Изобретение относится к штамповой оснастке.
Цель изобретения - повышение качества путем равномерного охлаждения обрабатываемых изделий в процессе закалки.
На фиг. 1 изображен штамп., продольный разрез-, на фиг, 2 - вид А на фиг. 1.
Штамп содержит нижнюю неподвижную плиту 1 с установленной на ней формующей матрицей 2 с душирующими отверстиями 3. Полость матрицы 2 разделена перемьщкой 4 на камеры 5, которые соединены между собой канало 6 для подвода охлаждающей жидкости через подводящий трубопровод 7, К верхней подвижной плите 8 прикреплен пуансон 9 с дущирующими отверстиями 3. На щтампе (пуансоне 9 или матрице 2) закреплен коллектор 10, который охватывает штамп в зоне смыкания пуансона 9 и матрицы 2. Коллектор 10 сообщен с трубопроводом 7 и выполнен с душирующими отверстиями 11, оси которых направлены в зону смыкания пуансона 9 и матрицы 2. Позицией 12 на чертежах обозначено готовое изделие.
Штамп работает следующим образом.
Нагретую заготовку (не показана) укладывают на матрицу 2. При ходе ползуна пресса (не показан) вниз пуансон 9 производит формование изделия 12. Затем в полости пуансона 9 и матрицы 2 через трубопроводы 7 подается охлаждающая жидкость. Через
душирующие отверстия 3 матрицы 2 и пуансона 3 охлаждающая жидкость омывает верхние и нижние части изделия 12. Одновременно через душирующие отверстия 11 коллектора 10 охлаждающая жидкость подается на торцовые поверхности изделия 12, происходит закалка изделия 12.
Предлагаемый штамп позволяет практически одновременно подводить охлаждающую жидкость ко всем частям изделия, что способствует равномерному охлажению изделия и обеспечи5 вает качество получаемых изделий.
Формула изобретения
Штамп для формообразования с од0 повременной закалкой изделий из листового металла, содержащий соосно установленные полые пуансон и матрицу с отверстиями, выходящими на их рабочие поверхности, а также трубо5 проводы подвода охлаждающей жидкости, сообщенные с полостями пуансона и матрицы, отличающийся тем, что, с целью повышения качества путем равномерного охлаждения об0 рабатываемых изделий в процессе закалки, он снабжен соединенным с трубопроводами для подвода охлаждающей жидкости коллектором, охватывающим пуансон и матрицу в зоне их смыкания и выполненным с отверстиями, равномерно расположенными по его контуру напротив упомянутой зоны смыкания.
Ю
11
ВидА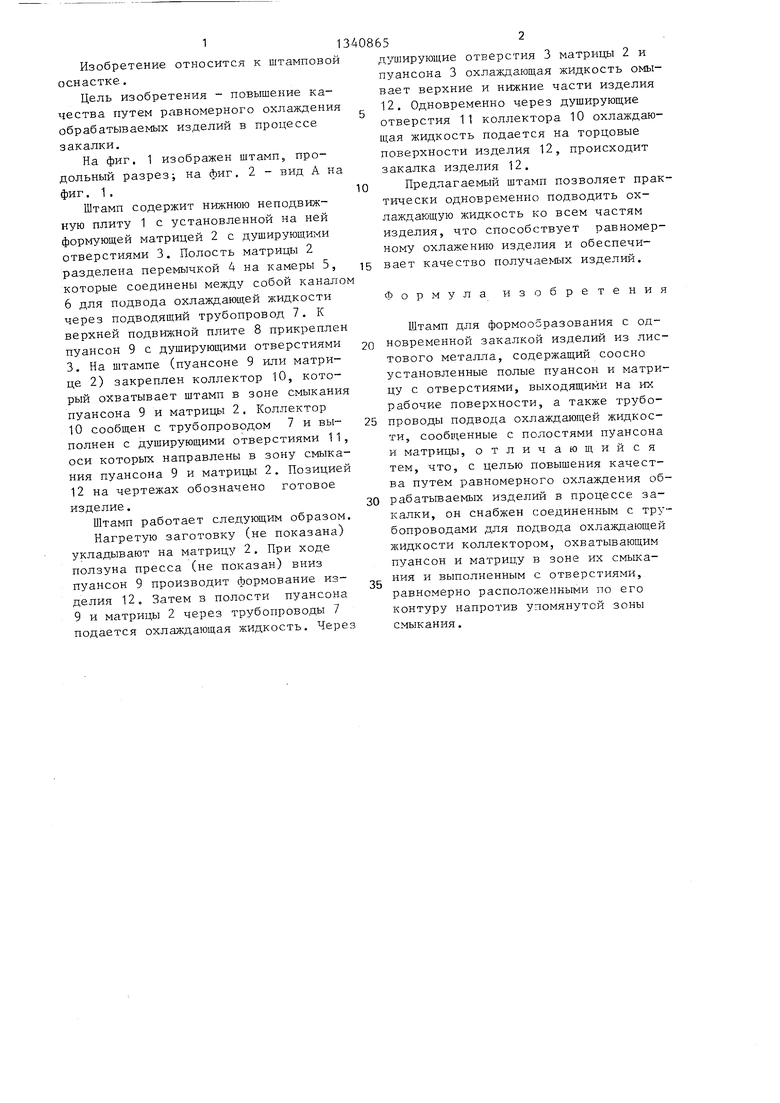
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формообразования с одновременной закалкой изделий из листового металла | 2015 |
|
RU2624753C2 |
| Штамп для формообразования с одновременной закалкой изделий из листового материала | 1980 |
|
SU935166A1 |
| Штамп для закалки изделий | 1984 |
|
SU1194897A1 |
| Штамп для дозированного охлаждения | 1977 |
|
SU717141A1 |
| Штамп для закалки деталей | 1980 |
|
SU910803A1 |
| Штамп Дагиса для горячего деформирования | 1990 |
|
SU1755998A1 |
| ШТАМП ДЛЯ ЗАКАЛКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1972 |
|
SU334264A1 |
| УСТАНОВКА ДЛЯ ГАЗОВОЙ ИЗОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2016 |
|
RU2621531C1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ | 1992 |
|
RU2021055C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ С ОДНОВРЕМЕННОЙ ЗАКАЛКОЙ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1971 |
|
SU316502A1 |

Изобретение относится к оЭлас- ти обработки металлов давлением и может быть использовано в машиностроении при формообразовании изделий с одновременной закалкой из листового металла. Цель изобретения г 3 564 повьшение качества путем равномерного охлаждения обрабатываемых изделий в процессе закалки. В процессе закалки охлаждающая жидкость подается как на нижние и верхние поверхности изделия 12, так и на его торцовые поверхности, т.е. изделие 12 охлаждается равномерно по всей поверхности. На пуансоне 9 жестко закреплен коллектор 10, охватьшающий пуансон 9и матрицу 2 в зоне их смыкания. Коллектор 10 сообщен с трубопроводом 7. На боковой поверхности коллектора 10выполнены равномерно расположенные по его контуру отверстия 11, направленные в зазор между матрицей 2 и пуансоном 9. 2 ил. | (Л со Nj: О 00 ел ffiusj
Редактор Л.Пчолинская
Составитель В.Муслимов
Техред Л.ОлийныкКорректор Л.Латай
4381/14
Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Авторское свидетельство СССР | |||
| Штамп для формообразования с одновременной закалкой изделий из листового материала | 1980 |
|
SU935166A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
