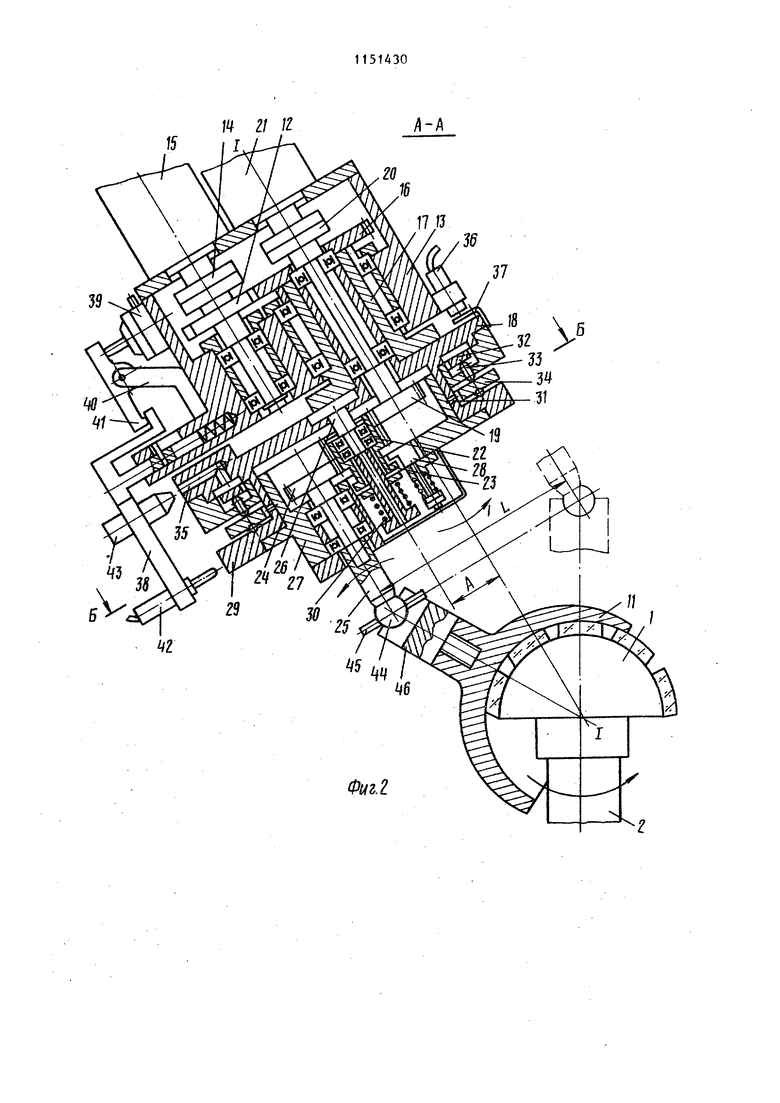
1 Яэобретение ofносится к абразив ной обработке и может бьп ь использовано в оптическом машиностроении при шлифовании, полировании и дово ке сферических, плоских и асфериг ческих поверхностей оптических деталей. По основному авт.св. № 998099 известен станок для обработки опти ческих деталей, содержащий нижний шпиндель и смонтированный на поворотном кронштейне поводок верхнего звена, связанный с механизмами давления и планетарного перемещени поводка с регулируемь1м эксцентриси тетом в виде двух зубчатых редукто ров. Ведомый полый вал первого реду тора соединен с корпусом второго редуктора, имеющим крьшку с расположенным в ее опорах валом повод ка, несущим шестерню связанную при помощи промежуточной шестерни с центральной шестерней, ось которой размещена в полом валу, при этом крьппка имеет возможность поворота относительно оси промежуточной шестерни СООднако разворот крьшки для регу лирования эксцентриситета поводка производится вручную и требует зна чительной затраты времени. Кроме того, регулирование эксцентриситета поводка вручную не позволяет ис пользовать станок в автоматических линиях для обработки оптических, деталей. Целью изобретения является повы шение производительности процесса путем автоматизации регулирования эксцентриситета поводка. Поставленная цель достигается тем, что в станке для обработки оптических деталей, содержащем нижний шпиндель и смонтированный на поворотном кронштейне поводок верхнего звена, связанный с механизмом давления и механизмом планетарного перемещения поводка с регулируемым эксцентриситетом, вьтолненным в виде зубчатых редукторов, ведомый полый вал первого из которых соединен с корпусом вто рого редуктора, имеющим крьшку с расположенным в ее опорах валом поводка, несущим шестерню, связанную при помощи блока шестерен с неподвижной центральной шестерней, ось которой размещена в полом валу 0 и укреплена на корпусе первого редуктора, при этом крьшка установлена с возможностью поворота относительно оси промежуточного блока, механизм регулирования эксцентриситета выполнен в виде основного пневмопривода, размещенного в корпусе второго редуктора и связанного с его крьш1кой посредством толкателей и расположенного соосно с промежуточным блоком кулачка, закрепленного на крьш1ке, входящего в зацепление с торцом корпуса и установленного с возможностью осевого перемещения и контакта с датчиком эксцентриситета, закрепленным на смонтированном на корпусе первого редуктора подвижном в радиальном направлении кронштейне, несущем наконечник пневмопривода, предназначенньй для соединения с входом основного пневмопривода, и связанном с дополнительным пневмоприводом,закрепленным на корпусе, первого редуктора, при этом крьш1ка второго редуктора кинематически связана с промежуточным блоком. Причем профиль кулачка выполнен в виде двух симметричных частей, одна из которых образована спиралью Архимеда, а другая - ее зеркальным отображением. Кроме того, кинематическая связь крышки второго редуктора с промежуточным блоком выполнена в виде размещенного на крьшгке подпружиненного зуба, установленного с возможностью взаимодействия с одним из пазов, выполненных на фланце промежуточного блока. На фиг.1 показан станок для обработки оптических деталей, общий вид-, на фиг.2 - разрез А-А на фйг.1 на фиг.З - разрез Б-Б на фиг.2 (в момент максимального эксцентриситета). Станок для обработки оптических деталей содержит наклеечное приспособление 1 с обрабатываемыми деталями, закрепленное на нижнем шпинделе 2 станка с приводом (не показан), расположенном в станине 3. На станине 3 закреплен с возможностью поворота вокруг оси 4 кронштейн 5 с осью 6, на которой также с возможностью поворота установлен кронштейн 7, связанный тягой 8 с механизмом давления (не показан), рас3
положенньтм в станине 3. На штанге 9 поворотного кронштейна 7 установлен состоящий из двух редукторов механизм 10 планетарного вращения поводка с переменным эксцентриситетом, связанный с обрабатьгоающим инструментом 11. Ведущая шестерйя 12 первого редуктора, установленная в опорах корпуса 13 и соединенная муфтой 14 с электродвигателем 15, находится в зацеплении с шестерней 16, жестко посаженной на пустотелый ведомый вал 17, на фланце которого закреплен корпус 18 второго редуктора. Центральная шестерня 19, установленная в опорах пустотелого вала 1 7 и соединенная через муфту 20 с электродвигателем 21, входит в зацепление с промежуточным блоком 22J на фланце которого имеются радиальные пазы 23. Промежуточный блок 22 входит в зацепление с шестерней 24, на валу которой закреплен поводок 25. Опоры промежуточного блока 22 расположены на оси 26, жестко закрепленной на корпусе 18 второго редуктора. Опоры вала с поводком 25 расположены в крышке 27 корпуса второго редуктора с возможностью изменения от нуля до максимума эксцентриситета между осью поводка 25 и осью I-I вращения корпуса 18 второго редуктора за счет поворота крышки 27 относительно оси 26. На крьшгке 27 установлен параллельно оси 26 подпрз жиненный зуб 28, который имеет возможность зацепляться с одним из пазов 23 промежуточного блока 22, и жестко закреплен кулачок 29, который совместно с крьппкой 27 под действием пружины 30 входит в зацепление своими торцовьми треугольными зубьями 31 с корпусом 18, в который встроена резиновая кольцевая мембрана основного пневмопривода 32, имеющего толкатели 33, равномерно расположенные по окружности. Толкатели 33 через кольцо 34 соединены подвижно (вдоль оси) с кулачком 29. Полость пневмопривода 32 имеет вьпсод на наружную поверхность корпуса 18 второго редуктора через отверстие 35. На корпусе 13 первого редуктора закреплен датчик 36, управлякиций при изменении эксцентриситета поводка работой электродвигателей 15 и 21 и подачей сжатого воздуха к механизму 10
30
планетарного вращения поводка, а на корпусе 18 второго редуктора закреплена пластина 37, имеющая возможность взаимодействия с датчиком 36. На корпусе 13 первого редуктора установлены также подпружиненный кронштейн 38, дополнительный привод 39, выполненный пневматическим, и опора 40 с двуплечим рычагом 41.
На подпружиненном кронштейне 38 закреплены датчик эксцентриситета 42, имеющий электрическую связь с блоком управления (не показан) п расположенный с возможностью контакта стержня датчика эксцентриситета 42 с профилем кулачка 29, и наконечник пневмопривода 43, коническая часть которого имеет возможность запирать отверстие 35.
К наконечнику пневмопривода 43 и дополнительному пневмоприводу 39 подведен сжатый воздух от пневмосистемы (не показана). Профиль кулачка 29 состоит из двух частей,одна из которых образована спи-
рллью Архимеда, а вторая - ее зеркальным отображением. Кулачок 29 закреплен на крьш1ке 27 таким образом, чтобы плоскость симметрии
II-II его профиля совпадала с осью поводка 25, а при максимальном или равном нулю эксцентриситете поводка и с осью датчика эксцентриситета 42. Шток пневмопривода 39, двуплечий
рычаг 41 и подпружиненный кронштейн 38 имеют возможность взаимодействовать между собой. Шарик 44 поводка 25 со штифтом 45 связан с переходным ниппелем 46, ввернутым в корпус инструмента 11.
Перед включением станка производят автоматическое регулирование эксцентриситета поводка. Для этого включают электродвигатель 15, а от
него через муфту 14, шестерни 12 и 16 и полый вал 17 разворачивается корпус 18 второго редуктора до момента включения при.помощи пластины 37 датчики 36, при этом отверстие
35 устанавливается напротив нако- . нечника пневмопровода 43. Датчик 36 отключает электродвигатель tS и одновременно включает электродвигатель 21 и подачу сжатого воздуха к
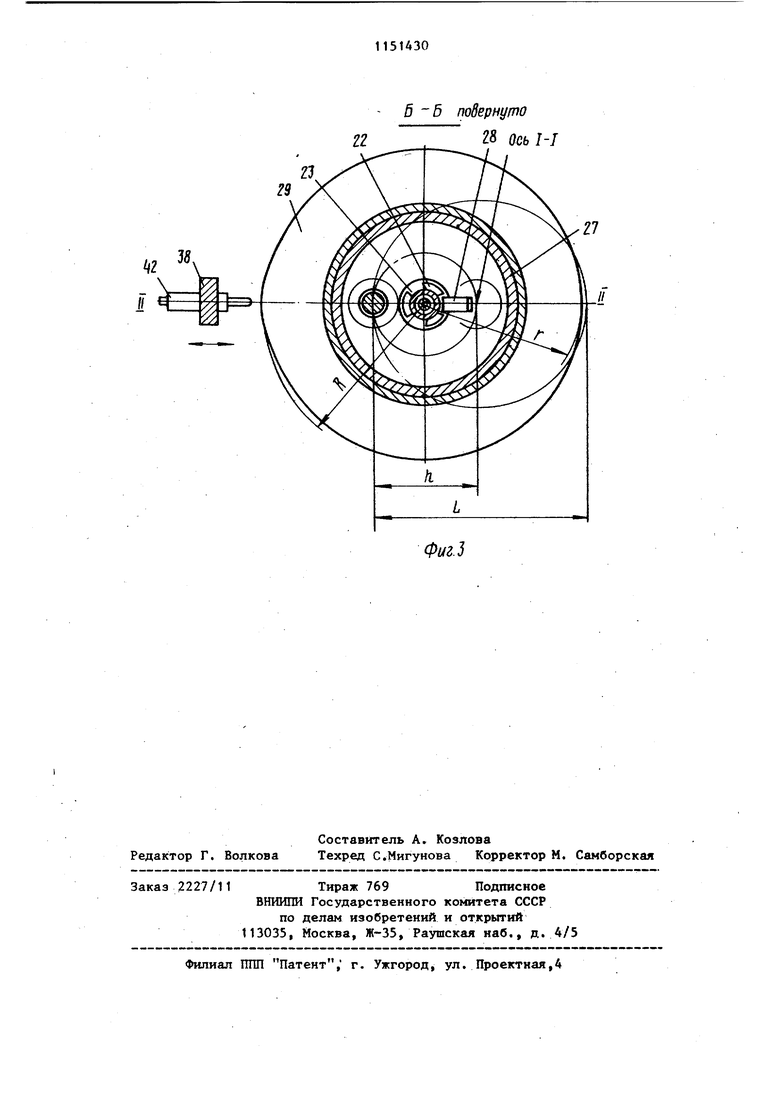
пневмоприводу 39 и наконечнику пневмопровода 43. Электродвигатель 21 через муфту 20 и центральную шестерню 19 приводит во вращения промежуточный блок 22, а от него че рез шестерню 24 вращаетсй поводок 25. Пневмопривод 39 через двуплечий рычаг 41 подводит кронштейн 38 с на конечником пневмопровода 43 и датчи ком эксцентриситета 42 ко второму редуктору, при этом коническая част наконечника пневмопровода 43 запирает отверстие 35 корпуса 18 второг редуктора, фиксируя его, а стержень датчика эксцентриситета 42 упираетс в профиль кулачка 29. Одновременно сжатый воздух, подведенный к наконе нику пневмопровода 43, через отверстие 35 поступает к основному пневмоприводу 32, который через толкатели 33 и кольцо 34 перемещает вниз кулачок 29 с крьшкой 27 и выводит его из зацепления с корпусом 18. При этом вместе с крьш кой 27 перемещается вниз и подпружиненный зуб 28, который входит в один из пазов 23 и сцепляется таким образом с промежуточным блоком 22. При сцеплении зуба 28 с пазом 23 вращающегося промежуточного блока происходит разворот крышки 27 вместе с поводком 25 и жестко закреплен ным с ней кулачком 29 относительно корпуса 18 второго редуктора. Таким образом, автоматически изменяется эксцентриситет поводка 25, т.е. расстояние между осью 25 и осью I-I. При развороте крьш1ки 27 кулачок 29 своим профилем, перемещает стержень датчика экс центрнгситета 42 и сведения о величине хода этого стержня поступают в блок управления, который настрое на необходимую величину эксцентриситета, причем величина эксцентриситета поводка 25 и ход стержня датчика эксцентриситета 42 связаны следующей зависимостью п 2-A-8in (90 |), где п - необходимая величина эксце триситета поводкаi А - расстояние между осями центральной шестерни и про межуточного блока S - величина хода стержня датчика эксцентриситета, замеренная от положения,когд ось датчика эксцентриситет совпадает с плоскостью II-II симметрии кулачка (положение изображено на фиг.З) t - разность между наибольшим (R) и наименьшим (г) радиусами спирали Архимеда, При достижении эксцентриситета поводка необходимой величины блок управления выключает электродвигатель 21 и одновременно отключаетсжатый воздух от дополнительного пневмопривода 39 и наконечника пневмопривода 43. При этом прекращается разворот крьш1ки 27, а подпружиненньм кронштейн 38 отводит датчик эксцентриситета 42 от кулачка 29 и наконечник пневмопровода 43 от отверстия 35. Одновременно крьшка 27 под действием пружины 30 возвращается в рабочее верхнее положение и сцепляется зубьями 31 с корпусом 18,а зуб 28,подталкиваемый крышкой 27, выходит из паза 23 промежуточного блока 2... На этом автоматическое регулирование эксцентриситета поводка заканчивается. Затем наклеечное приспособление 1 с деталями размещают на шпинделе 2 станка, на наклеечное приспособление устанавливают инструмент 11 и вставляют шарик 44 поводка 25 в гнездо ниппеля 46 так, чтобы штифт 45 вошел в паз ниппеля 46. После этого прижимают верхнее звено к нижнему механизму давления через тягу 8 и включают электродвигатели 15 и 21. От электродвигателя 15 через муфту 14,шестерни 12 и 16 и польй вал 17 передается вращение корпусу 18, при этом центр шарика 44 поводка описывает окружность диаметром L вокруг оси I-I, проходящей через центр сферы наклеечного приспособления. От электродвигателя 21 через муфту 20, шестерни 19, 22 и 24 приводится во вращение поводок 25, крутящий момент от которого передается инструменту 11 штифтом 45. Таким образом, предлагаемый станок для обработки оптических деталей позволяет существенно уменьшить время на установку необходимого эксцентриситета поводка и открьшает путь к автоматизации процесса обработки оптических деталей. W 2/ /2 Фг/г.2
б 5 подернуто
28 ось/-/
Фиг. 5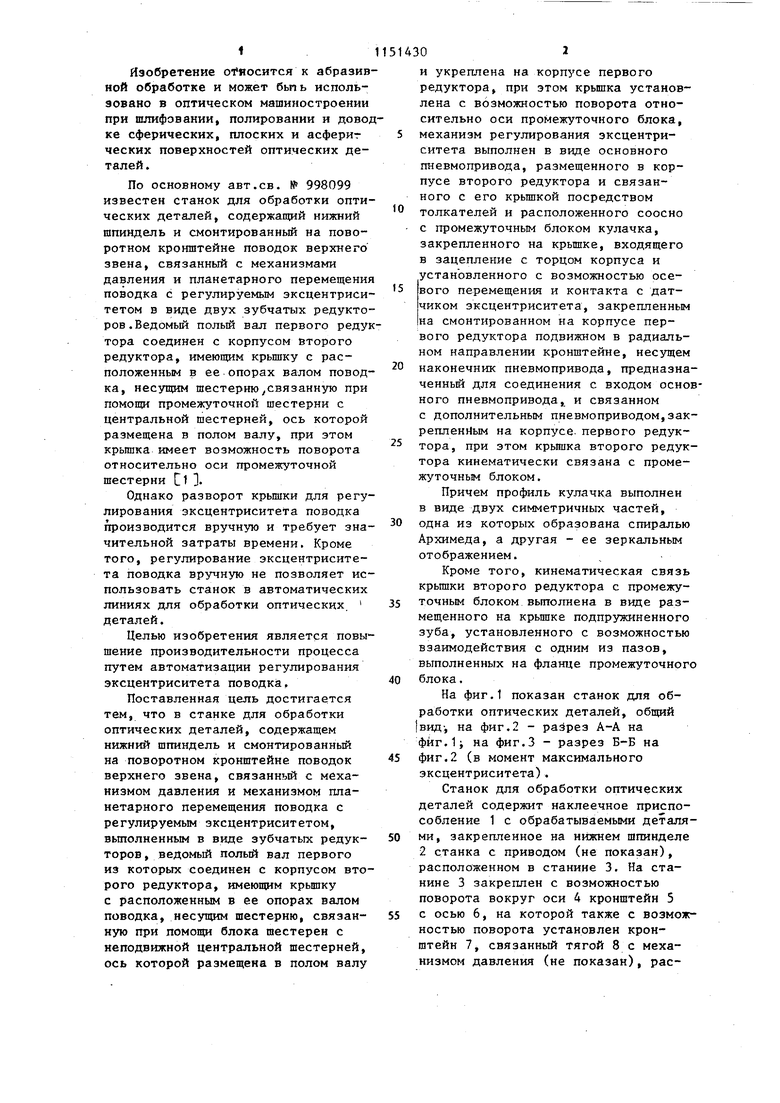
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки оптических деталей | 1986 |
|
SU1340998A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1491671A1 |
| Станок для обработки оптических деталей | 1979 |
|
SU998099A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1496992A1 |
| Станок для обработки сферических поверхностей оптических деталей | 1985 |
|
SU1281380A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Станок для доводки плоских поверхностей | 1985 |
|
SU1284803A1 |
| Устройство для обработки оптических деталей | 1978 |
|
SU745653A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
1. СТАНОК ДЛЯ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ по авт.св. 998099, отличающийся тем, что, с целью повышения производительности процесса путем автоматизации регулирования эксцентриситета поводка, механизм регули- рования эксцентриситета выполнен в виде основного пневмопривода, размещенного в корпусе второго редуктора и связанного с его крышкой посредством толкателей и расположенного соосно с промежуточным блоком кулачка, закрепленного на крышке, входящего в зацепление с торцом корпуса и установленного с возможностью осевого перемещения и контакта с датчиком эксцентриситета, закрепленным на смонтированном на корпусе первого редуктора подвижном в радиальном направлении кронштейне, несущем наконечник пневмопровода, предназначенный для соединения с входом основного пневмопривода, и связанном с дополнительньм пневмоприводе, закрепленньач на корпусе первого редуктора,при этом крьш1ка второго редуктора кинематически связана с промежуточным блоком. 2.Станок по п.1, отличающийся тем, что профиль кулачка выполнен в виде двух симметричных частей, одна йэ которых образована спиралью Архимеда, а другая - ее (О зеркальным отображением. с 3.Станок ПОП.1, отличающийся тем, что кинематическая связь крьшпси второго редуктора с промежуточньм блоком выполнена в виде размещенного на крышке подпружиненного зуба, установленного с возСП можностью вза1ф{одействия с одним из Z1 пазов, вьшолненных на фланце промежуточного блока. 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок для обработки оптических деталей | 1979 |
|
SU998099A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
