ИзсУбретение относится к изготовлению абразивного инструмента.
Цель изобретения - повьшгение механической прочности круга.
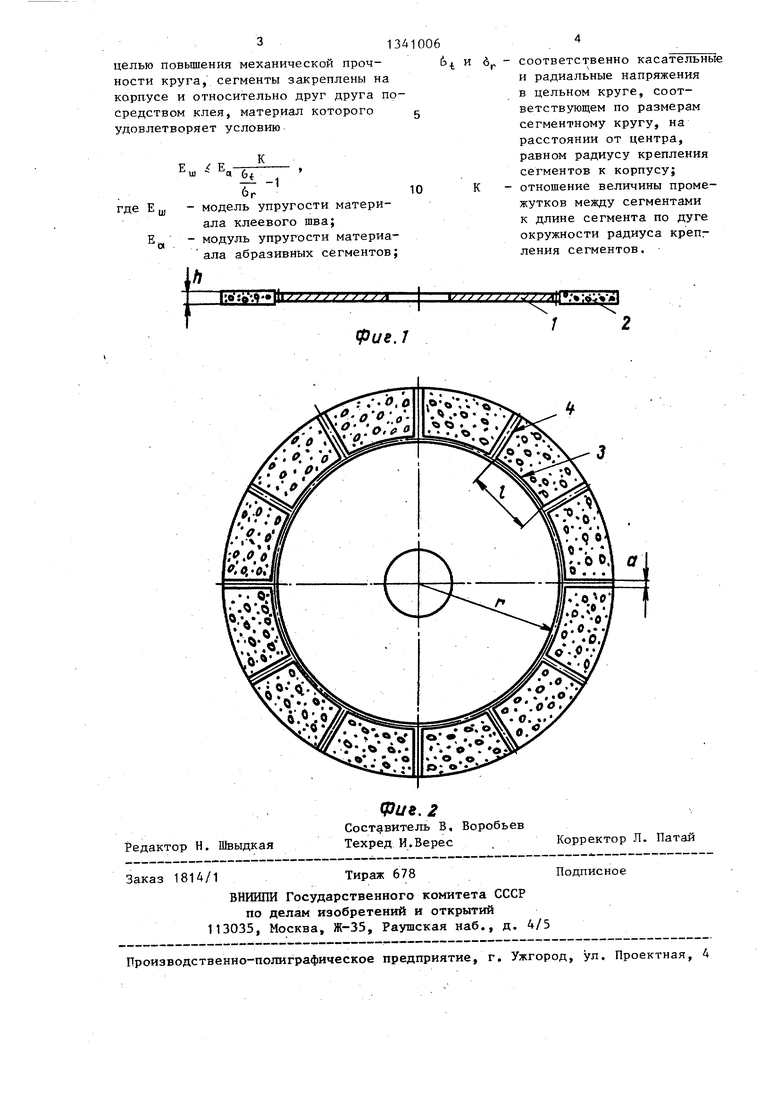
На фиг. 1 изображен круг, поперечный разрез; на фиг. 2 - то же, вид с торца.
На металлическом корпусе 1 по его периферии закреплены абразивные сегменты 2 посредством клеевого шва 3, абразивные сегменты соединены клеевым швом 4. Размеры сегмента обозначены: h - высота сегмента; 1 - длина сегмента, равного радиусу крепления сегментов к корпусу; а - зазор между сегментами.
Клеевая композиция пша 4 выбрана из условия
Е ,„ Е„
К
6t
-1
модуль упругости клеевой
композиции; модуль упругости материала
абразивных сегментов 2; соответственно касательные и радиальные напряжения в цельном круге, соответствующем по размерам сегментному кругу, на расстоянии
радиусу крепления сегментов к корпусу; - отношение величины зазора а между сегментами к .длине 1 сегмента по дуге ок- ружности радиуса г. Величины 4 и Y определяют расчетным путем по известным формулам с учетом скорости круга, его рамеров, плотности абразивного композита и его коэффициента Пуассона.
Пример 1, В лабораторных условиях изготовлена партия отрезных сегментных кругов диаметром 600 мм.
Абразивные сегменты были изготовлены из абразивной массы при следующем соотношении компонентов, мас,% Шлифматериал 14Л80Н 70 Связующее БЖ-3
СФП-011А19
Криолит11
Сегменты круга имели длину 1 100 мм, высоту h 6 мм. Количество армирующих стеклосеток 3.
0
5
0
5
0
5
Прессование осуществляли на 1000- тонном прессе давлением 150 кг/см, выдержка под прессом 1 мин. Термообработку проводили в камерном бакелизаторе в течение 29 ч, конечная температура .
Сегментные круги собирали из металлической планшайбы и 6 абразивных сегментов. Сегменты крепились между собой и к планшайбе при помощи клеевой композиции. В качестве клеевой композиции использовали клеевую композицию У11-5-233-1 (эпоксид- ньм клей холодного отверждения), имеющую модуль упругости не более 10- кг/см , что соответствует требованию к материалу клеевого шва (модуль упругости материала абразивного сегмента 4-5 10 кг/см, ,02). Зазор между сегментами выбран 2 мм.
Пример 2. Круги изготовлены Аналогично примеру 1, сегменты не соединены между собой клеевым швом.
Пример 3. Сегменты изготовлены аналогично примеру 1, но в сегменты были заделаны металлические пластины с резьбовыми отверстиями, за счет которых было обеспечено крепление сегментов на корпусе.
Изготовленные круги подвергали испытаниям на механическую прочность на испытательном стенде СИП-2-600С
Результаты испытаний сведены в таблицу.
Из таблиць видно, что сегментные круги, у которых сегменты склеены между собой специально подобранной клеевой композицией, имеют более высокую прочность на разрыв.
Формула изобретенияСегментньй шлифовальный круг, выполненный в виде закрепленных на периферии корпуса абразивных сегментов, отличающийся тем, что, с
целью повьшения механической прочности круга, сегменты закреплены на корпусе и относительно друг друга посредством клея, материал которого удовлетворяет условию
EU, -Г,
к
Е
ш
-модель упругости материала клеевого шва;
-модуль упругости материа- ала абразивных сегментов;
h
i;o io . тз::
g
0
и 6 - соответственно касательные и радиальные напряжения в цельном круге, соответствующем по размерам сегментному кругу, на расстоянии от центра, равном радиусу крепления сегментов к корпусу; К - отношение величины промежутков между сегментами к длине сегмента по дуге окружности радиуса крепг ления сегментов.
rntrr
s
р(/е.;
Редактор Н. Швыдкая
Фиб.2
Составитель В, Воробьев Техред И.Верес
Заказ 1814/1Тираж 678
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л. Патай
Подписное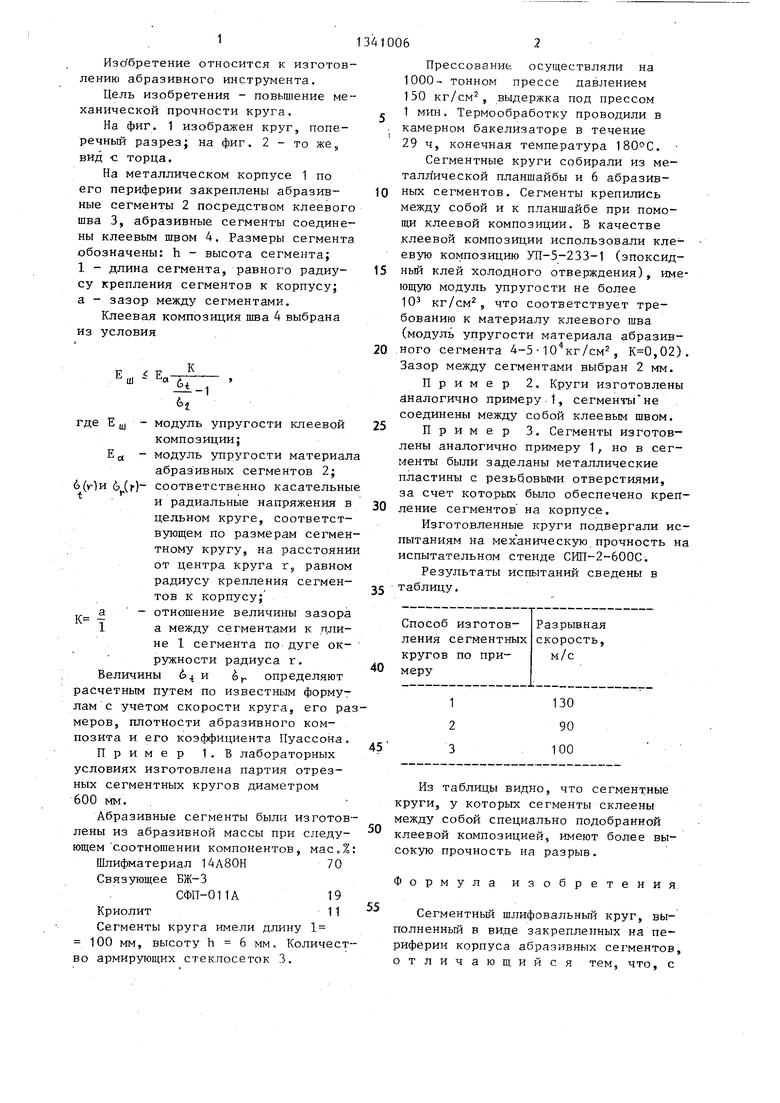
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ | 1993 |
|
RU2053108C1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| ОТРЕЗНОЙ АЛМАЗНЫЙ СЕГМЕНТНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2073599C1 |
| Шлифовальный круг | 1980 |
|
SU948649A1 |
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1993 |
|
RU2068335C1 |
| Абразивный сегментный отрезной круг углового профиля | 1987 |
|
SU1516331A1 |
| ОТРЕЗНОЙ АБРАЗИВНЫЙ КРУГ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2100184C1 |
| Сегментный абразивный круг | 1980 |
|
SU891411A1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2284257C2 |
Изобретение относится к изготовлению абразивного инструмента и может быть использовано при изготовлении отрезных кругов диаметром 600 мм и более, а также кругов прямого профиля для чернового и чистового шлифования. Цель изобретения - повышение механической прочности сегментных кругов, содержащих корпус и закрепленные по его периферии абразивные сегменты. Абразивные сегменты соединены клеевым швом, свойства материала которого определены соотношением Е Е -К 1, где Е щ - модуль упругости материала клеевого шва; Е - модуль упругости материала абразивных сегментов; ( и 2 - соответственно касательные и радиальные напряжения в цельном круге, соответствующем по размерам сегментному кругу, на расстоянии от дентра круга г, равном радиусу крепления сегментов к корпусу; К - отношение величины зазора между сегментами к длине сегмента по дуге окружности радиуса г. 2 ил. 1 табл. S (Л со Nt;
| МЕХАНИЗМ ЗИГЗАГА К ШВЕЙНОЙ МАШИНЕ | 0 |
|
SU316342A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
