шение точности обработки. Станок содержит нижний шпиндель, механизм автоматического регулирования эксцентриситета с пневмоприводом, механизм планетарного перемещения поводка, выполненный в виде зубчатых редукторов, ведомый полый вал 17 первого из которых соединен с корпусом 18 второго редуктора, имеющим крышку 27 с расположенным в ее опорах валом поводка 25. Вал поводка 25 несет щестерню 24, связанную при помощи промежуточного блока 2 с центральной шестерней 19, ось которой размещена в полом валу 17. Крыщ- ка 27 второго редуктора установлена с возможностью поворота относительно оси промежуточного блока. 22. В станок введен вал 29, жестко закрепленный на крышке 27 второго редуктора, проходящий через отверстие в оси промежуточного блока 22 и установленный в эксцентричном отверстии ведо1
Изобретение относится к абразивной обработке и может быть использовано в оптическом машиностроении при шлифовании, полировании и доводке сферических, плоских и асферических поверхностей оптических деталей.
Цель изобретения - повышение точности обработки деталей путем уменьшения динамических нагрузок и удаления элементов механизма автоматического регулирования эксцентриситета от зоны обработки.
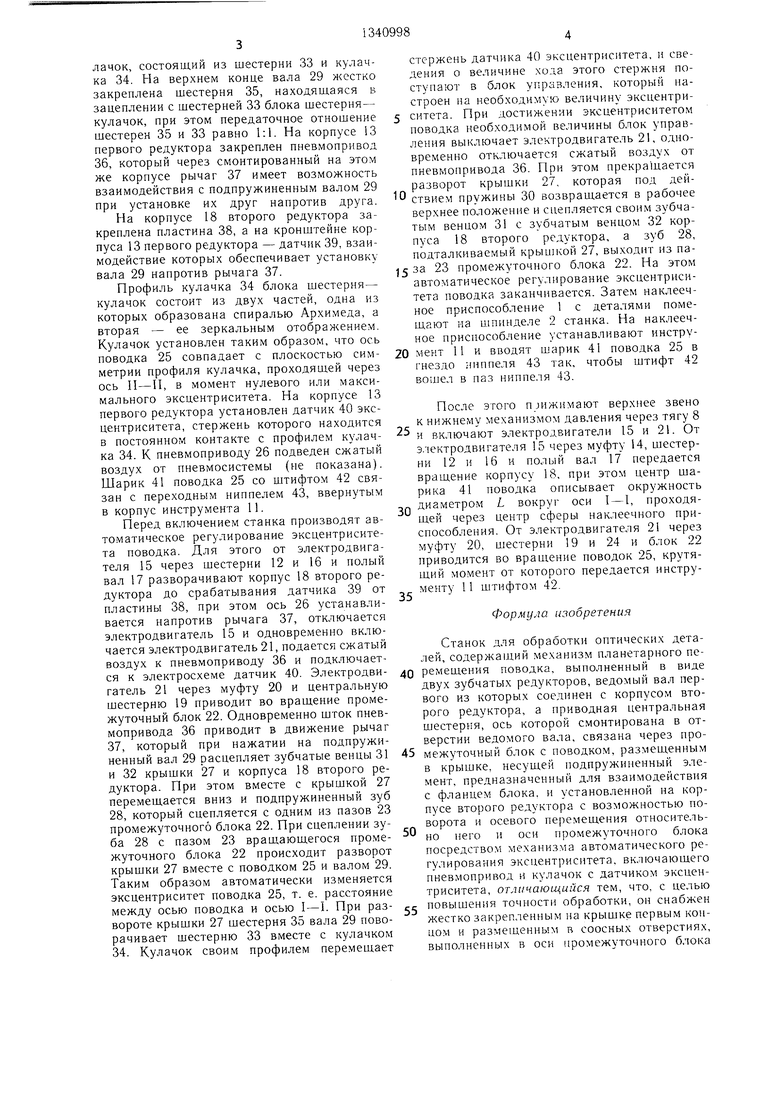
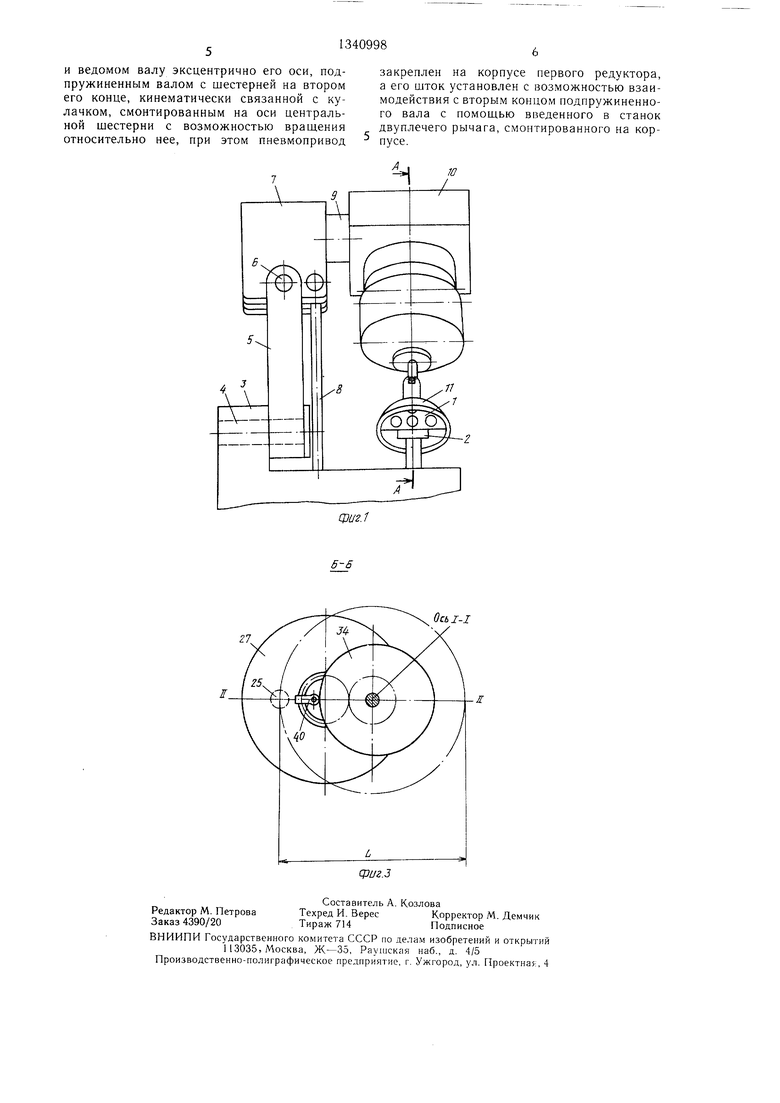
На фиг. 1 показан станок, обший вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2 (в момент максимального эксцентриситета).
Станок для обработки оптических деталей содержит наклеечное приспособление 1 с обрабатываемыми деталями, закрепленное на нижнем шпинделе 2 станка с приводом (не показан), расположенным в станине 3. На последней закреплен с возможностью поворота вокруг оси 4 кронштейн 5 с осью 6, на которой также с возможностью поворота установлен кронштейн 7, связанный тягой 8 с механизмом давления (не показан), расположенным в станине 3. На штанге 9 поворотного кронштейна 7 установлен состоящий из двух редукторов механизм 10 планетарного перемещения поводка с переменным эксцентриситетом, связанный с обрабатывающим инструментом 11. Ведущая шестерня 12 первого редуктора, установленная в опорах корпуса 13 и соединенная муфтой 14 с электродвигателем 15, находится в зацеплении с шестерней 16, жестмого вала 17 первого редуктора с возможностью осевого перемещения. На верхнем конце этого вала жестко закреплена шестерня 35, связанная с шестерней 33 блока шестерня-кулачок, закрепленного с возможностью вращения на валу центральной шестерни 19. Между шестерней 35 введенного вала 29 и торцом ведомого вала 17 первого редуктора установлена пружина 30, поджимающая через вал крышку 27 второго редуктора к его корпусу. Кулачок 34 блока шестерня-кулачок постоянно кинематически связан с датчиком 40 механизма автоматического регулирования эксцентриситета, пневмопривод 36 которого установлен на корпусе 13 первого редуктора с возможностью контактирования его штока через рычаг 37 с верхним концом введенного вала 29. 3 ил.
ко посаженной на пустотелый ведомый вал 17, на фланце которого закреплен корпус 18 второго редуктора. Центральная шестерня 19, установленная в опорах пустотелого вала 17 и соединенная через муфту 20 с электродвигателем 21, входит в зацепление с промежуточным блоком 22, на фланце которого имеются радиальные пазы 23. Промежуточный блок 22 входит в зацепление с шестерней 24, на валу которой закреплен поводок 25. Опоры промежуточного блока 22 расположены на полой оси 26, жестко закрепленной на корпусе 18 второго редуктора. Опоры ала с поводком 25 расположены в крышке 27 корпуса второго
5 редуктора с возможностью изменения от нуля до максимума эксцентриситета между осью поводка и осью I-I вращения корпуса 18 второго редуктора за счет поворота крышки 27 относительно оси 26. На крышке 27 установлен параллельно оси 26 подпружи0 ненный зуб 28, который имеет возможность зацепляться с одним из пазов 23 промежуточного блока 22, и жестко закреплен вал 29, проходящий чере.з отверстие в оси 26 и установленный в боковом отверстии полого вала 17 с возможностью осевого перемещения в нем. На верхнем конце вала 29 установлена пружина 30, прижимающая через этот вал зубчатый венец 31, жестко закрепленный на крыщке 27 второго редуктора, к зубчатому венцу 32 корпуса 18
Q второго редуктора. На верхнем конце вала центральной щестерни 19 закреплен поворотно относительно него блок шестерня-ку5
лачок, состоящий из шестерни 33 и кулачка 34. На верхнем конце вала 29 жестко закреплена шестерня 35, находяш,аяся в зацеплении с шестерней 33 блока шестерня- кулачок, при этом передаточное отношение шестерен 35 и 33 равно 1:1. На корпусе 13 первого редуктора закреплен пневмопривод 36, который через смонтированный на этом же корпусе рычаг 37 имеет возможность взаимодействия с подпружиненным валом 29 при установке их друг напротив
На корпусе 18 второго редуктора закреплена пластина 38, а на кронштейне корпуса 13 первого редуктора - датчик 39, взаимодействие которых обеспечивает установку вала 29 напротив рычага 37.
Профиль кулачка 34 блока шестерня- кулачок состоит из двух частей, одна из которых образована спиралью Архимеда, а вторая - ее зеркальным отображением. Кулачок установлен таким образом, что ось поводка 25 совпадает с плоскостью симметрии профиля кулачка, проходящей через ось II-И, в момент нулевого или максимального эксцентриситета. На корпусе 13 первого редуктора установлен датчик 40 эксцентриситета, стержень которого находится в постоянном контакте с профилем кулачка 34. К пневмоприводу 26 подведен сжатый воздух от пневмосистемы (не показана). Шарик 41 поводка 25 со штифтом 42 связан с переходным ниппелем 43, ввернутым в корпус инструмента 11.
Перед включением станка производят автоматическое регулирование эксцентриситета поводка. Для этого от электродвигателя 15 через шестерни 12 и 16 и полый вал 17 разворачивают корпус 18 второго редуктора до срабатывания датчика 39 от пластины 38, при этом ось 26 устанавливается напротив рычага 37, отключается электродвигатель 15 и одновременно включается электродвигатель 21, подается сжатый воздух к пневмоприводу 36 и подключаетстержень датчика 40 эксцентриситета, и сведения о величине хода этого стержня поступают в блок управления, который настроен на необходимую величину эксцентри5 ситета. При достижении эксцентриситетом поводка необходимой величины блок управления выключает электродвигатель 21, одновременно отключается сжатый воздух от пневмопривода 36. При этом прекращается разворот крышки 27, которая под дей- друга. стзием пружины 30 возвращается в рабочее верхнее положение и сцепляется своим зубчатым венцом 31 с зубчатым венцом 32 корпуса 18 второго редуктора, а зуб 28, подталкиваемый крышкой 27, выходит из за 23 промежуточного блока 22. На этом автоматическое регулирование эксцентриситета поводка заканчивается. Затем наклееч- ное приспособление 1 с деталями помещают на шпинделе 2 станка. На наклееч- ное приспособление устанавливают инстру20 мент 11 и вводят шарик 41 поводка 25 в гнездо ниппеля 43 так, чтобы штифт 42 в паз ниппеля 43.
После этого ПJИжимaют верхнее звено к нижнему механизмом давления через тягу 8
2 и включают электродвигатели 15 и 21. От электродвигателя 15 через муфту 14, щестер- ни 12 и 16 и полый вал 17 передается вращение корпусу 18, при этом центр ща- рика 41 поводка описывает окружность
-,„ диаметром L вокруг оси I - I, проходящей через центр сферы наклеечного приспособления. От электродвигателя 21 через муфту 20, шестерни 19 и 24 и блок 22 приводится во вращение поводок 25, крутящий момент от которого передается инструменту 11 штифтом 42.
35
Формула изобретения
Станок для обработки оптических деталей, содержацл.ий механизм планетарного песя к электросхеме датчик 40. Электродви- до ремещения поводка, выполненный в виде
гатель 21 через муфту 20 и центральную шестерню 19 приводит во вращение промежуточный блок 22. Одновременно шток пневмопривода 36 приводит в движение рычаг 37, который при нажатии на подпружидвух зубчатых редукторов, ведомый вал первого из которых соединен с корпусом второго редуктора, а приводная центральная шестерня, ось которой смонтирована в отверстии ведомого ва,1а, связана через про50
ненный вал 29 расцепляет зубчатые венцы 31 45 межуточный блок с поводком, размещенным и 32 крышки 27 и корпуса 18 второго редуктора. При этом вместе с крышкой 27 перемещается вниз и подпружиненный зуб 28, который сцепляется с одним из пазов 23 промежуточного блока 22. При сцеплении зуба 28 с пазом 23 вращающегося промежуточного блока 22 происходит разворот крышки 27 вместе с поводком 25 и валом 29. Таким образом автоматически изменяется эксцентриситет поводка 25, т. е. расстояние между осью поводка и осью I-I. При развороте крыщки 27 шестерня 35 вала 29 поворачивает шестерню 33 вместе с кулачком 34. Кулачок своим профилем перемещает
55
в крышке, несущей подпружиненный элемент, предназначенный для взаимодействия с фланцем блока, и установленной на корпусе второго редуктора с возможностью поворота и осевого перемещения относительно пего и оси промежуточного блока посредством механизма автоматического регулирования эксцентриситета, включающего пневмопривод и кулачок с датчиком эксцентриситета, отличающийся тем, что, с целью повышения точности обработки, он снабжен жестко закрепленным на крышке первым концом и размещенным в соосных отверстиях, выполненных в оси промежуточного блока
стержень датчика 40 эксцентриситета, и сведения о величине хода этого стержня поступают в блок управления, который настроен на необходимую величину эксцентри5 ситета. При достижении эксцентриситетом поводка необходимой величины блок управления выключает электродвигатель 21, одновременно отключается сжатый воздух от пневмопривода 36. При этом прекращается разворот крышки 27, которая под дей- стзием пружины 30 возвращается в рабочее верхнее положение и сцепляется своим зубчатым венцом 31 с зубчатым венцом 32 корпуса 18 второго редуктора, а зуб 28, подталкиваемый крышкой 27, выходит из за 23 промежуточного блока 22. На этом автоматическое регулирование эксцентриситета поводка заканчивается. Затем наклееч- ное приспособление 1 с деталями помещают на шпинделе 2 станка. На наклееч- ное приспособление устанавливают инстру20 мент 11 и вводят шарик 41 поводка 25 в гнездо ниппеля 43 так, чтобы штифт 42 в паз ниппеля 43.
После этого ПJИжимaют верхнее звено к нижнему механизмом давления через тягу 8
и включают электродвигатели 15 и 21. От электродвигателя 15 через муфту 14, щестер- ни 12 и 16 и полый вал 17 передается вращение корпусу 18, при этом центр ща- рика 41 поводка описывает окружность
диаметром L вокруг оси I - I, проходящей через центр сферы наклеечного приспособления. От электродвигателя 21 через муфту 20, шестерни 19 и 24 и блок 22 приводится во вращение поводок 25, крутящий момент от которого передается инструменту 11 штифтом 42.
Формула изобретения
Станок для обработки оптических деталей, содержацл.ий механизм планетарного перемещения поводка, выполненный в виде
двух зубчатых редукторов, ведомый вал первого из которых соединен с корпусом второго редуктора, а приводная центральная шестерня, ось которой смонтирована в отверстии ведомого ва,1а, связана через промежуточный блок с поводком, размещенным
межуточный блок с поводком, размещенным
в крышке, несущей подпружиненный элемент, предназначенный для взаимодействия с фланцем блока, и установленной на корпусе второго редуктора с возможностью поворота и осевого перемещения относительно пего и оси промежуточного блока посредством механизма автоматического регулирования эксцентриситета, включающего пневмопривод и кулачок с датчиком эксцентриситета, отличающийся тем, что, с целью повышения точности обработки, он снабжен жестко закрепленным на крышке первым концом и размещенным в соосных отверстиях, выполненных в оси промежуточного блока
и ведомом валу эксцентрично его оси, подпружиненным валом с шестерней на втором его конце, кинематически связанной с кулачком, смонтированным на оси центральной шестерни с возможностью вращения относительно нее, при этом пневмопривод
закреплен на корпусе первого редуктора, а его шток установлен с возможностью взаимодействия с вторым концом подпружиненного вала с помошью введенного в станок двуплечего рычага, смонтированного на корпусе.
Ц}иг.1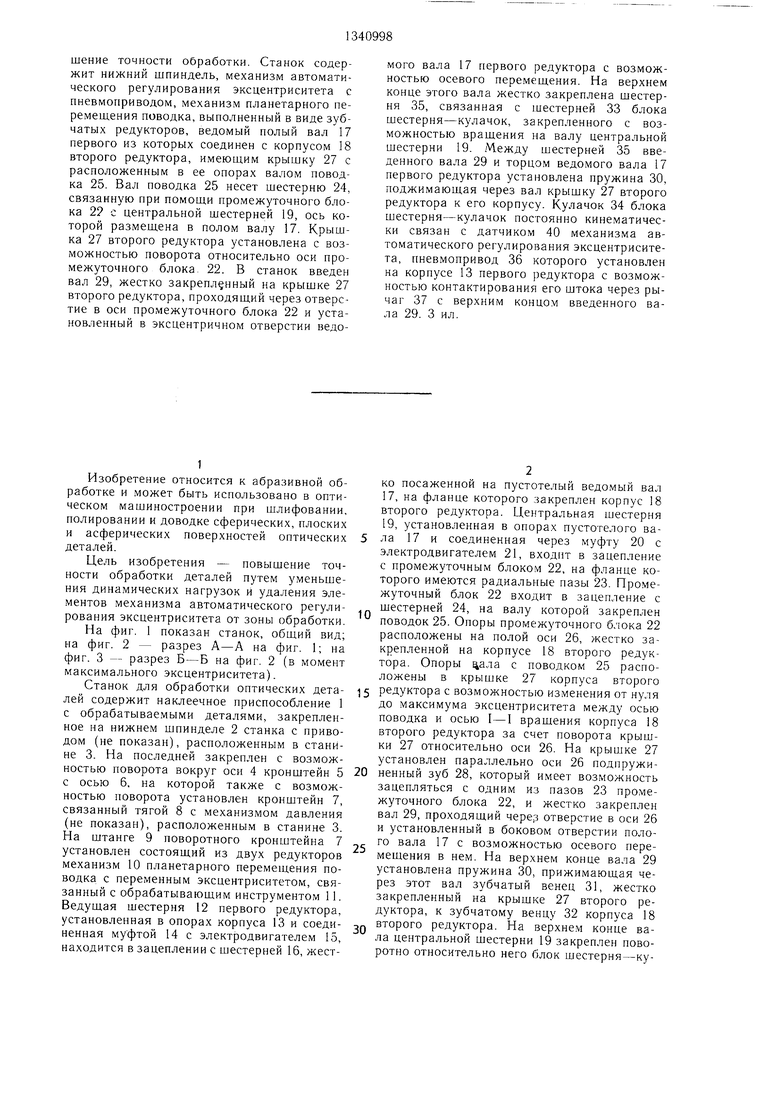
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки оптических деталей | 1983 |
|
SU1151430A2 |
| Станок для обработки оптических деталей | 1987 |
|
SU1491671A1 |
| Станок для обработки оптических деталей | 1979 |
|
SU998099A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1496992A1 |
| МНОГОРЯДНАЯ КЛУБНЕКОРНЕПЛОДОУБОРОЧНАЯ МАШИНА | 1987 |
|
RU2021667C1 |
| МЕХАНИЗМ ПОВОРОТА БАШНИ | 1993 |
|
RU2068536C1 |
| МЕХАНИЗМ ПОВОРОТА БАШНИ | 1992 |
|
RU2054154C1 |
| ДВУХСКОРОСТНАЯ ГЛАВНАЯ ПЕРЕДАЧА | 2010 |
|
RU2432267C1 |
| Импульсный вариатор | 1980 |
|
SU968549A1 |
| МЕХАНИЧЕСКИЙ ТРУБНЫЙ КЛЮЧ | 1995 |
|
RU2086384C1 |
Изобретение относится к абразивной обработке и может быть использовано в оптическом машиностроении при шлифовании, полировании и доводке сферических, плоскл.х и асферических поверхностей оптических деталей. Цель изобретения - новыА-А 40 1 /J 12 16 СХР о со со 00 Фиг. 2
27
ОсЫ-1
Редактор М. Петрова Заказ 4390/20
Составитель А. Козлова
Техред И. ВересКорректор М.. Демчик
Тираж 714Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
И3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственио-полиграфическое предприятие, г. Ужгород, ул. HpoeKTHasi, 4
| Индикатор внутриглазного давления | 1961 |
|
SU151430A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
