1
И:зобретение относится к технологии обработки изделий из металлов, обеспечивающей повышение долговечности их работы, в частности создание износостойких поверхностей до)ожек качения подшипников, и является усовершенствованием изобретения по авт.св.№ 1059486.
Целью изобретения является повышение интенсивности и глубины диффузии бора из инструмента в деталь с более широкими возможностями управления процессом насьпцения, одно-временным повышением производительности и С шжением шероховатости обработанной поверхности.
Цель достигается термоциклирова- нием теплового режима в пятне контакта за счет прерывистой конструкции рабочей поверхности абразивного инструмента. В процессе термо.1;иклиро- вания создается переменный тепловой режим в пятне контакта в определенном диапазоне температур нагрева и охлаждения контактируемой поверхности, который усиливает насыщение поверхности. Заданная ширина абразивного элемента инструмента и давление, оказываемое им на обрабатываемую поверхность, обеспечивают определенную интенсивность теплового потока в деталь, а ширина безабразивного промежутка - определенную интенсивность охлаждения нагретого участка детали, при этом создаваемый режим термоциклирования в пятне контакта интенсифицирует диффузию бора в деталь и обеспечивает возможность управления этим процессом с помощью конструктивных параметров абразивных и безабразивных промежутков. Необходимое пятно контакта обеспечивается проведением процесса финишной обработки при давлении инструмента на изделие в пределах 12-24 кг/см . В таблице приведены результаты реализации способа при давлении на абра- зивнь1Й инструмент, равном 16 кг/см , и пятне контакта с длиной А, равной 10 мм, и шириной В, равной 10 мм.
Для черновой и чи-стовой доводок д рожек качения подшипников на основании экспериментальных данных рекомедуется шлифшкурка с шириной абразивных участков а 0,5 - 3,0 мм, шаго
394392
абразивных участков t,0-5,0 мм, коэффициентом нанесения К, 0,5- 0,8, где Кц - коэффициент нанесении : шлифматериала, гтредставляющий отношение площади, покрытой абразивом, к рабочей плошади инструмента.
Предлагаемый способ может быть осуществлен со следующими режимами: И) Частота вращения кольца
Частота двойных качаний
Радиальное дав- 1Г1ление
Время обработки СОЖ масло И
2000-4000 об/мин
400-900 с
20
30
35
12-24 кг/см 8 - 10 с
12 + 3- 4% олеиновой кислоты
Износостойкость упрочненного слоя определяют по методике ВНИИППа, предусматривающей последовательное истирание рабочей поверхности кольца подшипника шлифшкуркой при определенных режимах.
Способ обеспечивает повышение износостойкости рабочей поверхности колец в 3 - 3,5 раза и долговечности подшипников в 3,5 - 4,5 раза при их эксплуатации, повышение производительности на 20 - 30% и уменьшение шероховатости на 30 - 40% при обработке , а при изготовлении инструмента - экономию 30 - 50% дорогоcтoяш x материалов.
Формула изобретения
Способ получения износостойкой поверхности по авт.св. № 1059486, тличающийся тем, что, с целью повышения качества поверхнос- ти путем обеспечения термоциклирования тецлового потока в процессе финишной обработки 5 в качестве абра- зивного инструмента берут абразивную шкурку с прерывисто расположеннрлми абразивными участками, содержащими 10-30% карбида бора при условии
а (0,5-3,0) мм; t (1,0-5,0) мм,
где а - ширина абразивных участков; t - шаг расположения абразивных
участков,
при этом, величину давления в про- цессе обработки выбирают в 1тределах 12-24 кг/см .
375 600 16
375 600 16
375 600 16
375 600 16
Редактор И.Шулла
Составитель В.Воробьев Техред М. Ходанич
Заказ 4213/33 Тираж 776 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Проигэводстг енно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
10
0,05
15
0,04
1,5
20 0,046
2,5
12
0,08
Корректор А.Зимокосов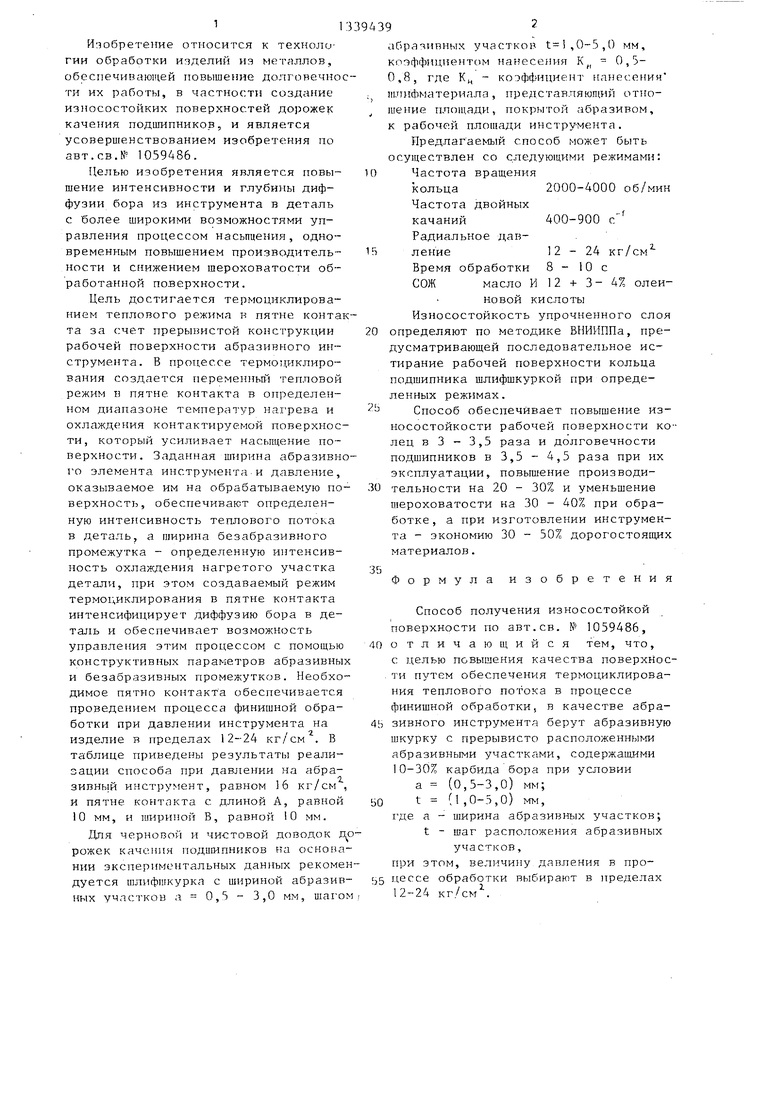
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения износостойкой поверхности | 1982 |
|
SU1059486A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВЫСЕВАЮЩЕГО ДИСКА ДЛЯ ПНЕВМАТИЧЕСКОГО ВЫСЕВАЮЩЕГО АППАРАТА | 2012 |
|
RU2510318C2 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ ДОВОДКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ ПОДШИПНИКОВ | 2001 |
|
RU2213652C2 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| СПОСОБ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ ПОДШИПНИКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2207943C2 |
| Ручной абразивный инструмент для заточки режущих кромок | 2015 |
|
RU2607392C2 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| Способ изготовления абразивно-алмазного инструмента | 1982 |
|
SU1090544A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ ЦИЛИНДРА | 2001 |
|
RU2226146C2 |
Изобретение относится к технологии обработки изделий из металлов, .обеспечивающей повышение долговечности их работы, в частности создание износостойких поверхностей дорожек качения подшипников. Цель изобретения - повысить качество поверхности изделия путем максимального насыщения ее бором в процессе обработки. Обработку ведут абразивной шкуркой с прерывистой абразивной поверхностью, ширина участков которой и шаг их расположения выбирается с учетом обеспечения оптимального пятна контакта инструмента и детали. Последнее обеспечивается ведением процесса финишной обработки с использованием давления в пределах 12-24 кг/см . 1 табл. 
| Способ получения износостойкой поверхности | 1982 |
|
SU1059486A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
