1
Изобретение относится к прокатному произвЪдству и может быть использовано для получения листов для офсетной печати.
Для офсетного способа печати требуется высокоточный стальной холоднокатаный лист толш,иной 0,3-0,5 мм, шириной 420- 1400мм с бездефектной поверхностью 8-10 класса отделки и с механическими свойствами, позволяющими производить формовку при установке листа в офсетную машину.
Известны способы получения листов, по которым горячекатаные травленые рулоны прокатывают с одновременной подачей эмульсии на непрерывном тонколистовом четырехклетевом стане кварто холодной прокатки до толш;ины 0,31-0,5 мм, отжигают в колпаковых печах и транспортируют к дрессировочному одноклетевому стану кварто, дрессировку полос производят с обжатиями до 2% 1.
Недостаток такого способа состоит в том, что металл после дрессировки имеет недостаточную твердость, а это приводит к порче поверхности и изломам от действия изгибаюш,их нагрузок, снижаюш,им стойкость офсетных форм.
Известен также способ получения листов для офсетной печати из низкоуглеродистой конструкционной стали, по которому производят холодную прокатку, отжиг и вторую холодную прокатку (дрессировку), причем вторую холодную прокатку осуш.ег ствляют в валках с различной шероховатостью и с суммарным обжатием 1,5% 2. Однако листы после второй холодной прокатки вследствие малого наклепа пластичны и имеют твердость, не превышаюш,ую 50 ед. HRB. При выполнении отделочных операций и при использовании листов
у потребителя их поверхность легко поврежда ется, появляются изломы в местах концентрации изгибающих нагрузок, источником которых является масса листа или напор жидкости в гальванолинии.
Цель изобретения - повышеиие механических характеристик и уменьшение поверхностных дефектов листа.
Это достигается тем, что в известном способе получения листов для офсетной печати вторую холодную прокатку осуществляют с обжатием 10-45% и затем дополнительно производят обработку полосы знакопеременным изгибом с относительной деформацией 0,8-1,2%.
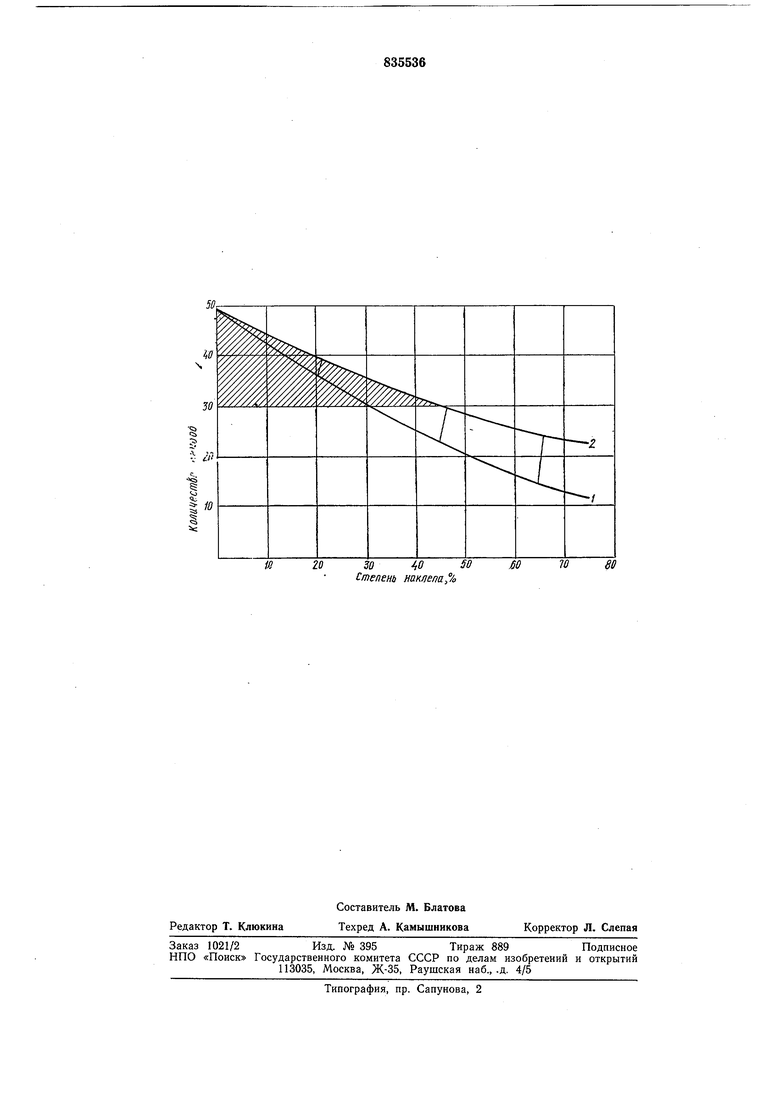
На чертеже изображены зависимости
числа гибов от величины обжатия (степени
наклепа) при прокатке в полосе обработкн
знакопеременным изгибом.
Пластичность листа для офсетной печатн определяется количеством гибов с перегибами в губках радиусом 2 мм. Установлено, что лист, выдерживающий 30 гибов с перегибом, соответствует требованиям, обеспечивающим достаточную формуемость металла при заправке формы в печатную машину.
Прочностные характеристики стали с увеличением обжатия возрастают, а пластичность уменьшается. При обжатии до 10% лист обладает высокой пластичностью, но недостаточной прочностью, и его поверхность легко повреждается. Кривая 1 на чертеже является зависимостью числа гибов от величины обжатия при второй прокатке, -из которой следует, что лист выдержит 30 гибов после прокатки с обжатием не более 30%. Обработка знакопеременным изгибом с деформацией 0,8-1,2% позволяет получить те же 30 гибов при обжатии до 45% (кривая 2), что обеспечит увеличение прочности листа без снижения пластичности ниже допустимой величины.
Исследованиями установлено, что при обработке знакопеременным изгибом с деформацией менее 0,8% не обеспечивается заметный рост пластичности листов, а при деформациях более 1,2% изменяется шероховатость листа, сформированная при второй прокатке, что приводит к снижению качества печатной продукции.
Пример. Низкоуглеродистая сталь в рулонах шириной 500-1500 мм с химическим составом (%): ,09; ,2-0,4; ,04; ,03; ,025; ,10; ,l; Си 0,15; ,05 со стана горячей прокатки транспортируют к травильному агрегату. После солянокислотного травления полосы подвергают первой холодной прокатке с относительным обжатием 60- 70%, в валках с шероховатостью Ra 3,0- 3,5 мкм, что снижает сваривание витков рулонов при отжиге. Прокатные полосы подвергают рекристаллизационному отжигу в колпаковых печах под муфелем при температуре 680- 730°С. Отожженные полосы прокатывают второй раз на четырехклетевом стане кварто до толщины 0,3-
0,5 мм с относительным обжатием 10-45% в валках с шероховатостью а 2,3 мкм, что обеспечит получение поверхнооуи листа с необходимыми характеристиками микропрофиля. После второй прокатки нагартованный металл имеет высокие прочностные, характеристики, но недостаточную пластичность. Для повышения пластичности такой металл подвергают обработке внакопеременным изгибом в роликоправильной машине с диаметром роликов 20-70 мм, количество роликов 25-50 штук. При этом величина относительной деформации составляет 0,8-1,2%. После обработки знакопеременным изгибом пластичность и плоскостность металла повышаются.
Технико-экономические преимущества предложенного способа состоят в том, что вторая холодная прокатка позволяет получать при обжатии 10-45% лист с высокой прочностью. Такой лист имеет меньше механических повреждений. Обработка знакопеременным изгибом позволяет повысить пластичность и плоскостность листа, что
приведет к увеличению тиражеустойчивости форм.
Формула изобретения
Способ получения листов для офсетной печати из низкоуглеродистой конструкционной стали, включающий холодную прокатку, отжиг, вторую холодную прокатку в шероховатых валках, отличающийся тем, что, с целью повышения механических характеристик и уменьшения поверхностных дефектов листа, вторую холодную прокатку осуществляют с обжатием 10-45% и затем дополнительно производят обработку полосы знакопеременным изгибом с относительной деформацией 0,8-1,2%.
Источники информации, принятые во внимание при экспертизе
1.Шефтель П. И. Технология производства проката. М., Металлургия, 1976,
с. 462-465, 484-485.
2.Авторское свидетельство СССР № 590021, кл. В 21В 1/38, 1976.
10
I
2030 0SO
W
8B
60
Степень тмепа°/о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов | 1980 |
|
SU874236A1 |
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| Способ производства листов | 1984 |
|
SU1255224A1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2013 |
|
RU2535841C1 |
| Способ изготовления стальных холоднокатаных листов | 1981 |
|
SU986944A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493924C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СВЕРХНИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2452777C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОС ХОЛОДНОКАТАНОГО ЛИСТОВОГО ПРОКАТА ДЛЯ ЭМАЛИРОВАНИЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ТИПА 08, ЛЕГИРОВАННОЙ ФОСФОРОМ (0,04 - 0,10 МАС.%) И АЛЮМИНИЕМ (0,02 - 0,08 МАС.%) | 1992 |
|
RU2010634C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС ДЛЯ МАГНИТНЫХ ЭКРАНОВ | 2002 |
|
RU2223334C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ ДЛЯ ГЛУБОКОЙ ШТАМПОВКИ | 2009 |
|
RU2379360C1 |