаемой клети позволяет повысить точность геометрических размеров подлине трупример, гидроцилиндров. Может быть установлено несколько рядов роликов 22 и 23.
Клеть работает следующим образом.
Перед началом прокатки обойму 5 с коль- цевым инструментом 8 поворачивают в на- правляюш,их корпуса 2 для установки соответствующего угла (угла подачи) между осью прокатки и осью кольцевого инструмента и перемещают посредством винта 6 и гайки 7 для получения необходимого технологического смещения относительно оси вращения корпуса. При этом вал 13 смещается вдоль своей оси в шестерне 14. Затем обойму фиксируют.
Включают привод корпуса через шестер
ни 3 и 4, при вращении корпуса 2 совместно с обоймой 5 сателлит 16 обкатывается
Таким образом, кольцевой инструмент вращается вместе с обоймой и корпусом вокруг оси корпуса и в противоположную
сторону вокруг своей оси. Регулирование
соотнощения этих скоростей производится регулированием скорости привода кольцево- го калибра через шестерни 19, 18 и солнечное колесо 17, что позволяет получить при прокатке лишь поступательное перемещение заготовки без ее вращения или со скоростью вращения, близкой к нулю. В клеть пода- ется оправка 25, центрируемая в началь- ный момент роликами 23, и гильза 26, центри- руемая проводкой 20. Гильза подается в зев кольцевого инструмента и производится ее прокатка на оправке. После входа про- катываемой трубы в проводку 21 ролики 23 разводятся. Перед выходом гильзы 26 из про- водки 20 задний конец оправки центрирует- ся роликами 22.
мой, нажимным устройством, выполненным в виде винта 6 и гайки 7, корпусом 2 и станиной 1, а также направляющими роликами проводок 20 и 21.
Гильза 26 находится в контакте с валком 8 и роликовыми проводками 20 и 21 и ими же удерживается на оси прокатки.
Осевое перемещение трубы происходит за счет действия осевой составляющей уси- лия прокатки, возникающей из-за наклона оси вращения кольцевого калибра 8 и оси
трубы под углом подачи (как и в косо- валковых станах). Угол подачи (показан на фиг. 3) устанавливается приводом поворота обоймы (винтом и гайкой).
Работа устройства проверена на макете. Опробование показало, что использование предлагаемой клети позволяет повысить точность геометрических размеров подлине трубы в результате отсутствия вращения трубы в процессе прокатки или вращения ее со скосротью, близкой к нулю.
Формула изобретения
Клеть прокатного стана, включающая корпус, размещенную в нем обойму с установленным в ней наклонно к оси прокатки кольцевым инструментом и ее привод вращения, отличающаяся тем, что, с целью
повышения точности герметрических размеров труб, она снабжена приводами вращения обоймы зубчатой дифференциальной передачей, при этом расположенные в обойме зубчатые щестерни дифференциальной передачи соединены с зубчатыми щестерня- ми передачи, расположенными в корпусе с возможностью регулировки их положения по оси, перпендикулярной оси вращения корпуса, и установлены соосно с осью поворота обоймы.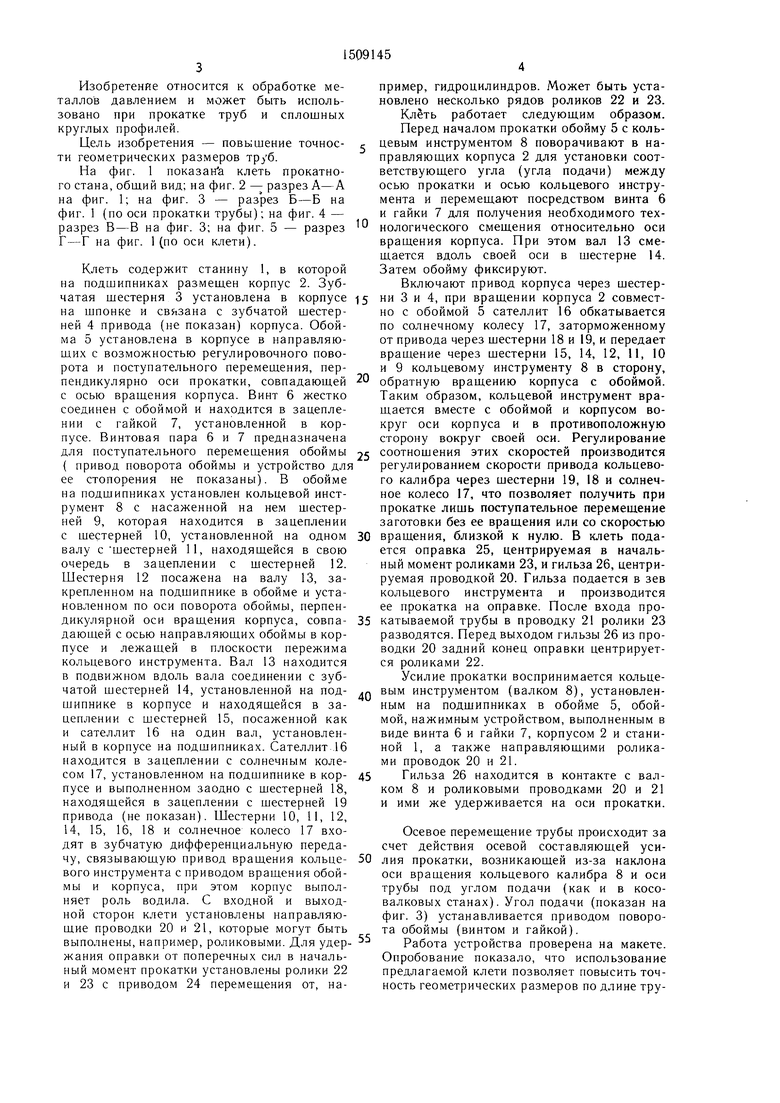
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для радиального перемещения резца | 1975 |
|
SU599930A1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Рабочая клеть трубопрокатного стана | 1978 |
|
SU768498A2 |
| Роликовый конвейер для продольного перемещения и вращения длинномерных цилиндрических изделий | 1986 |
|
SU1456336A1 |
| Клеть стана холодной прокатки труб | 1977 |
|
SU716654A1 |
| Патрон зажима заготовки на стане холодной прокатки труб | 1973 |
|
SU498981A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прокатке труб и сплошных круглых профилей. Цель изобретения - повышение точности геометрических размеров труб. В корпусе 2 размещена обойма 5 с установленным в ней наклонно к оси прокатки кольцевым инструментом 8, который имеет привод вращения. Привод вращения кольцевого инструмента связан зубчатой дифференциальной передачей, имеющей шестерни 10, 11, 12, 14, 15, 16, 18 и солнечное колесо 17, с приводом вращения обоймы и корпуса. Зубчатые шестерни дифференциальной передачи, расположенные в обойме, соединены с зубчатыми шестернями передачи, расположенными в корпусе, с возможностью регулировки их положения. Из-за расположения кольцевого инструмента под соответствующим углом подачи и благодаря приводам вращения инструмента, корпуса и обоймы происходит прокатка трубной заготовки на оправке. При этом заготовка получает поступательное перемещение без вращения или со скоростью вращения, близкой к нулю. 5 ил.
Ось KOAttteSofo калибра
Ось прокатки
го
Фиг. 2
Фие.
г-г
| КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU325055A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
