11340839
Изобретение относится к прокатному производству и может быть исполь.ю- вано при получении листов для офсетной печати.. ,
Целью изобретения является повышение качества листов путем создания изотропной шероховатости их поверхности.
Сущность изобретения состоит в ю следующем.
Для офсетного листа требуется высокое качество отделки поверхности с шероховатостью R|,0,16-0,45 мкм.
ента изотропности шероховатости лис тов. Для компенсации влияния обжати в первом проходе , на неличину обж тия во втором проходе f,, в приведен ную Bbmie зависимость вводится коэффициент пропорциональности К. Зависимость коэффициента пропорциональности от величны обжатия в первом проходе установлена экспериментальн при прокатке на одних и тех же валках с варьированием величины обжати в первом и втором проходах.
П р и м е р. Холоднокатаную отож
При холодной прокатке, смотке в руло- 15 женную полосу размером 0,5x1150 мм
ны на поверхности полос образуются механические повреждения (царапины, надавы, риски и т.п.), которые не допускаются на готовых листах. Для устранения этих дефектов при дрессировке в первом проходе с обжатием Е,0,4-1,0% применяют валки с шероховатостью ,8-1,6 мкм. Качество поверхности готовых л истов определяется параметрами дрессировки: шерохо- ватостью поверхности валков и величиной обжатия. Для получения листа с шероховатостью К.0,16-0,45 мкм требуется определенное соотношение между обжатием и шероховатостью поверхности рабочих валков, причем чем ниже по- ;казатель шероховатости поверхности валков Rg-, применяемых во втором проходе, тем больше дается обжатие для обеспечения изотропной шероховатости поверхности листов. При более высокой шероховатости поверхности валков обжатие во втором проходе устанавливают ниже, так как при более высоких обжатиях увеличивается течение металла вдоль направления прокатки и возрастает величина опережения.
Таким образом, для получения листа с изотропной шероховатостью поверхности необходимо устанавливать обжатие во втором проходе обратно пропорционально величине шероховатости поверхности валков R-. согласно
зависимости:
я -р tl-tlR
К.
Коэффициент пропорциональности К зависит от величины обжатия в первом проходе. Поскольку взаимосвязь между i и выражается прямолинейной зависимостью, то при прочих рггвных условиях с ростом увеличивается , что приводит к уменьшению коэффициента изотропности шероховатости листов. Для компенсации влияния обжатия в первом проходе , на неличину обжатия во втором проходе f,, в приведенную Bbmie зависимость вводится коэффициент пропорциональности К. Зависимость коэффициента пропорциональности от величны обжатия в первом проходе установлена экспериментально при прокатке на одних и тех же валках с варьированием величины обжатия в первом и втором проходах.
П р и м е р. Холоднокатаную отож
из стали 08 пс, свернутую в рулон, устанавливают на разматыватель дрессировочного стана 1700. Полосу прокатывают на дрессировочном стане в валках с шероховатостью R 1,2 мкм с относительным обжатием g 0,8%. Затем в клеть заваливают валки с шероховатостью Ry 0,20 мкм. Относительное обжатие во втором проходе определяется согласно зависимости:
f f --i 2 С-, р -
и.
5tlo- 5 2,4%
При опробовании предлагаемого способа в первом проходе применяли валки с шероховатостью ,8-1,6 мкм, а во втором - Rq 0,15-0,25 мкм.
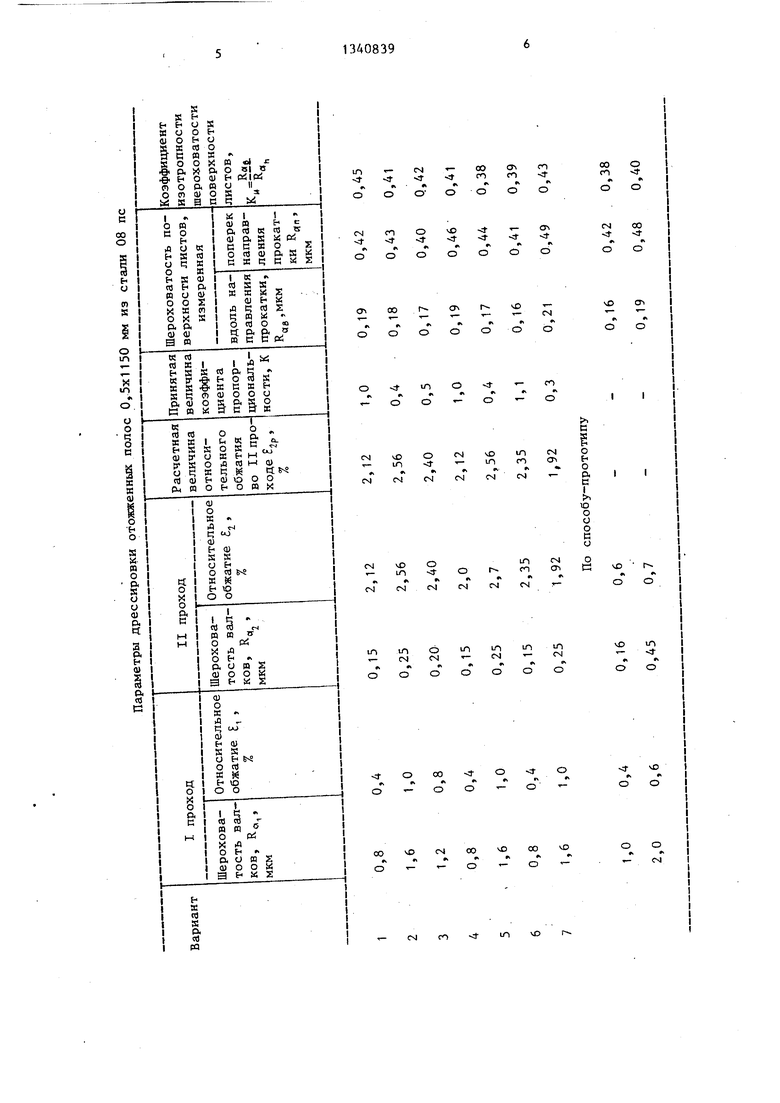
Способ иллюстрируется другими примерами, результаты выполнения которых приведены в таблице.
Для определения влияния величины относительного обжатия во втором проходе на качество поверхности листов изменяли величину обжатия во втором проходе при неизменной шероховатости валков, относительного обжатия в первом проходе и шероховатости валков во втором проходе.
Установлено, что при отклонении величины обжатия во втором проходе от расчетной качество поверхности листов снижается (вариант 4-7 таблицы) .
При обжатии во втором проходе меньшем расчетной величины (вариант 4) наблюдалось недопустимое увеличение шероховатости поверхности листов Rj, 0,46 мкм, при обжатии, превьш1аю дем расчетную величину (вариант 5), шероховатость листов не удовлетворяла требован:ию по изотропности шероховатости (,38).
Во втором проходе при дрессировке можно применять валки с различной шероховатостью, например верхний - полированныи, нижний - с насеченной поверхностью. Устанавливаемое при этом обжатие рассчитывается исходя из величины шероховатости верхнего полированного валка.
Для получения цветной и специальной печатной продукции требуется, лис с изотропной шероховатостью с коэффициентом изотропности не ниже 0,40. При опробовании предлагаемого спосо- ба 87% полученных листов удовлетворяет требованиям по изотропности ше- роховатости поверхности.
Формула изобретения Способ дрессировки листов для офсетной печати, включающий деформацию за два прохода в валках с насеченной рабочей поверхностью и затем в поли
где , - R -
рованньпс валках, отличающий- с я тем, что, с целью повьшения качества листов путем создания изотропной шероховатости их поверхности, прокатку во втором проходе осуществляют с величиной относительного обжатия равной
f f -1.
Cj ч n
К,
относительное обжатие в первом проходе (0,4-1,0%); шероховатость поверхности валков, применяемых в первом проходе (,8-1,6 мкм); шероховатость поверхности валков, применяемых во втором проходе (RC, 0,15- 0,25 мкм); коэффициент пропорциональности (К 0,4-1,0).
-
flV
О
ГЧ
)
00
го
CTi
m
ГО
00
ГО
О Г
я -
о t
VO
- -
ОЧ
CN
)
00 -
ОО , fVt«ч
о о
Оч
о
- CN
чО
1
о
01
|
о
о «- л«v
о-гго
м
о
чО
Ю
CVJ
о оCN
гд
п
CN
4D to
CN
in
ГО
сч
о
Ю
CS
о
LO fO
CM
CTi
о
EH
о а к
I.
ю о о о
о
ё
(N гЧО
«( О
о
лЛ сч
о
N
ю
«ч
о
LOЩ
CN U-ICN
v)Щ
О
о
О
К
00
91
о
-cf
ч
О
з- О
1% ft
О
чО
ЧО
CS 00 чО
#чмп
г-о-
со
t
о
О о
IT-CSJ
(N
vO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения листов для офсетнойпЕчАТи | 1979 |
|
SU835536A1 |
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| СПОСОБ ДРЕССИРОВКИ ОТОЖЖЕННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2011 |
|
RU2464115C1 |
| Способ прокатки полос | 1987 |
|
SU1493340A1 |
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| Способ производства листов | 1984 |
|
SU1255224A1 |
| СПОСОБ ПРОИЗВОДСТВА IF-СТАЛИ | 2008 |
|
RU2366730C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| Способ прокатки листов | 1980 |
|
SU874236A1 |
| СПОСОБ ПОДГОТОВКИ К ТРАВЛЕНИЮ ГОРЯЧЕКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2183516C1 |
Изобретение относится к прокатному производству и может быть использовано при получении листов для офсетной печати с шероховатостью 0,16- 0,45 мкм. Цель изобретения - повьшение качества листов за счет создания изотропной шероховатости ее поверхности. Способ заключается в двухпроходной дрессировке предварительно отожженного металла. Первый проход проводят в валках с насеченной поверхностью с относительным обжатием 0,4-1,0%, а второй - в валках с полированной поверхностью, причем относительное обжатие во втором проходе определяют по заданной зависимости. 1 табл. i (Л со и 00 со со
| Способ регулирования процесса холодной прокатки полос в валках с шероховатой поверхностью | 1980 |
|
SU969339A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки шкур | 1921 |
|
SU312A1 |
| Темиртау, 1981. | |||
