Изобретение относится к обработке металлов давлением, в частности к горячей штамповке.
Известен способ штамповки на гидропрессах, включающий установку листовой заготовки между матрицей и пуансоном, ее нагрев от предварительно нагретых матрицы и пуансона и формообразование.
Недостатком данного способа являются большие энергозатраты на нагрев штампа, изготовленного из жаростойкой стали, и затем передача тепла от штампа к заготовке. Кроме того, штамповка деталей из стали и титана известным способом практически невозможна, так как сложно осуществить нагрев до температуры 800-1000оС, особенно, если деталь крупногабаритная.
Наиболее близким предлагаемому способу штамповки по технической сущности и достигаемому результату является способ штамповки деталей из листовых заготовок на гидропрессах, включающий установку листовой заготовки между матрицей и пуансоном, ее электроконтактный нагрев до температуры штамповки, при этом пуансон и матрицу не нагревают, и формообразование, в процессе которого давление пуансона на обрабатываемую поверхность сохраняют до полного остывания детали, причем суммарная теплоемкость используемых для изготовления матрицы и пуансона материалов превышает теплоемкость листовой заготовки не менее чем в 100 раз.
Недостатком данного способа является большое количество тепла, передаваемого заготовкой окружающей среде при нагреве ее до требуемой температуры, а, следовательно, значительные энергозатраты необходимые для этого. Вследствие изменения в процессе формообразования площади контакта поверхности нагретой в процессе формообразования площади контакта поверхности нагретой заготовки с рабочими поверхностями матрицы и пуансона, имеющими относительно низкую температуру, происходит неравномерное охлаждение деформируемой заготовки. В результате этого в отформованной детали появляются остаточные напряжения, которые после снятия внешней нагрузки вызывают изменения размеров детали, поводку, коробление.
Целью изобретения является снижение энергозатрат за счет уменьшения теплоотдачи нагреваемой заготовки окружающей среде, а также повышение качества изготовления деталей за счет исключения поводок и коробления.
Поставленная цель достигается тем, что в способе штамповки деталей из листовых заготовок на гидропрессах, включающем установку заготовки между матрицей и пуансоном, ее электроконтактный нагрев, натяжение и формообразование, листовую заготовку устанавливают между матрицей и пуансоном на минимальном расстоянии друг от друга, исключая при этом касание заготовки рабочих поверхностей матрицы и пуансона.
В процессе нагрева заготовки в ограниченном таким образом пространстве происходит меньшее рассеивание энергии в окружающую среду и заготовка быстрее нагревается до необходимой температуры, а следовательно, снижаются энергозатраты, необходимые для этого. Находясь в максимально возможной близости от нагреваемой заготовки и обладая гораздо большей теплоемкостью, матрица и пуансон также нагреваются. Но так как процесс нагрева весьма кратковременен (не более 180 с), то существенно повышается температура лишь поверхностных слоев матрицы и пуансона. Благодаря тому, что температура поверхности пуансона и матрицы соизмерима с температурой заготовки, охлаждение заготовки во время формообразования происходит достаточно медленно по сравнению со скоростью формообразования. Поэтому выравнивание температур поверхностных и внутренних слоев матрицы и пуансона, а вместе с этим интенсивное охлаждение отформованной детали происходит после завершения процесса формообразования. Вследствие того, что интенсивное охлаждение происходит одновременно по всей поверхности отформованной детали, она охлаждается равномерно и благодаря этому удается избежать появления остаточных напряжений в детали, и избежать поводку и коробление.
На чертеже представлена установка для реализации предлагаемого способа.
Способ штамповки деталей из листовых заготовок на гидропрессах осуществляется следующим образом.
На столе гидравлического пресса устанавливают матрицу 1, а на его ползуне - пуансон 2 с массой, превышающей массу заготовки в 100 раз и более. Между матрицей 1 и пуансоном 2 в зажимах 3 устанавливают листовую заготовку 4. Зажимы 3 располагают так, чтобы после установки 4 она находилась на минимально возможном расстоянии от рабочей поверхности матрицы 1. Затем опускают шток гидропресса, устанавливая расположенный на нем пуансон 2 как можно ближе ее рабочей поверхностью к поверхности листовой заготовки 4. При этом следует исключить касание листовой заготовки рабочих поверхностей матрицы и пуансона. После этого пропускают ток через листовую заготовку 4 и нагревают ее до необходимой для формовки температуры, после чего подачу тока прекращают. Опускают пуансон 2 вниз до смыкания с матрицей 1 и удерживают его под давлением до полного остывания отформованной детали. После чего пуансон поднимают вверх, а готовую деталь удаляют с матрицы 1.
Пример осуществления способа.
На гидравлическом прессе НС-2250 усилием 250 т устанавливают стальную матрицу 1 и цинковый пуансон 2 массой 3 т. Между матрицей и пуансоном устанавливают в зажимах 3 заготовку 4 из титанового сплава толщиной 1,5 мм массой 3 кг, как можно ближе к рабочей поверхности матрицы. Подводят пуансон 2 на минимально возможное расстояние между его рабочей поверхностью и поверхностью заготовки 4, нагревают ее электроконтактным способом до 950оС и производят формообразование листовой заготовки в деталь со скоростью движения ползуна 200 мм/с. После смыкания пуансона 2 с матрицей 1 давление 250 т в штампе удерживают в течение 3-х мин до полного остывания детали. Затем пуансон 2 поднимают в исходное положение, деталь удаляют с матрицы.
На все операции (установка листовой заготовки, установка пуансона, нагрев заготовки, формовка, удержание давления в штампе и удаление детали из штампа) затрачивается 5-10 мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки деталей из листовых заготовок на гидропрессах | 1991 |
|
SU1831398A3 |
| ШТАМП ДЛЯ ФОРМОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1992 |
|
RU2021053C1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ПРЕССАХ | 2000 |
|
RU2211103C2 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2057608C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1992 |
|
RU2021058C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ РАБОЧИХ ДЕТАЛЕЙ ВЫРУБНОГО ШТАМПА | 1992 |
|
RU2021061C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ НА ГИДРОПРЕССАХ | 1999 |
|
RU2167017C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| Заготовка для листовой штамповки | 1991 |
|
SU1787057A3 |
| Способ горячей штамповки листовых заготовок | 1989 |
|
SU1719130A1 |
Использование: обработка металлов давлением, в частности горячая штамповка листовых заготовок. Сущность изобретения: способ включает установку листовой заготовки 4 в зажимах 3 между матрицей 1 и пуансоном 2, ее электроконтактный нагрев, натяжение и формообразование. Листовую заготовку 4 перед нагревом устанавливают между матрицей и пуансоном на минимальном расстоянии друг от друга, исключая при этом касание заготовки поверхностей матрицы и пуансона. Положительный эффект: экономия энергозатрат на нагрев заготовки за счет уменьшения отдачи тепла окружающей среде и медленного охлаждения отформованной детали, исключающего поводку и коробление. 1 ил.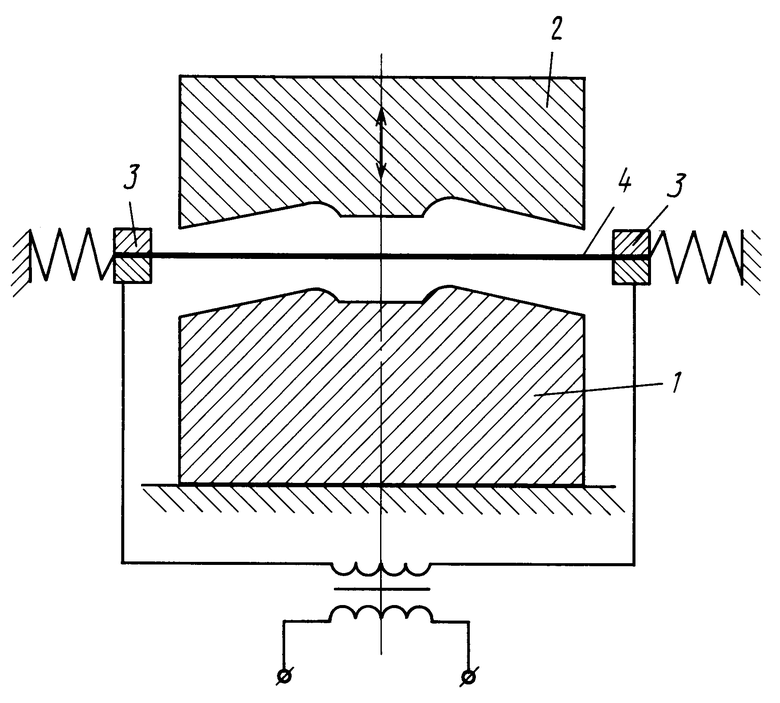
СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК НА ГИДРОПРЕССАХ, включающий установку листовой заготовки в зажимах между матрицей и пуансоном, ее электроконтактный нагрев, натяжение и формообразование, отличающийся тем, что листовую заготовку устанавливают между матрицей и пуансоном на минимальном расстоянии от них, исключая при этом касание заготовки рабочих поверхностей матрицы и пуансона.
| Способ вытяжки с нагревом | 1986 |
|
SU1333446A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

