Изобретение относится к станкостроению, касается изготовления металлорежущих инструментов и может быть использовано в станках для обработки протяжек.
Цель изобретения - повышение качества обработки.
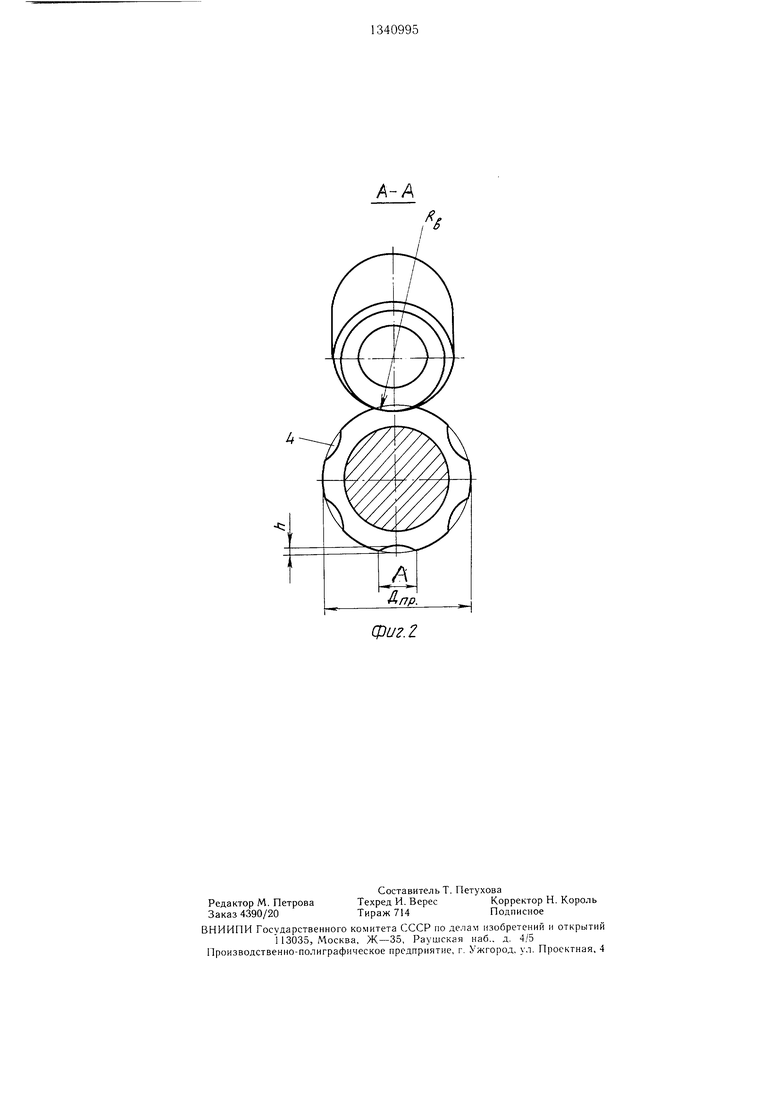
На ф.иг.. 1 показано расположение шлифовального круга относительно протяжки с указанием направлений подачи и осцилляции; на фиг. 2 - сечение А-А на фиг. 1.
Протяжку 1 закрепляют в центрах передней и задней бабок станка (не показано), при этом передняя бабка имеет автоматическое деление на количество выкружек на одном зубе. Шлифовал ьные салазки 2 со шлифовальным круго.м 3 поворачивают на задний угол р выкружни 4 для сохранения при осцилляции параллельности фаски 5 на круте 3 дну выкружки 4. Ось шлифовального круга 3 поворачивают в вертикальной плоскости относительно оси протяжки 1 на угол а. Выполняют на шлифовальном круге 3 фаску 5 под угло.м (а-Р) и длиной аЬ, равной 0,02-0,06 /)кр, где /)кр - диаметр шлифовального круга 3.
Включают осцилляцию шлифовального круга 3 под углом р к оси протяжки 1 и осуществляют автоматическую вертикальную подачу /г, после съема припуска производят выхаживание. После обработки одной выкружки 4 производят возврат в исходное положение шлифовального круга 3 и деление на следующую выкружку, т. е. обработав выкружки на одном зубе, производят автоматическое деление на шаг протяжки 1 и обрабатывают выкружки на следующем зубе, при этом производят доворот протяжки 11 на угол смещения выкружек 4 относительно выкружек, расположенных на предыдущем зубе протяжки 1. Описанным способом производят процесс обработки всех выкружек на протяжке 1. Обработку выкружек на протяжках производят с охлаждением.
Диаметр шлифовального круга 3 (КР) выбирают в зависимости от радиуса выкружки (/) Угол наклона оси шлифовального
круга относительно оси протяжки (угол а) определяют по формуле .
(x arccos
, /)np--VDn%-Лгде Л - ширина выкружки; )гр-диаметр протяжки. В случае, если выкружку предварительно не фрезеруют, то определяют величину Л вертикального перемещения шлифовального круга, т. е. подачу по формуле
(2/ B-V4 -/l ) +D.,p-V P-/i l
При длине фаски ,02Лкр происхо- дит быстрое осыпание шлифовального круга и размер выкружки на протяжке при обработке в автоматическом цикле получается меньше допустимого (по чертежу). При длине фаски ,06)кр из-за большой линии контакта шлифовального круга с обрабаты- 20 ваемой поверхностью выкружки появляется прижог, что приводит к уменьшению стойкости протяжек.
Предлагаемый способ вышлифовки выкружек повышает стойкость шлифовального круга за счет предварительного съема 2 быстроизнашиваемого участка (кромки) круга, позволяет уменьшить температуру в зоне шлифования и стабилизировать размеры выкружек.
30
Формула изобретения
5
Способ вышлифовки выкружек на протяжках группового резания, при которо.м выкружку формируют вращающимся шлифовальным кругом с цилиндрической рабочей поверхностью, ось которого наклоняют относительно оси протяжки, отличающийся тем, что, с целью повышения качества обработки, берут круг с фаской, сообщают ему осциллирующие движения под углом к оси протяжки, равным заднему углу выкружки, при 0 этом длину фаски выбирают равной 0,02- 0,06 диаметра шлифовального круга, а угол фаски - разности угла наклона оси шлифовального круга относительно оси протяжки и заднего угла выкружки.
фиг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки протяжек | 1981 |
|
SU982873A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО КРУГЛОГО ВРЕЗНОГО НАРУЖНОГО ШЛИФОВАНИЯ НА ЭТАПЕ ВЫХАЖИВАНИЯ | 2008 |
|
RU2377112C1 |
| СПОСОБ ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК | 2005 |
|
RU2278016C1 |
| Круглая протяжка с винтовыми зубьями | 1977 |
|
SU738788A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
Изобретение относится к станкостроению, касается изготовления металлорежуших инструментов и может быть использовано в станках для обработки протяжек. Целью изобретения является повышение качества обработки. На протяжке 1, закрепленной в центрах передней и задней бабок станка, шлифовальным кругом 3, ось которого наклонена относительно оси протяжки на угол а, производят вышлифовку выкружки 4 фаской 5, выполненной под углом а-р, где р - задний угол выкружки 4. Длина фаски 5 выбирается равной (0,02-0,06) Окр, где Окр - диаметр шлифовального круга 3. Шлифовальному кругу 3 сообщают осциллирующее движение под углом р к оси протяжки 1. Повышение стойкости шлифовального круга 3 за счет предварительного съе.ма быстроизнашиваемого участка (кромки) позволяет стабилизировать размеры выкружек и уменьшить температуру в зоне шлифования. 2 ил. S (Л с, D оо о со со СП Плоскость cfno/ta Дно Sb/ftpy fU CpLfZ.I
| Попов С | |||
| А | |||
| и др | |||
| Шлифование деталей и заточка режущего инструмента | |||
| М.: Высшая школа, 1975, с | |||
| ПАРОВАЯ ИЛИ ГАЗОВАЯ ТУРБИНА | 1914 |
|
SU278A1 |
| Машина для производства всех процессов тестообразования с применением подогревания при замешивании теста и с расположением аппаратов для выполнения этих процессов, с целью объединения таковых, друг над другом | 1923 |
|
SU1626A1 |
