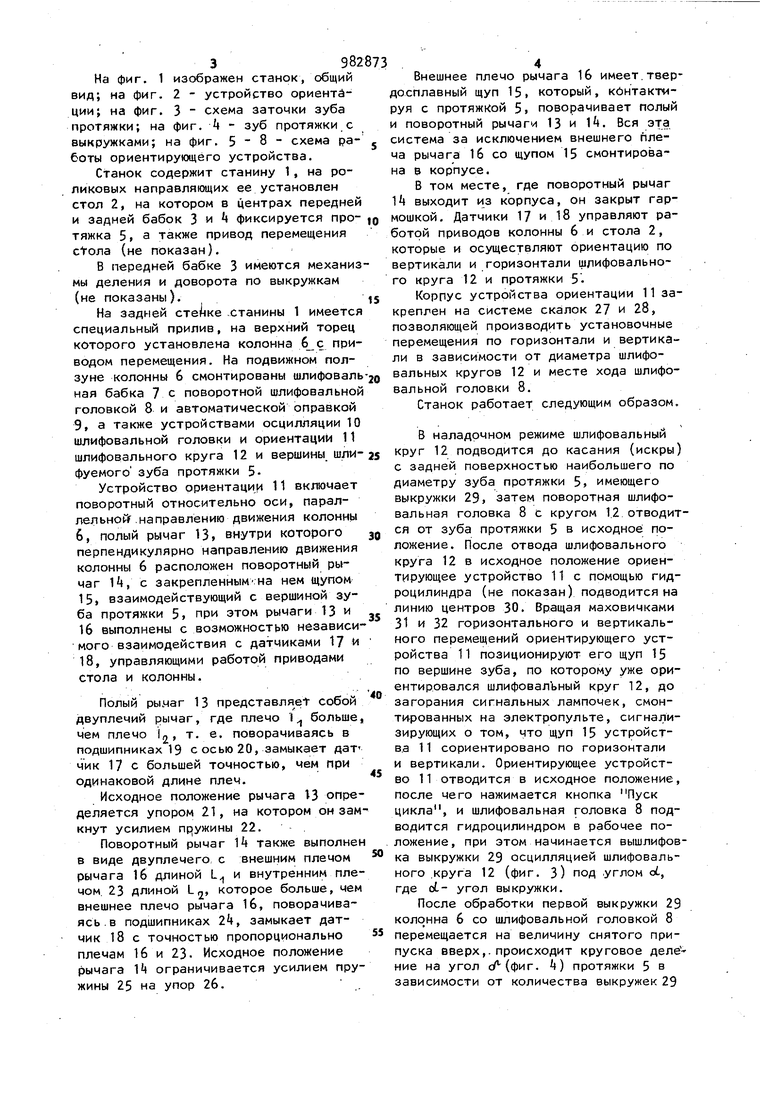
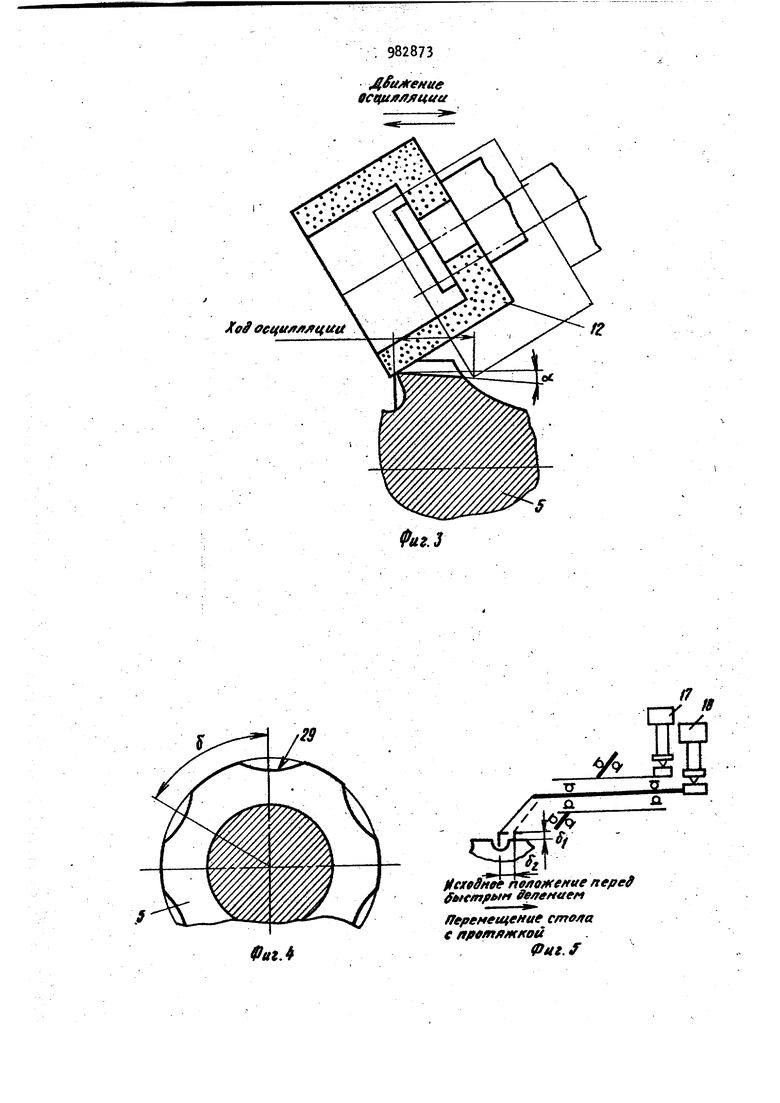
(St) CTAWOK ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК Изобретение относится к станкостроению и может быть использовано в полуавтоматах для заточки протяжек, а также для радиальной и осевой ориентации деталей. Известен станок, содержащий стани ну, стол с передней и задней бабками колонну, несущую шлифовальную бабку с поворотной шлифовальной головкой и устройство ориентации со щупом, а так же датчики приводов перемещений стола и колонны fl. Известен также станбк, содержащий приводы перемещения стола и колонны с датчиками 23Основными недостатками известных станков является то, что ориентация по горизонтали (по шагу протяжки) и вертикали (по подъему на зуб протяжки ) осуществляется одним упором, который взаимодействует с датчиком, т. накладывается погрешность одного перемещения на второе, уменьшая тем са мым точность ориентации зуба протяжки и шлифовального круга, кроме того у измерительный рычаг передает непосредственно перемещения по вертикали (ориентация по высоте) и горизонтали (ориентация по шагу) тех величин, которые имеет протяжка, что уменьшает точность ориентации зуба протяжки и шлифовального круга. Целью изобретения является повышение точности взаимной ориентации шли(ювального круга и вершины шлифуемого зуба протяжки независимо от величины шага зубьев и подъема на зуб. Указанная цель достигается тем, что устройство ориентации выполнено в виде полого рычага с расположенным внутри него поворотным рычагом, несущим щуп, при этом полый рычаг смонтирован на оси, параллельной оси колонны, и оба рычага выполнены с возможностью независимого взаимодействия с упомянутыми датчиками приводов перемещения стола и колонны. 3982 изображен станок, общий На фиг. 1 2- устройство ориентйвид; на фиг. 3- схема заточки зуба ции; на фиг. протяжки; на фиг. k - зуб протяжки с выкружками; на фиг. 5 8 - схема работы ориентирующего устройства. CtaHOK содержит станину 1, на роликовых направляющих ее установлен стол 2, на котором в центрах передней и задней бабок 3 и фиксируется протяжка 5 а также привод перемещения ctoлa (не показан). В передней бабке 3 имеются механиз мы деления и доворота по выкружкам (не показаны). На задней сте/1ке .станины 1 имеется специальный прилив, на верхний торец которого установлена колонна 6 с приводом перемещения. На подвижном ползуне колонны 6 смонтированы шлифоваль ная бабка 7с поворотной шлифовальной головкой В и автоматической оправкой 9, а также устройствами осцилляции 10 шлифовальной головки и ориентации 11 шлифовального круга 12 и вершины шлмфуемого зуба протяжки 5Устройство ориентации 11 включает поворотный относительно оси, параллельнойг .направлению движения колонны 6, полый рычаг 13, внутри которого перпендикулярно направлению движения колонны 6 расположен поворотный рычаг 1, с закрепленнымна нем щупом 15 взаимодействующий с вершиной зуба протяжки 5 при этом рычаги 13 и 16 выполнены с возможностью независимого взаимодействия с датчиками 17 и 18, управляющими работой приводами стола и колонны. Полый рынаг 13 представля ет собой двуплечий рычаг, где плечо i . больше, чем плечо 2, т. е. поворачиваясь в подшипниках 19 с осью 20, замыкает даТ чик 17 с большей точностью, чем при одинаковой длине плеч. Исходное положение рычага 13 определяется упором 21, на котором он замкнут усилием пцужины 22. Поворотный рычаг 14 также выполнен в виде двуплечего с внешним плечом рычага 1б длиной L и внутренним плечом. 23 длиной Lп, которое больше, чем внешнее плечо рычага 16, поворачиваясь, в подшипниках 2k, замыкает датчик 18с точностью пропорционально плечам 16 и 23- Исходное положение рычага 1 ограничивается усилием пружины 25 на упор 26. Внешнее плечо рычага 16 имеет.твердосплавный щуп 15I который, кйнтактируя с протяжкой 5, поворачивает полый и поворотный рычаги 13 и k. Вся эта система за исключением внешнего плеча рычага 16 со щупом 15 смонтирована S корпусе. В том месте, где поворотный рычаг Ш выходит из корпуса, он закрыт гармошкой. Датчики 17 и 18 управляют работой приводов колонны 6 и стола 2, которые и осуществляют ориентацию по вертикали и горизонтали шлифовального круга 12 и протяжки 5Корпус устройства ориентации 11 закреплен на системе скалок 27 и 28, позволяющей производить установочные перемещения по горизонтали и вертикали в зависимости от диаметра шлифовальных кругов 12 и месте хода шлифовальной головки 8. Станок работает следующим образом. В наладочном режиме шлифовальный круг 12 подводится до касания (искры) с задней поверхностью наибольшего по диаметру зуба протяжки 5 имеющего выкружки 29, затем поворотная шлифовальная головка 8 с кругом 1.2 отводится от зуба протяжки 5 в исходное положение. После отвода шлифовального круга 12 в исходное положение ориентирующее устройство 11 с помощью гидроцилиндра (не показан) подводится на линию центров 30. Вращая маховичками 31 и 32 горизонтального и вертикального перемещений ориентирующего устройства 11 позиционируют его щуп 15 по вершине зуба, по которому уже ориентировался шлифовальный круг 12, до загорания сигнальных лампочек, смонтированных на электропульте, сигнализирующих о том, что щуп 15 устройств.а 11 сориентировано по горизонтали и вертикали. Ориентирующее устройство 11 отводится в исходное положение, после чего нажимается кнопка Пуск цикла, и шлифовальная головка 8 подводится гидроцилиндром в рабочее положение, при этом начинается вышлифовка выкружки 29 осцилляцией шлифовального .круга 12 (фиг. З) под углом dL, где оС- угол выкружки. После обработки первой выкружки 29 колонна 6 со шлифовальной головкой 8 перемещается на величину снятого припуска вверх,-происходит круговое деле ние на угол сЛ(фиг. k) протяжки 5 в зависимости от количества выкружек 29 ,598 на зубе, затем происходит вышлифовка второй выкружки и т. д. Правка шлифовального круга 12 происходит автоматически после обработки 9днои или нескольких выкружек 29 (количество устанавливается йа счетчи ке). При правке шлифовальный круг 12 подается на алмаз, т, е. взаимное положение ориентирующего устройства 11 и шлифовального круга 12 остается неизменным при износе круга 12. После обработки последней выкружки 29 на зубе поворотная головка 8 поворачивается в исходное положение, как .указано на фиг. 1, после чего ориёнти рующее устройство 11 подводится на линию центров 3.0 при этом колонна 6 подскакивает вверх на величину {Л|, а стол 2 смещается вправо на величину Л, т. е. чтобы щуг1 15 ориентирующего устройства 11 в момент перемещения от гидроцилиндра не касался зуба протяжки 5 (фиг. 5). Затем производится быс трое деление (переход с обработанного зуба к следующему), т. е. ускоренное перемещение стола 2 с протяжкой 5. Твердосплавный, щуп 15 поворотного рычага i, расположенного внутри полого рычага 13 параллельно направле-. нию движения колонны 6, поворачивается на подшипниках 2 при перемещении. по .спинке и задней поверхности зуба протяжки 5 и внутренним плечом 23 нажимает на датчик 18 (фиг. 6), включая егоJ а перейдя вершину зуба, щуп 15 попадает в стружечную канавку протяжки 5 выключает датчик 18 и дает команду на останов перемещения (фиг. 7) После быстрого деления по шагу необходимо осуществить точную ориентацию положения шлифовального круга 12 и вершины зуба протяжки 5. Это перемещение необходимо провести с максимальной точностью. По команде, т. е. останову привода стола 2, включается привод перемещения колонны 6 вниз от шагового двигателя (не показан) в момент, когда щуп 15 поворотного рыча га l4 с внешним плечом 1.6 займет горизонтальное положение, т. е. внутренним плечом 23, преодолевая усилие пружины 25, нажимает на датчик 18, и поступает, команда на останов перемещения колонны 6, а полый рычаг 13 неподвижен и поджат пружиной 22 на упор 21. С высокой точностью также необходимо произвести ориентацию по горизон тали шлифовального круга 12 и верши36ны зуба протяжки 5- По команде, т. а. останову привода колонны 6, включается привод стола 2, и смещается стол 2 с протяжкой 5 Э направлении, противоположном быстрому делению по шагу. На кимая протяжкой 5 на щуп 15 преодолевая усилие пружины 22, полый рычаг 13 поворачивается в подшипниках 19 с осью 20, включает датчик 17 м выдавт команду на останов перемещения и отвод устройства ориентации 11 (фиг. 8). Все.перемещения имеют электрические блокировки. После отвода устройства рриентации 11 вводится шлифовальный круг 12 в рабочую зону (фиг. 3 ), и происходит вышлифовка выкружек 29, т. е. цикл повторяется, как описано. Заявляемый станок обеспечивает повышение производительности труда,-качество выпускаемой продукции, многостаночное обслуживание, а также исключает тяжелый ручной труд. Кроме того, устройство ориентации позволяет повыситьТОЧНОСТЬ рриента-г ции зуба протяжки и шлифовального круга, что увеличивает их стойкость (на 50-70%). Формула изобретения Станок для заточки протяжек, включающий станину, стол с передней и задней бабками, колонну, несущую шли фовальную бабку с поворотной шлифовальной головкой и устройство ориентации со щупом, а также датчики приводов перемещений стола и колонны, отличающийся тем, что, с целью повышения точности взаимной ориентации шлифовального круга и вершины шлифуемого зуба протяжки независимо от величины шага зубьев и подъема на зуб, устройство ориентации выполнено в виде полого рычага с расположенным внутри него поворотным рычагом, несущим щуп, при этом рычаг смонтирован на оси, параллельной оси колонны, и оба рычага выполнены с возможностью независимого взаимодействия с упомянутыми датчиками приводов перемещений стола и колонны. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1752718, кл. 67 а, опублик. 1972. 2.Проспект станка мод. А R S 2000 фирмы Karl Kllnk, выставки Техника металлообработки в .ФРГ. М., 1976.
Фаг. f

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Станок для заточки протяжек | 1986 |
|
SU1344585A1 |
| Способ вышлифовки выкружек на протяжках группового резания | 1986 |
|
SU1340995A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| ГИДРОФИЦИРОВАННЫЙ СТАНОК ДЛЯ ЗАТОЧКИ ПРОТЯЖЕК | 1971 |
|
SU310783A1 |
| Станок для непрерывной заточки резцов круговых протяжек | 1978 |
|
SU779024A1 |
| Заточный станок для заточки дереворежущих насадных фрез | 1989 |
|
SU1673402A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |
| Заточной станок | 1961 |
|
SU147931A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |

Jiff/ оеци/tjrjmutt
. 982873
j /a/treffuff
Ф&9,3
29
Фиг,
rrj
ttcxfdttwnMOfKefftte перед fftffmfttft ffMffttfeM
ffe ffteuteftaf cmo/ta t протяжкой
0at, f
-й
У- g
В f1
тг д:;
перемещение с nflom/i fc0t/
фиг.б
//
IS
а
XX
Л
Vy HcxffBftof /j вложение /refteff ,movff tM nff uifuoHUffoffafiiieMf m.e ocfnanof ae/fOfieufeHu/t Cfne/ia и ш/тифй/а/гьне головка с к лонной
ttf. 7
i5,
ri
