Изобретение относится к области сборочно-клепальных работ, в частности к клепальному оборудованию. Известны клепальные автоматы и установки отечественного и зарубежного производства, выполняющие высокоресурсное заклепочное соединение с использованием стержней методом прессовой клепки. Наиболее близкой по технической сущности к заявленной является клепальная установка, содержащая смонтированные на станине верхнюю и нижнюю силовые головки, верхняя из которых выполнена в виде оснащенного опорным элементом корпуса, в котором размещен механизм для сверления и зенкования отверстия в пакете склепываемых деталей и установки в него стержневой заклепки, механизм образования верхней потайной замыкающей головки и фрезерный шпиндель для зачистки выступающей над поверхностью пакета части верхней замыкающей головки заклепки, а нижняя силовая головка выполнена в виде корпуса с прижимным элементом и механизмом образования нижней замыкающей головки заклепки (Щетинин Г. М. и др. "Механизация образования соединений при сборке авиационных конструкций", 1987 г., с. 186-188).
Необходимым условием получения высокоресурсного соединения является создание натяга по всей толщине склепываемого пакета и в зоне зенкованного гнезда в результате раздачи стержня под действием осевой силы при расклепывании. Прямая зависимость между величиной натяга и величиной прилагаемого усилия приводит к ограничению возможности создания соединений любых параметров. Поэтому на известных установках можно получить соединения с максимальным диаметром стержня 8 мм на американских и 9 мм на отечественных с максимально развиваемым усилием до 200 кН (20000 кгс).
Использование этих установок для постановки в изделие стержней большего диаметра (d = до 15 мм) и требуемом при этом усилии порядка 380 - 400 кН (40 000 кгс) не представляется возможным.
В то же время создание новых установок такой мощности технически нецелесообразно и экономически не оправданно из-за чрезмерной металлоемкости, больших энергозатрат и сложности систем управления.
Техническая задача предлагаемого изобретения - обеспечение требуемой величины натяга, а также условий надежности и ресурса соединения, выполняемого стержнями в два раза большего диаметра на существующем оборудовании с имеющимися энергомощностями путем создания условий, при которых происходит последовательное деформирование материала стержня сначала только части, находящейся внутри пакета с усилием, в два раза меньшим, чем потребовалось бы при свободной осадке традиционным способом, исключая при этом образование замыкающих головок, а затем - деформирование выступающих из пакета частей стержня способом, отличным от прессового, со значительно меньшим усилием, как, например, раскаткой.
Задача решается тем, что каждая силовая головка снабжена механизмом создания замкнутого по диаметру стержня заклепки пространства в зоне, выступающей из склепываемого пакета части стержня заклепки, и механизмом образования радиального натяга в цилиндрической части отверстия склепываемого пакета, при этом механизм создания замкнутого по диаметру стержня заклепки пространства выполнен в виде разъемной цилиндрической втулки, плоскости разъема которой проходят через ее ось, а внутренний диаметр равен диаметру стержня заклепки, и цангового зажима с наружным конусом, установленного с возможностью взаимодействия с наружной поверхностью втулки, а механизм образования радиального натяга выполнен в виде пуансона для осадки стержня заклепки, установленного с возможностью перемещения в полости разъемной цилиндрической втулки, при этом один конец упомянутой втулки механизма создания замкнутого пространства верхней силовой головки выполнен соответствующим по форме зенкованному гнезду под верхнюю потайную замыкающую головку заклепки, а механизм образования верхней потайной замыкающей головки и механизм образования нижней замыкающей головки выполнены в виде раскатных патронов с инструментом в виде профильного раскатника.
Сущность изобретения поясняется чертежами, где:
на фиг. 1 представлена последовательность выполнения операций технологического процесса получения высокоресурсного соединения стержнями на предлагаемом оборудовании:
а - сжатие обрабатываемого пакета изделия 1 между втулкой 2 верхнего прижимного элемента и втулкой S нижнего прижимного элемента;
б - сверление и зенкование отверстия комбинированным инструментом - сверлом-зенковкой 4;
в - вставка стержня 5 в просверленное отверстие и установка в рабочее положение верхнего 6 и нижнего 7 клепальных пуансонов для осадки стержня заклепки;
г-д - установка разъемных втулок (фильер) нижних 8 на стержне и верхних 9 в зенкованное гнездо;
е - "запирание" цанговых зажимов 10 шпинделей верхнего и нижнего 11 на наружный конус пинолями 12 и 13 и осадка стержня пуансонами 6 и 7 с раздачей стержня в материале пакета;
ж-з - отвод разъемных втулок от стержня и зенкованного гнезда, отвод пуансонов из зоны клепки;
и - образование методом раскатки потайной 14 и выступающей 15 замыкающих головок заклепки раскатниками 16 и 17;
к - зачистка (торцевое фрезерование) выступающей части потайной головки фрезой 18;
л - отвод прижимных втулок от поверхности пакета;
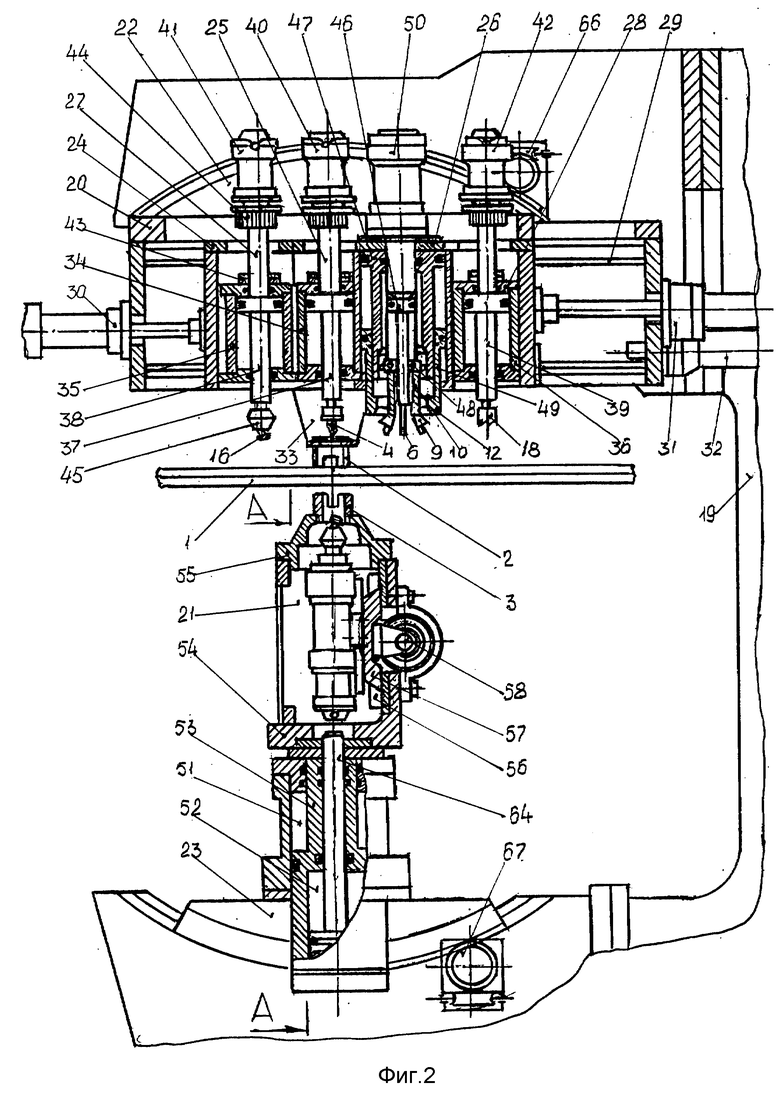
на фиг. 2 - верхняя и нижняя силовые головки клепальной установки в разрезе;
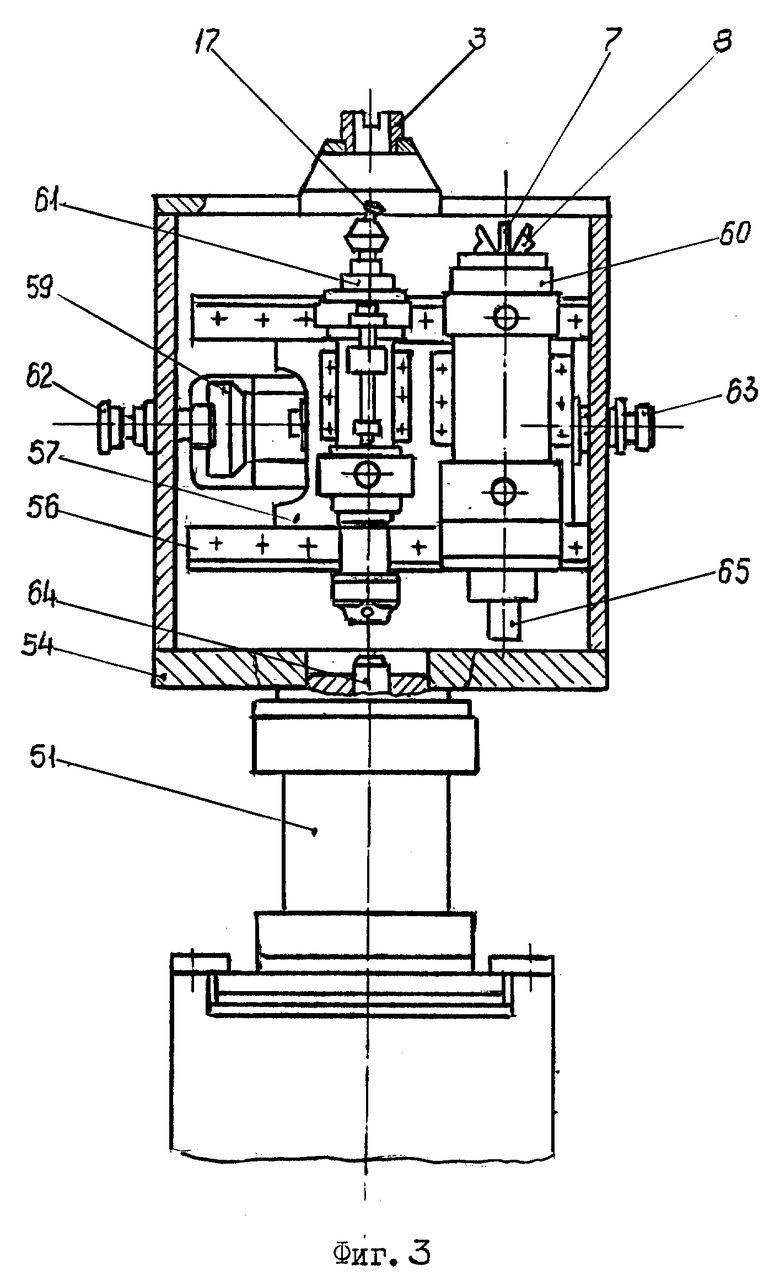
на фиг. 3 - нижняя силовая головка в разрезе по сечению А-А фиг. 2.
Установка содержит смонтированные на станине 19 соосно одна относительно другой верхнюю 20 и нижнюю 21 силовые головки.
Головки закрепляются на каретках 22 и 23, расположенных в криволинейных направляющих с центром в точке постановки стержня, для выравнивания оси клепки по нормали к поверхности обрабатываемого изделия неплоской формы.
Верхняя головка выполнена в виде передвижного блока 24 с расположенными в ней сверлильно-зенковальным шпинделем 25, блоком механизмов осадки стержня со стороны верхней потайной головки 26, раскатного шпинделя 27 и шпинделя 28 для зачистки.
Блок перемещается по прямолинейным направляющим 29 системой гидроцилиндров 30, 31, 32 с позиционным управлением.
На корпусе головки расположен кронштейн 33 с опорной втулкой 2 верхнего прижимного элемента.
Сверлильно-зенковальный, раскатной и зачистной шпиндели выполнены в виде гидравлических цилиндров 34, 35, 36, внутри штоков которых смонтированы в шарикоподшипниковых опорах пиноли 37, 38, 39, имеющие посадочные гнезда для инструментов в одном конце пиноли, и другим концом соединенные с приводами вращений, как, например, электродвигателями 40, 41, 42.
Ходы пинолей регулируются посредством жестких упоров 43, установленных на корпусах гидроцилиндров и настроечных гаек 44, расположенных на штоках.
В посадочные гнезда пинолей устанавливаются сверло-зенковка 4, торцевая специальной конструкции фреза 18 и раскатной патрон 45 с раскатником 16.
Блок механизмов 26 для осадки стержня со стороны потайной головки выполнен в виде телескопических гидравлических цилиндров, включающих цилиндр механизма вставки 46 с пуансоном 6, цилиндр 47 привода цанговых зажимов, шпиндель с цанговыми зажимами 10 и закрепленными в них разъемными втулками 9, а также смонтированными на нем копирным устройством 48 и пружинами возврата втулок при установке их в исходное положение, цилиндр 49 с пинолью 12 для запирания на наружный конус цанговых зажимов, силовой цилиндр 50 для осадки стержня.
Нижняя клепальная головка выполнена в виде двух расположенных один в другом гидравлических цилиндров 51 и 52.
Цилиндр 51 для сжатия собираемого изделия, на штоке 53 которого закреплен нижний прижимной элемент, состоящий из корпуса 54, коромысла 55 и втулки 3 нижнего прижима, установлен на каретке 23.
На корпусе 54 в направляющих 56 смонтирована передвижная каретка 57 с приводом вращения 58, выполненным в виде гидроцилиндра 59.
На корпусе установлены блок механизмов для осадки стержня со стороны выступающей замыкающей головки 60 с пуансоном 7, аналогичный по конструкции со всеми входящими элементами блоку 26 верхней головки, и раскатной шпиндель 61, аналогичный по конструкции раскатному шпинделю 27. Регулируемые упоры 62 и 63 фиксируют положение каретки 57, соответствующее установке в рабочую позицию блока механизмов 60 и раскатного шпинделя 61.
Цилиндр 52, расположенный внутри цилиндра 51, штоком 64 взаимодействует со штоком 65 блока механизмов 60 в рабочей позиции и далее с пуансоном 7 этого блока при осадке стержня.
Каретки 22 и 23 с установленными на них верхней и нижней силовыми головками перемещаются по криволинейным направляющим с помощью приводов 66 и 67.
Установка работает следующим образом.
Перед началом цикла обработки в рабочей позиции находится сверлильный цилиндр 25 верхней головки и блок механизмов 60 нижней головки. Каретка 57 установлена цилиндром 59 до контакта с упором 62. Синхронным поворотом кареток 22 и 23 с помощью приводов 66 и 67 оси этих шпинделей устанавливаются перпендикулярно поверхности изделия 1. Цикл начинается движением штока 53 цилиндра 51 нижней головки, в результате чего происходит сжатие соединяемых элементов пакета 1 между втулкой 2 верхнего прижимного элемента и втулкой 3 нижнего прижимного элемента с определенным заданным усилием (фиг. 1а).
Шпиндель 25 под действием цилиндра 34 опускается вниз, включая вращение пиноли 37 от электродвигателя 40, и в соответствии с заданной программой сверлом-зенковкой 4 в материале пакета образуется отверстие с зенкованным гнездом, глубина которого лимитируется контактом гайки 44 и упора 43 (фиг. 1б), шпиндель 25 возвращается в исходное верхнее положение и отводится из рабочей зоны перемещением блока 24 по направляющим 29 цилиндрами 30 и 31. На его место устанавливается блок механизмов 26. Одновременно пуансон 7 блока механизмов 60 занимает строго определенное, настраиваемое заранее положение по высоте по отношению нижней плоскости изделия 1. Это расстояние определяет расположение стержня в изделии при его установке и величины выступания концов стержня над поверхностями пакета сверху и снизу.
Движением штока цилиндра 46 и пуансона 6 происходит установка стержня 5 в просверленное отверстие до контакта стержня с торцoм пуансона 7 (фиг. 1в).
Диаметры пуансонов 6 и 7 равны диаметрам отверстия и стержня. Шток цилиндра 47, опускаясь вниз, взаимодействует со шпинделем цанговых зажимов и посредством копирного устройства 48 заводит цанговые зажимы 10 с установленными на них разъемными втулками 9 на пуансон 6 и выступающую часть стержня 5, соединяя их вместе и далее, преодолевая сопротивление возвратной пружины шпинделя, опускает соединенные втулки, двигаясь по пуансону и стержню, в зону зенкованного гнезда. Одновременно аналогичные действия выполняются с помощью цилиндра блока механизмов 60 нижней головки по отношению к выступающей снизу части стержня с той лишь разницей, что соединенные на пуансоне 7 и стержне втулки 8 поднимаются до контакта с поверхностью пакета (фиг. 1г и 1д).
В результате выступающие над поверхностью пакета части стержня оказываются в замкнутом пространстве между поверхностями охватывающих их втулок и торцами пуансонов 6 и 7. Срабатывает цилиндр 49, шток которого с пинолью 12, имеющей внутренний конус, опускаясь до контакта с наружным конусом цанговых зажимов 10, запирает их от раскрытия радиальными усилиями, возникающими при осадке стержня в результате его раздачи по диаметру. Запирание цанговых зажимов 11 осуществляется пинолью 13 блока механизмов 60 в той же последовательности (фиг. 1е).
Высоким давлением рабочих сред в цилиндрах 50 и 52, воздействуя на поршень цилиндра 46 и пуансон 6, с одной стороны, и через поршень 64 шток 65 и пуансон 7, с другой, происходит осадка стержня в отверстии пакета без раздачи его в зонах втулок (фиг. 1е). Обратным последовательным движением в цилиндрах блока 26 и аналогичных цилиндрах блока 60 вначале осуществляется отвод пинолей 12 и 13 от цанговых зажимов, далее вывод втулок 9 из зенкованного гнезда (от цилиндра 47) и отвод втулок 8 от пакета и, наконец, при дальнейшем ходе штоков этих цилиндров раскрытие цанговых зажимов возвратными пружинами. В завершение операции пуансоны 7 и 6 (от цилиндра 46) отходят от торцoв стержня (фиг. 1з).
Перемещением каретки 24 цилиндром 30 до упора цилиндра 32, а каретки 57 приводом 58 по направляющим 56 до упора 63 происходит установка в рабочую позицию раскатных шпинделей 27 и 61, после чего цилиндр 35 опускает вниз пиноль 38 с раскатным патроном 45, и поднимается пиноль шпинделя 61, при вращении которых от электродвигателей, в том числе 41, с определенно заданной подачей осуществляется образование потайной головки 14 раскатником 16 и выступающей головки 15 раскатником 17 (фиг. 1и).
После отвода раскатных шпинделей в исходное положение каретка 24 перемещается для установки в рабочую позицию зачистного шпинделя 28, а на нижней головке соответственно перемещением каретки 57 до упора 62 блока 60. Цилиндр 36 обеспечивает заданную подачу пиноли 39, а электродвигатель 42 запрограммированное число оборотов фрезы 18 для зачистки выступающей части потайной головки заподлицо с поверхностью пакета (фиг. 1к). Команда на отвод шпинделей в двух последних операциях поступает после контакта жесткого упора 43 и регулировочной гайки 44.
Отводом штока 53 цилиндра 51 происходит опускание корпуса 54 с коромыслом 55 и втулкой 3 в крайнее нижнее положение и разжатие детали 1 (фиг. 1л).
Применение предлагаемой установки возможно в тех отраслях машиностроения, где требуется получение высокоресурсных герметичных соединений при сборке конструкций из алюминиевых сплавов.
Использование предлагаемой установки позволяет вдвое снизить энергозатраты при создании сборных конструкций, в т.ч. летательных аппаратов, за счет снижения усилия для получения натяга в соединении, повысив при этом стабильность качества и обеспечив равномерное распределение натяга по всей толщине пакета, включая зону зенкованного гнезда.
Пример. Существующее оборудование позволяет получить соединение с натягом от 0,8 до 1,5% по толщине пакета для стержней диаметром 8 мм с усилием 160 кН (16000 кгс). Для стержней большего диаметра (порядка 15 мм) требуется усилие 380 - 400 кН (38000 - 40000 кгс).
Предлагаемая установка позволяет получить соединение с равномерным по толщине пакета натягом 1,5 - 1,8% для стержней диаметром 11,1 мм (7/16'') с усилием 160 кН (16000 кгс), а для стержней диаметром 14,3 мм (9/16'') с усилием 200 кН (20000 кгс). Осевое усилие при образовании замыкающих головок раскаткой составляет соответственно 50 кН (5000 кгс) и 70 кН (7000 кгс).
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕПАЛЬНАЯ УСТАНОВКА | 1999 |
|
RU2150345C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ВЫСОКОРЕСУРСНЫХ СОЕДИНЕНИЙ СТЕРЖНЕВЫМИ ЗАКЛЕПКАМИ | 1998 |
|
RU2138359C1 |
| Сверлильно-клепальный автомат | 1990 |
|
SU1779459A1 |
| Автоматическая клепальная установка | 1979 |
|
SU895587A1 |
| Клепальная установка | 1976 |
|
SU618171A2 |
| АВТОМАТИЧЕСКАЯ КЛЕПАЛЬНАЯ МАШИНА | 1993 |
|
RU2106926C1 |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНОЕ УСТРОЙСТВО | 2023 |
|
RU2801502C1 |
| Клепальная установка | 1973 |
|
SU487706A1 |
| Способ образования заклепочного соединения | 1985 |
|
SU1338955A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1991 |
|
RU2007251C1 |
Установка относится к сборочно-клепательным работам и может быть использована при получении высокоресурсных заклепочных соединений стержневыми заклепками. На станине смонтированы верхняя и нижняя силовые головки. Верхняя головка представляет собой корпус, в котором соединены механизм для сверления и зенкования отверстия в склепываемом пакете и установки в него стержневой заклепки, механизм образования верхней замыкающей головки и шпиндель для ее зачистки. Нижняя головка выполнена в виде корпуса с прижимным элементом и механизмом образования нижней замыкающей головки. Каждая силовая головка имеет механизм создания замкнутого по диаметру стержня заклепки пространства в зоне части стержня заклепки, выступающей из пакета, и механизм образования радиального натяга в цилиндрической части отверстия. Первый из указанных механизмов выполнен в виде разъемной цилиндрической втулки и цангового зажима с наружным конусом. Один конец упомянутой втулки соответствует по форме зенкованному гнезду под головку заклепки. Второй механизм представляет собой пуансон для осадки стержня заклепки, перемещаемый в полости разъемной втулки. Образование замыкающих головок заклепок обеспечивается раскатными головками с инструментом в виде профилированного раскатника. В результате обеспечивается возможность клепки заклепками увеличенного диаметра с получением требуемых величины натяга и ресурса соединения. 3 ил.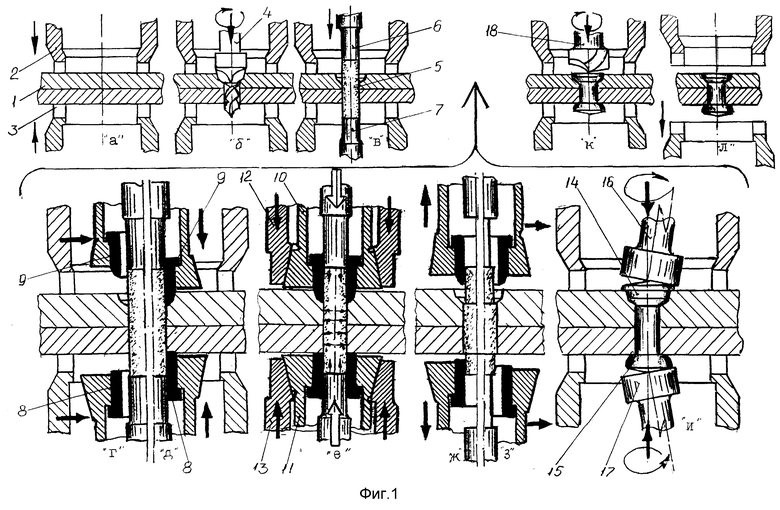
Клепальная установка, содержащая смонтированные на станине верхнюю и нижнюю силовые головки, верхняя из которых выполнена в виде оснащенного верхним прижимным элементом корпуса, в котором размещены механизм для сверления и зенкования цилиндрического отверстия в пакете склепываемых деталей и установки в него стержневой заклепки, механизм образования верхней потайной замыкающей головки и шпиндель для зачистки выступающей над поверхностью пакета части верхней замыкающей головки заклепки, а нижняя силовая головка выполнена в виде корпуса с прижимным элементом и механизмом образования нижней замыкающей головки, отличающаяся тем, что каждая силовая головка снабжена механизмом создания замкнутого по диаметру стержня заклепки пространства в зоне выступающей из склепываемого пакета части стержня заклепки и механизмом образования радиального натяга в цилиндрической части отверстия склепываемого пакета, при этом механизм создания замкнутого по диаметру стержня заклепки пространства выполнен в виде разъемной цилиндрической втулки, плоскости разъема которой проходят через ее ось, а внутренний диаметр равен диаметру стержня заклепки, и цангового зажима с наружным конусом, установленного с возможностью взаимодействия с наружной поверхностью втулки, а механизм образования радиального натяга выполнен в виде пуансона для осадки стержня заклепки, установленного с возможностью перемещения в полости разъемной цилиндрической втулки, при этом один конец упомянутой втулки механизма создания замкнутого пространства верхней силовой головки выполнен соответствующим по форме зенкованному гнезду под верхнюю потайную замыкающую головку заклепки, а механизм образования верхней потайной замыкающей головки и механизм образования нижней замыкающей головки выполнены в виде раскатных головок с инструментом в виде профилированного раскатника.
| Щетинин Г.М | |||
| и др | |||
| Механизация образования соединений при сборке авиационных конструкций | |||
| - М.: Машиностроение, 1987, с.186 - 188 | |||
| Установка для безударной клепки стержневых заклепок | 1980 |
|
SU941003A1 |
| Устройство для двусторонней клепки | 1973 |
|
SU461782A1 |
| 0 |
|
SU84721A1 | |
| СВЕРЛИЛЬНО-КЛЕПАЛЬНЫЙ АВТОМАТ | 0 |
|
SU220010A1 |
| GB 1434573 A, 05.05.76 | |||
| US 3557442 A, 26.01.71 | |||
| US 5037020 A, 06.08.91. | |||

