Изобретение относится к металлообработке и может быть использовано в судостроении, машиностроении при изготовлении инструмента для обрабо ки поверхностей деталей методом протягивания .
Цель изобретения - повышение качества изготовления протяжек путем исключения внешнего силового воздей ствия, приводящего к возникновению концентраторов вибрации в материале оправки и созданию условий гашения вибрации в материале оправки.
На чертеже изображена схема pea- лизации способа. .
На чертеже изображена оправка 1 и режущие элементы в виде колец 2 с коническими поверхностями.
Способ изготовления сборной протяж-20 сжатием режущих элементов 2 с усилики реализуется следующим образом;.
Оправку 1. выполняют из материала, обладающего эффектом памяти формы, например из никелида титана эквиатом- ного состава.
Уменьшение диаметра оправки 1 возможно выполнением последней полой в виде трубы. В частности, была взята труба из сплава Ni-Ti с наружным диаметром 16 мм и толщиной стенок 2,0 мм.30 духа, препятствуя процессу окисления.
Выдавливая на наружной поверхности
оправки 1 продольные гофры , диаметр
оправки уменьшили до 14,4 мм,-при
этом пластическая деформация оправки 1
составляла 10-15% от ее геометричес- 35
кого размере.
Возможно уменьшение диаметра оправки 1 путем ее одновременного закручивания и растяжения на универи сваривается, а сорванные окислы выдавливаются по конической внутренней поверхности режущего элемента 2 на наружную поверхность оправки 1. Дальнейшее повышение температуры до 800 С приводит к потере свойств обратимости эффекта памяти формы в материале оправк-и 1 обеспечивая высокое качество изготавливаемой протяжки, так как
сальной разрьшной машине ДУ-19 с при- 40 в ней режущие элементы надежно заставкой для нагрева (не показана). креплены и при любой температуре эк- Затем на оправку 1 с уменьшенным наружным диаметром надеваются режуаще элементы в виде колец 2, у которых
сплуатации и вибрационных нагрузках раскрепление режущих элементов не происходит, поскольку в материале оппредварительно внутреннюю поверхность 45 равки гасятся вибрации, а на оправке
выполняют конической формы. Кольца 2 располагают на оправке 1 с заданным шагом.
Далее производят закрепление режущих элементов 2 на оправке 1, нагре- .вая оправку I до температуры, пре- вышающей температуру проявления эффекта памяти формы в материале оправки 1. Например, термообработку оправки 1 начинают осуществлять при 20°С, при которой вели уменьшение ее диаметра и устанавливали режущие элементы 2, и доводят температуру до с последующей закалкой в воду.
При достижении температуры в печи 105 С в материале оправки 1 начинает проявляться эффект памяти формы, ведущий к восстановлению оправкой 1 своего изначального размера (формы), в данном случае диаметра 16 мм. При восстановлении формы оправки 1 ее материал упирается в поверхность ко- нусного профиля внутреннего профиля внутреннего обода кольцевых режущих элементов 2 и, встречая их сопротивление, превышающее предел пластической деформации материала оправки 1, срывает окисные пленки с них с получением ювенильных поверхностей. Контактируя в дальнер1шем по ним, оправка 1 с элементами 2 диффузионно сваривается с одновременным
ем в 30-60 кгс/мм и формированием между режущими элементами 2 кольцевых буртов 3, ограничивающих в осевом направлении сдвиговые усилия режущих элементов 2. Материал оправки 1, восстанавливая свою форму, срьшает окислы с напряженных мест соединения, активизируя поверхности, тут же их прикрывает от попадания окружающего вози сваривается, а сорванные окислы выдавливаются по конической внутренней поверхности режущего элемента 2 на наружную поверхность оправки 1. Дальнейшее повышение температуры до 800 С приводит к потере свойств обратимости эффекта памяти формы в материале оправк-и 1 обеспечивая высокое качество изготавливаемой протяжки, так как
в ней режущие элементы надежно закреплены и при любой температуре эк-
сплуатации и вибрационных нагрузках раскрепление режущих элементов не происходит, поскольку в материале оп
отсутствуют искусственные концентраторы вибрации.
Формула изобретения
1. Способ изготовления сборной протяжки, включающий установку и закрепление режущих элементов в виде колец на оправке, о т л и ч а ю щ и й- с я тем, что, с целью повьш1ения качества изготовления протяжки, внутреннюю поверхность колец выполняют конической формы, оправку изготавливают из материала с памятью формы,
31340937
производят уменьшение ее диаметра, арительном выполнении оправки полой и
после закрепления колец осуществляютпоследующем выдавливании на ее наружтермообработку оправки при температу-ной поверхности продольных гофр, .ре, превьппающей температуру проявле- 3, Способ по п. 1,отличания памяти формы материалом оправки.ю щ и и с я тем, что уменьшение диа2. Способ по п. 1, отлича-метра оправки производят одновременю щ и и с я тем, что уменьшение диа-ным закручиванием и растяжением по сметра оправки производят при предва-ледней за оба ее конца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сборной протяжки | 1979 |
|
SU865562A2 |
| Протяжка В.Н.Коноплева | 1980 |
|
SU884891A1 |
| Сборная прошивка | 1979 |
|
SU874282A1 |
| Рабочий элемент протяжки | 1988 |
|
SU1726167A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| КОЛЬЦО для ПРОТЯЖЕК | 1973 |
|
SU385685A1 |
| Способ выбора оптимального износостойкого покрытия для режущего инструмента | 1988 |
|
SU1646720A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХ- И ТРЁХСЛОЙНЫХ ЦЕЛЬНОТКАНЫХ ОБОЛОЧЕК | 2020 |
|
RU2752184C1 |
Изобретение относится к металло- обработке и может быть использовано в судостроении, машиностроении при изготовлении инструмента для обработ- ки поверхностей деталей методом протягивания. Пель изобретения - повышение качества изготовления протяжек путем исключения внешнего силового воздействия, приводящего к возникновению концентраторов вибрации в материале оправки и созданию условий гашения вибраций в материале оправки. Оправку 1 выполняют из материала, обладающего эффектом памяти формы. Уменьшение диаметра оправки 1 возможно выполнением последней полой с последующим вьздавливанием на ее наружной поверхности продольных гофр. Уменьшение диаметра оправки I также возможно путем ее одновременного закручивания и растяжения. После уменьшения диаметра оправки 1 на нее надеваются режущие элементы в виде колец 2, у которых предварительно внутреннюю поверхность выполняют конической формы. Далее производят закрепление режушдх элементов на оправке 1 нагревом последней до температуры, пре.вьш ающей температуру проявления эффекта памяти формы в материале оправки 1, что ведет к восстановлению оправкой 1 своего изначального размера. При этом происходит процесс диффузионной сварки между оправкой 1 и пальцами 2. 2 з.п. ф-лы, 1 ил. (Л 00 о ;о 00 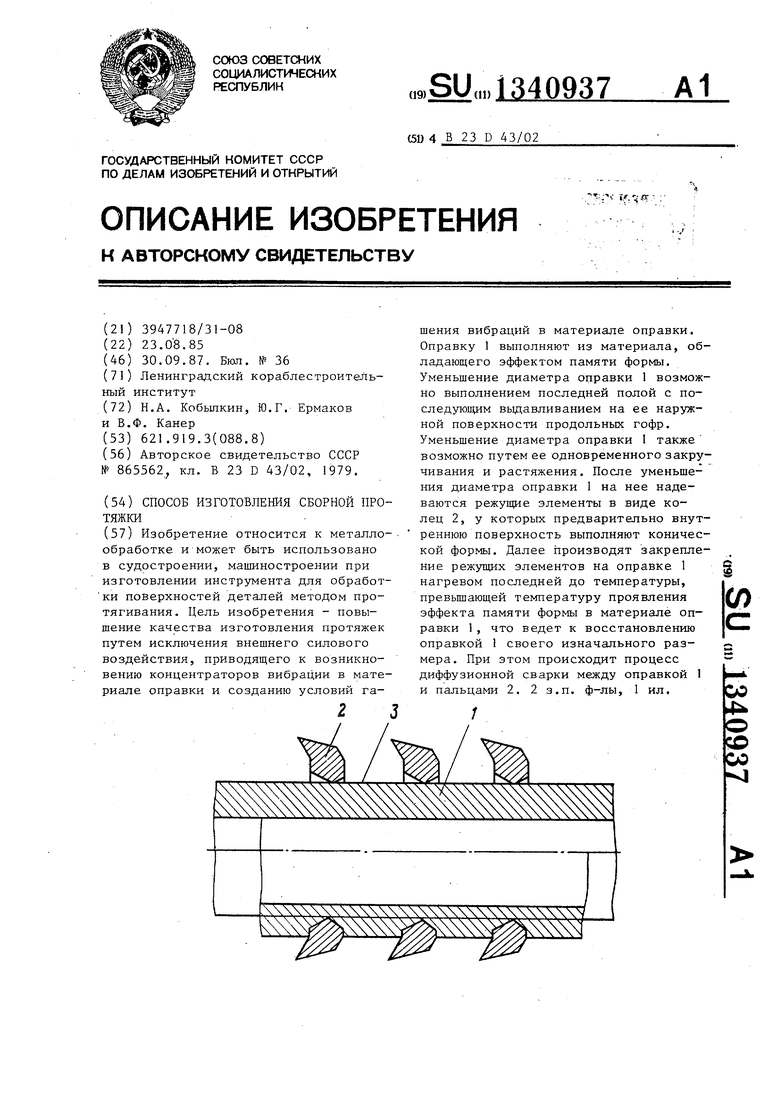
| Способ изготовления сборной протяжки | 1979 |
|
SU865562A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
