11
Изобретение относится к машиностроению и может быть использовано при обработке на токарном станке валов и осей.
Цель изобретения - повьшение точности путем уменьшения прогиба при передаче крутящего момента.
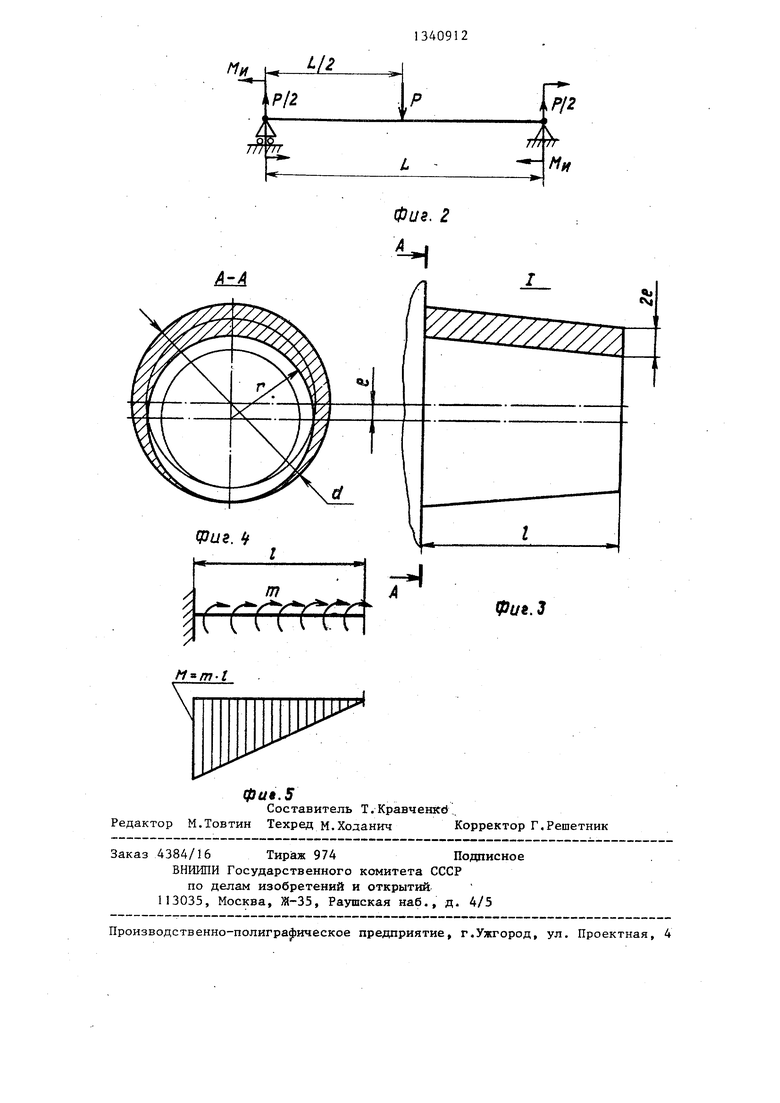
На фиг.1 представлено устройство, поясняющее способ, общий вид; на фиг. 2. - схема действия сил; на фиг.З - узел 1 на фиг.1; на фиг.4 - сечение А-А на фиг.З; на фиг.З - эпюра крутящего момента.
Заготовка 1 имеет отверстия 2, из которых по крайней мере одно эксцентриковое с обоих торцов, по которым базируют на эксцентриковый центр переднего 3 и задний 4 центр станка так, чтобы ось вала шпинде- ля и задней бабки практически совпала (не показаны).
При точении заготовки 1 резцом 4 опорные шейки оказывают защемляющее Действие и уменьшают прогиб заготов ки от силы резания.
При установке в конических центрах (с углом конуса 60 ) прогиб в середине вала
P.L
48 ЁТ/
где Р - сила резания; L - длина вала; Е - модуль упругости; I - момент инерции сечения. При установке и закреплении по предлагаемому способу, вследствие . действия защемляющего момента {фиг в сопряжении, прогиб уменьшается в четыре раза, и формула прогиба в средине вала имеет вид:
f
Р- I
192EI
Заготовка 1, кроме базирования (жесткого фиксирования) в радиальном направлении по эксцентровым отверстиям на передней и задней эксцентриковой детали опор, торцовыми поверхностями базируется по соответствую- щим торцам опор.
Упругая сила (пружины, гидрозажи ма и т.п.), поджимающая эксцентриковую деталь к отверстию заготовки, служит лищь для увеличения жесткое- ти стыка заготовка - опора. Осевое усилие зажима задней бабки станка передается через торцовые поверхнос
о
5
0
5
22
ти заготовки 1 и обьтно внецентрен- ное сжатие не проявляется. Однако при вращении заготовки 1 под действием силы резания возможно появление дополнительного изгибающего момента, поэтому требуется чтобы величина эксцентриситета не выходила за ядро сечения вала.
С увеличением длины , сопряжение эксцентриситета 3 с соответствующим отверстием заготовки 1, прогиб в общем случае уменьшается. Вместе с тем, увеличение длины ведет к увеличению затрат при изготовлении отверстия и приспособления. На практике длин центрирования (.сопряжения) рекомендуют брать не менее 5-8 мм. Учитывая это, для определения приемлемой длины сопряжения исходим из условия равной прочности сечений, находящихся под срезывающим напряжением 4.
Из равенства площадей сечений, на срез (фиг.З), имеем
2,е-1 П(г+е) - Пг,
, П 2г+1 или I х-
Принимая треугольный закон рас - пределения напряжения по продольному сеченщз, что следует из расположения распределенного момента (фиг.4), имеем
1 I.:i§),
4
представляя d 2 (г+е), окончательно получаем
.-.(d:e). ,,
4 Формула изобретения
Способ установки детали в центрах, при-котором центры размещают в предварительно выполненных в детали от верстиях, отличающийся тем, что, с целью повьшения точности путем уменьшения прогиба при передаче крутящего момента, по крайней мере один из центров эксцентрико- вьй, а ответное отверстие в детали выполняют с тем эе эксцентриситетом, при этом длину 1 сопряжения выбира„ , n(d-e) , ют равной 1 °
наибольший диаметр; е - эксцентриситет сопряжения.
Ми
. V
р1г
Р{2
777 тГ
Mft
Фив. 2
А
rrrrmt
Фиб.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки искривленных нежестких цилиндрических деталей с утолщениями на концах | 1979 |
|
SU776748A1 |
| Задняя бабка токарного станка | 1980 |
|
SU931306A2 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334590C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ОХВАТЫВАЮЩИМ ИНСТРУМЕНТОМ | 2001 |
|
RU2203798C2 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012436C1 |
| Задняя бабка металлорежущего станка | 1983 |
|
SU1114490A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
Изобретение относится к машиностроению, и может быть использовано при обработке на токарных станках валов и осей. Целью изобретения является повышение точности путем уменьшения прогиба при передаче крутящего момента. Цель достигается тем, что по крайней мере один из центров . берут эксцентриковый, а ответное отверстие в детали выполняют с тем же эксцентриситетом, при зтом длину их сопряжения выбирают равной , n(d-e) , f , где d - наибольший диаметр; е - эксцентриситет сопряжения. 4 ил. (Л Ш со 4 О f фиг. г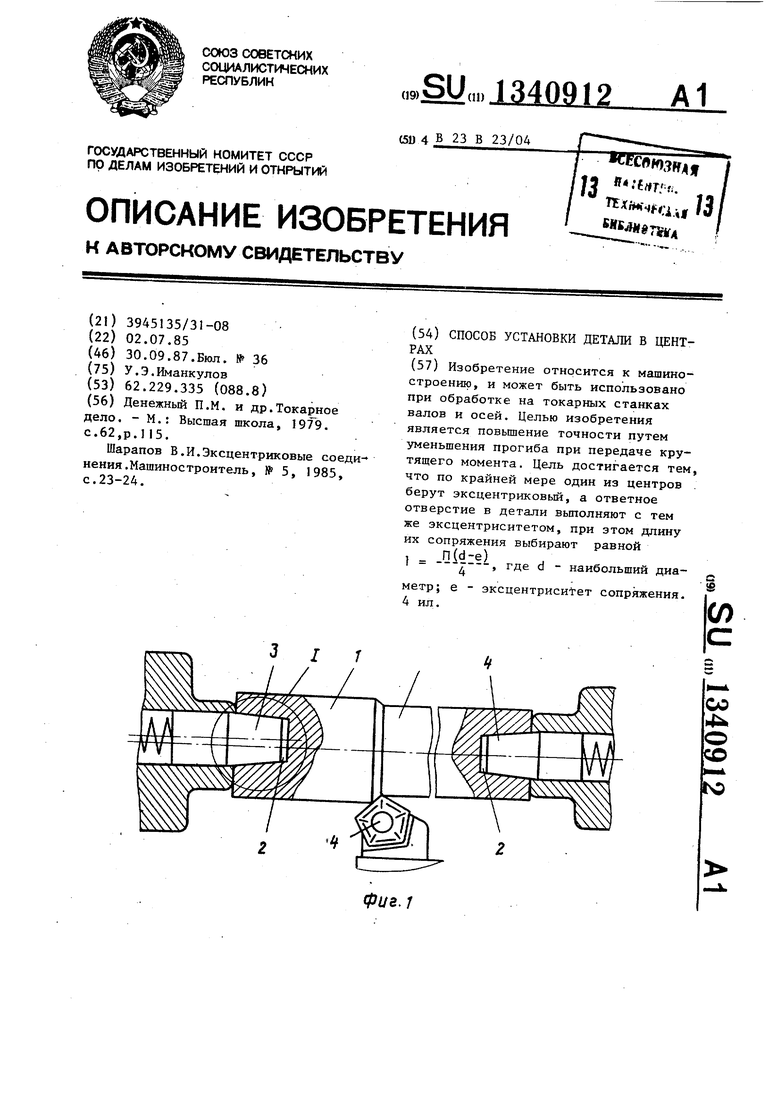
фи.5
Составитель Т. КравченКд . Редактор М.Товтин Техред м.Ходанич Корректор Г.Решетник
Заказ 4384/16 Тир)аж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие г.Ужгород, ул. Проектная, 4
| Денежньй П.М | |||
| и др.Токарное дело | |||
| - М.: Высшая школа, 1979 | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Шарапов В.И.Эксцентриковые соеди- нения.Машиностроитель, № 5, 1985, с.23-24. | |||
