;о
4
эо
;о
VI
г
Изобретение относится к обработкс металлов давлением, а именно к формообразованию листовых деталей в нагретом виде с последующей закалкой в этом же штампе, и может быть использовано в машиностроительной промышленности при изготовлении листовых деталей.
Целью изобретения является повышение качества закалки изделий.
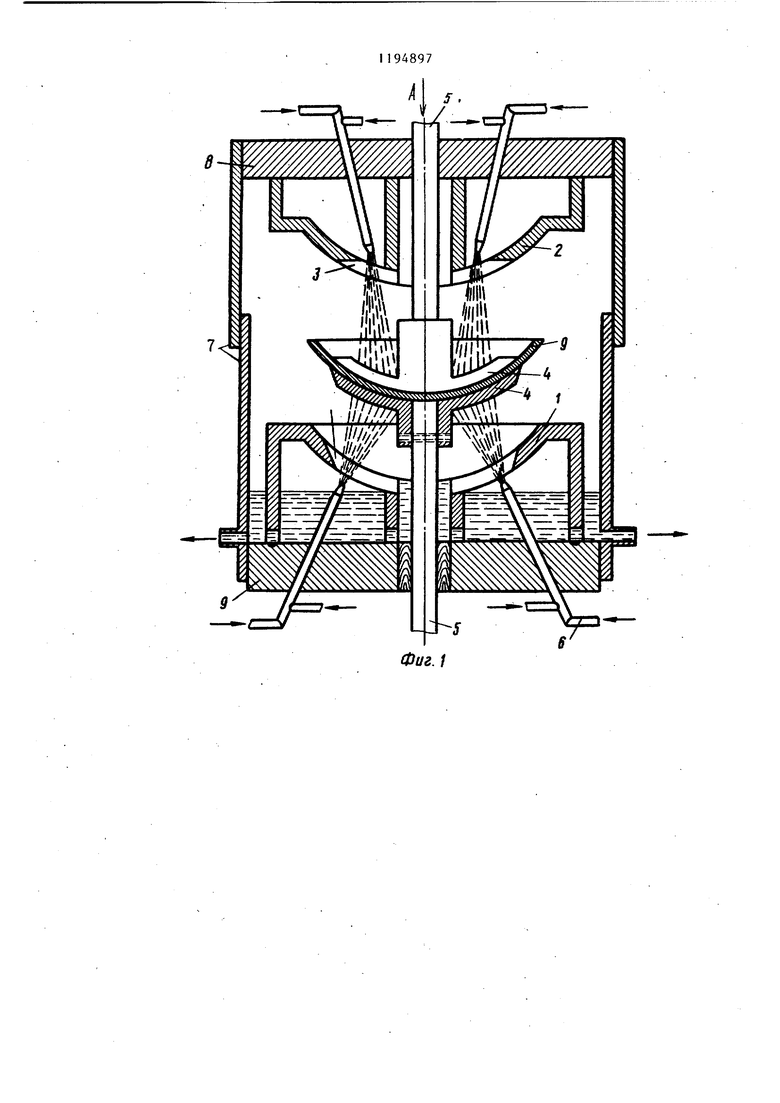
На фиг. 1 изображен штамп для формовки и закалки, разрез; на фиг.. 2 - вид А на фиг. 1.
Штамп содержит пуансон 1 и матрицу 2, вьшолненные в виде полых . корпусов, в которых имеются 6-8 радальных прорезей 3, ограничители деформации выполненные в виде радиалных пластин 4, идентичных по размерам и форме прорезям и прекреплецных к штокам 5. Штоки 5 установлены по оси пуансона 1 и матрицы 2 и имеют возможность перемещения относительно пуансона и матрицьи В полостях пуансона и матрицы в плоскостях, проходящих через центры прорезей, установлены охлаждакпцие спрейеры 6, через которые осуществляется подача охлаждающей среды. Весь штамп закрыт ограждающим устройством 7 с отверстием для слива охладителя. Охлаждающее устройство состоит из двух половин, каждая из которых прикреплена соответственно к нижней и верхней плитам 8 пресса.
Штамп работа&т следующим образом
До начала и в 1 роцессе формоизменения ограничители деформации входят в радиальные прорези корпусов матрицы 2 и пуансона 1 и образуют р.циную поверхность. Нагретое до
4897J
необходимой температуры изделие 9 укладывается на матрицу, зажимается и происходит формообразование изделия 9.
5 По окончании формообразования матрица движется вниз, а пуансон вверх, при этом штоки 5 с радиальными пластинами остаются неподвижными. Изделие 9 оказывается зафиксированным ограничителями деформации, которые предотвращают деформацию изделия в дальнейшем. Одновременно с раскрытием штампа включается подача охладителя, который из спрейе15 ров через прорези в матрице и пуансоне попадает на изделие и его охлаждает. По окончании закалки пуансон и матрица снова сходятся и осуществляют правку изделия. Затем
20 штамп раскрывается, верхний шток 5 поднимается и с ограничителями деформации входят в пуансон 1. Изделие 9 после разъема ограждающего устройства удаляется, из штампа, нижний
25 шток 5 опускается, и пластины входят в прорези 3-матрицы 2. Штамп, готов для следующего цикла.
Использование предлагаемого штамria в сравнении с известными позво3Q ляет повысить качество обработки деталей за счет возможности появления рельефа на поверхности, а также повышения однородности свойств по телу изделия, так как повьшгается равномерность охлаждения при подаче охлаждающей среды на всю поверхность детали. Повышение возможностей регулирования интенсивности охлаждения .позволяет реализовать оптимальные режимы закалки, обеспечивающие
минимум коробления и максимум свойств.
д
Фиг. 1
дидЛ
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для формовки и закалки изделий из полосового материала | 1977 |
|
SU682573A1 |
| Способ формообразования с одновременной закалкой изделий из листового металла | 2015 |
|
RU2624753C2 |
| Штамп Дагиса для горячего деформирования | 1990 |
|
SU1755998A1 |
| Штамп для формообразования с одновременной закалкой изделий из листового материала | 1980 |
|
SU935166A1 |
| ШТАМП ДЛЯ ЗАКАЛКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1972 |
|
SU334264A1 |
| Способ вытяжки полых изделий из листовой заготовки | 1989 |
|
SU1754280A1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2320731C2 |
| Штамп для закладки листовых деталей | 1976 |
|
SU600197A1 |
| Штамп для вытяжки с дифференцированным нагревом | 1989 |
|
SU1673242A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |

ШТАМП ДЛЯ ЗАКАЛКИ ИЗДЕЛИЙ, содержащий приспособление для подвода охладителя, пуансон и матрицу, выполненные в виде полых корпусов с отверстиями для выхода охладителя, отличающийся тем, что, с целью повышения качества закалки изделий, штамп снабжен ограничителями деформации, каждый из которых выполнен в виде радиальных пластин со штоками, при этом штоки установлены по вертикальной оси в пуансоне и матрице с возможностью перемещения, а отверстия для выхода охладителя идентичны по форме радиальным пластинам, причем приспособление подвода охладителя вьшолнено , в виде спрейеров, размещенных в ПОЛОСТИ корпусов матрицы и пуансона напротив отверстий для выхода ох(Л ладителя.
| ШТАМП ДЛЯ ЗАКАЛКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 0 |
|
SU334264A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для формообразования с одновременной закалкой изделий из листового материала | 1980 |
|
SU935166A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
