Изобретение относится к машиностроению, в частности к производству гибких металлорукавов сильфонного типа с наружной многослойной силовой оплеткой, которые могут широко использоваться в гидросистемах транспортных, химических, энергетических и других установок.
Цель изобретения - расширение тех- ю требуемым усилием, после чего осу.нологических возможностей за счет обеспечения натяжения многослойной оплетки гибкого металлорукава при ее монтаже.
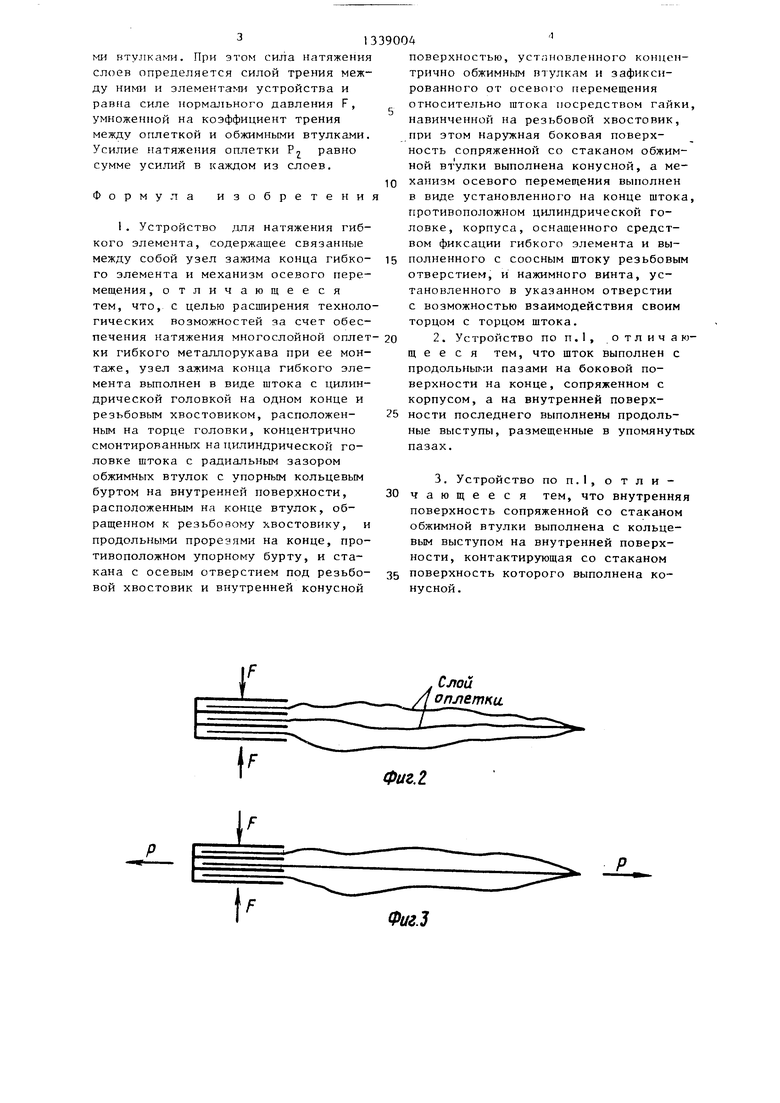
На фиг.1 изображено устройство для натяжения гибкого элемента, продольный разрез; на фиг.2 - 5 этапы натяжения слоев оплетки.
Устройство содержит шток 1 с цилиндрической головкой 2 на конце и резьбовым хвостовиком 3. Концентрич- но головке 2 установлены обжимные втулки 4, имеющие кольцевой упорный бурт 5 и продольные прорези 6, образующие упругие лепестки. Количество обжимных втулок 4 соответствует количеству слоев оплетки, а величина радиального зазора между втулками соответствует толщине слоя оплетки. Концентрично обжимным втулкам установлен 30 монтируется.
стакан 7 с конусной внутренней поверхностью 8, которая контактирует с соответствующей конусной поверхностью кольцевого выступа 9 на наружной обжимной втулке 4. Крепление стакана 7 на щтоке осуществляется гайкой 10, навинченной на резьбовой хвостовик 3. Затяжка гайки 10 регламентированная и определяется в зависимости от требуемого усилия защемления слоев оплетки между обжимными втулка№1 4.
На противоположном конце штока установлен корпус 11 с резьбовым
отверстием, соосным штоку, в котором 45 ослаблены (фиг.З). При увеличении
установлен нажимной винт 12, взаимодействующий своим торцом с торцом штока.
На боковой поверхности штока выполнены продольные пазы 13, а на внутренней поверхности корпуса соответствующие упомянутым пазам выступы 14, обеспечивающие фиксацию корпуса от углового перемещения относительно штока. Корпус также оснащен средством фиксации отметки, вьшолнен- ным в виде разъемного хомута 15 и наконечника 16.
50
55
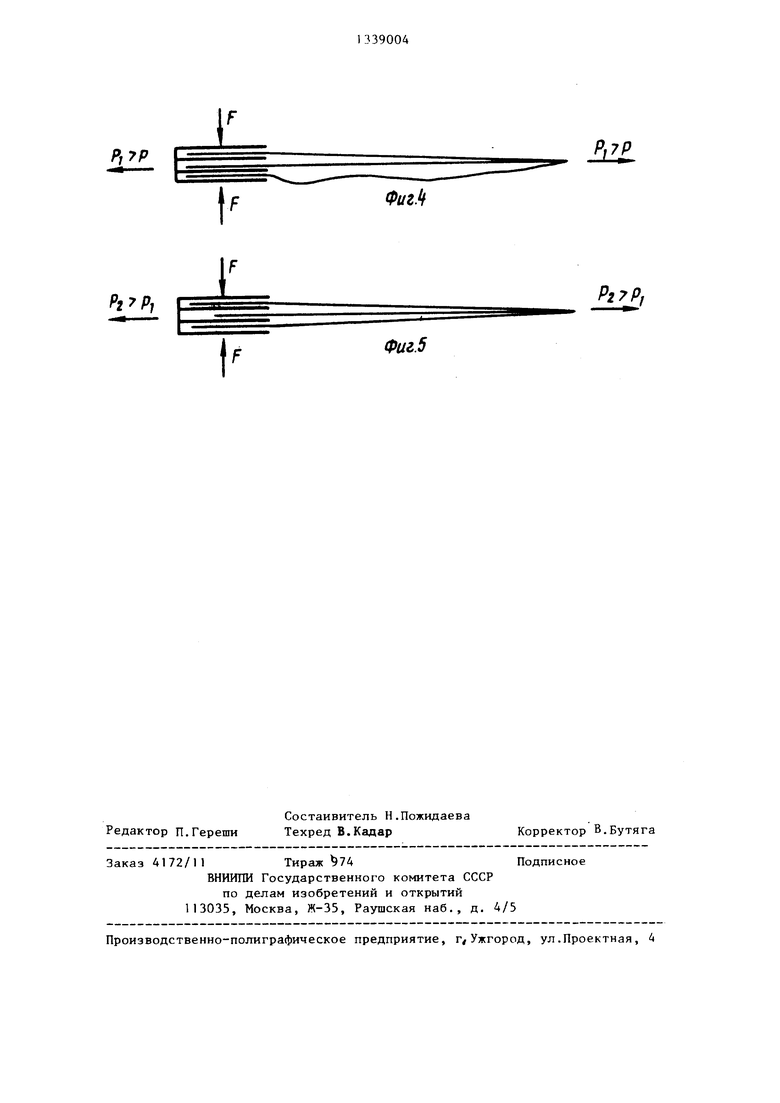
силы Р происходит проскальзывание конца натянутого слоя , пока не на тянется следующий по длине слой (фиг.4).
Увеличение усилия Р происходит, пока все слои оплетки не натянутся (фиг.5). Для обеспечения гарантиро ванного натяжения каждого слоя опл ки производят дальнейшее yвeJПiчeни силы Р, пока проскальзывание оплет не будет равно 3-5 мм. Эта величин гарантирует проскальзывание всех слоев оплетки между сжатыми обжимн
Гибкий металЕлорукав состоит из сильфона 17, многослойной оплетки 18 и муфт 19 и 20.
Устройство работает следующим образом.
Концы многослойной оплетки устанавливают между Ьбжимными втулками и в корпусе затягивают гайку 10 с
ществляют ввинчивание нажимного винта 12 в резьбовое отверстие корпуса 11. При этом усилие от нажимного винта передается на оплетку через шток, его цилиндрическую головку и обжимные втулки 4. Ввинчивание нажимного винта 12 производится до заданного технологическим процессом смещения (проскальзывания) слоев оплетки в зазоре между обжимными втулками в осевом направлении. Достаточно ограничиться смещением, равным 3-5 мм. При этом каждый слой получает индивидуальное натяжение, которое определяется усилием трения слоев оплетки о поверхности обжимных втулок. Не снимая натяжения, производится редиальное обжатие оплетки муфтой 20, после чего устройство деПроцесс натяжения слоев оплетки можно представить в виде нескольких последовательных этапов (фиг.2-5). На фиг.2 представлен элемент многослойной оплетки, слои которой с одного конца скреплены между собой неподвижно, а с второго защемлены усилием F. Каждый из слоев имеет произвольные длину и расположение.
После приложения растягивающего усилия Р происходит удлинение оплетки, пока один из слоев (самый короткий) не натянется до прямолинейного состояния. Остальные слои при этом
0
5
силы Р происходит проскальзывание конца натянутого слоя , пока не натянется следующий по длине слой (фиг.4).
Увеличение усилия Р происходит, пока все слои оплетки не натянутся (фиг.5). Для обеспечения гарантированного натяжения каждого слоя оплетки производят дальнейшее yвeJПiчeниe силы Р, пока проскальзывание оплетки не будет равно 3-5 мм. Эта величина гарантирует проскальзывание всех слоев оплетки между сжатыми обжимными втулками. При этом сила натяжения слоев определяется силой трения между ними и элементами устройства и равна силе нормального давления F, умноженной на коэффициент трения между оплеткой и обжимными втулками. Усилие натяжения оплетки Р, сумме усилий в каждом из
равно слоев.
Формула изобретени
1. Устройство для натяжения гибкого элемента, содержащее связанные между собой узел зажима конца гибко- го элемента и механизм осевого перемещения , отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения натяжения многослойной оплет ки гибкого металлорукава при ее монтаже, узел зажима конца гибкого элемента выполнен в виде штока с цилиндрической головкой на одном конце и резьбовым хвостовиком, расположен- ным на торце головки, концентрично смонтированных на цилиндрической головке штока с радиальным зазором обжимных втулок с упорным кольцевым буртом на внутренней поверхности, расположенным на конце втулок, обращенном к резьбояому хвостовику, и продольными прорезями на конце, противоположном упорному бурту, и стакана с осевым отверстием под резьбо- вой хвостовик и внутренней конусной
поверхностью, установленного концентрично обжимным втулкам и зафиксированного от осевого перемещения относительно штока посредством гайки, навинченной на резьбовой хвостовик, при этом наружная боковая поверхность сопряженной со стаканом обжимной втулки выполнена конусной, а механизм осевого перемещения выполнен в виде установленного на конце щтока, противоположном цилиндрической головке, корпуса, оснащенного средством фиксации гибкого элемента и выполненного с соосным штоку резьбовым отверстием, и нажимного винта, установленного в указанном отверстии с возможностью взаимодействия своим торцом с торцом штока.
2.Устройство по п. 1 , отличающееся тем, что шток выполнен с продольньп ;и пазами на боковой поверхности на конце, сопряженном с корпусом, а на внутренней поверхности последнего выполнены продольные выступы, размещенные в упомянутых пазах.
3.Устройство по п.I, о т л и - чающееся тем, что внутренняя поверхность сопряженной со стаканом обжимной втулки выполнена с кольцевым выступом на внутренней поверхности, контактирующая со стаканом поверхность которого выполнена конусной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Четырехвалковая машина для гибки гофрированного листового материала | 1990 |
|
SU1802732A3 |
| ПАКЕР | 1999 |
|
RU2165004C2 |
| Разъемное соединение рукава высокого давления | 1985 |
|
SU1357652A1 |
| ВЫСОКОТЕМПЕРАТУРНАЯ МУФТА КАБЕЛЬНОГО ВВОДА ДЛЯ ПОГРУЖНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2015 |
|
RU2588608C1 |
| СПОСОБ СБОРКИ МЕТАЛЛОРУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 1985 |
|
SU1261383A1 |
| СПОСОБ КРЕПЛЕНИЯ ДЕТАЛЕЙ ТРАНСПОРТНЫХ СРЕДСТВ, ПРЕИМУЩЕСТВЕННО СТОЙКИ СТАБИЛИЗАТОРА ПОПЕРЕЧНОЙ УСТОЙЧИВОСТИ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2614162C1 |
| Устройство для натяжения гибкого элемента передачи | 1988 |
|
SU1714254A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| ГРУЗОНЕСУЩАЯ МУФТА ДЛЯ ПОГРУЖНОЙ УСТАНОВКИ | 2015 |
|
RU2610965C1 |
| Вентиль тонкой регулировки | 1981 |
|
SU996782A1 |
Изобретение относится к машиностроению, в частности к устройствам для натяжения гибкого элемента, ис- пoльзye nлм при сборке гибких метал- лорукавов сильфонного типа с наружной многослойной оплеткой. Целью изобретения является расширение технологических возможностей устройства. Для этого оно содер кит узел зажима конца гибкого элемента в виде штока 1 с цилиндрической головкой 2 и резьбовым хвостовиком 3 и концентрично установленных обжимных втулок (ов) 4, установленных на цилиндрической головке. ОВ 4 имеют продольные прорези 6 и упорный бурт 5. На наружной ОВ, имеющей кольцевой выступ 9 с конусной по верхностью, установлен стакан 7 с конусной внутренней поверхностью. Устройство оснащено также механизмом осевого перемещения гибкого элемента в виде нажимного винта 12, ввернутого в резьбовое отверстие корпуса 11 и взаимодействующего с торцом штока. После установки одного конца гибкого элемента, т.е. многослойной оплетки 18, в узле зажима и закрепления второго конца в корпусе 11осуществляют ввинчивание винта 12в резьбовое отверстие до заданного технологическим процессом смещения слоев оплетки в зазоре между ОВ 4. При этом каждый слой получает натяжение, которое определяется усилием трения слоев о поверхность обжимных втулок. 2 з.п. ф-лы. 5 ил. (С (Л 1 171813 19 Iff 1S 11 со СА СО О
Слой оплетки.
Фиг.З
Л7Р
Фиг.
PZTP,
Фиг.5
Редактор П.Гереши
Состаивитель Н.Пожидаева Техред В.Кадар
Заказ 4172/11 Тираж 74Подписное
ВНИИПИ Государствеиного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.. . в «. 1 ... ЯК |. . ...«|,.| ..|..«.
Производственно-полиграфическое предприятие, г/Ужгород, ул.Проектная, 4
Корректор В.Бутяга
| Стопорно-натяжное устройство для каната | 1973 |
|
SU486169A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
