Известны револьверные сверлильные головки, каждый шлиидель которых снабжен зубчатой передачей, включаемой на рабочей позиции в общий привод для сообщения шпинделю определеииой скорости вращения в соответствии с требуемым режимом его работы. Недостаток этих головок заключается в том, что включение муфты, связывающей зубчатую передачу щпинделя с общим приводом головки, производится без предварительного уравнивания окружных скоростей зубчатых полумуфт шпинделя и общего привода, что влечет за собой нередко поломку ударяющихся при сцеплении зубьев полумуфт.
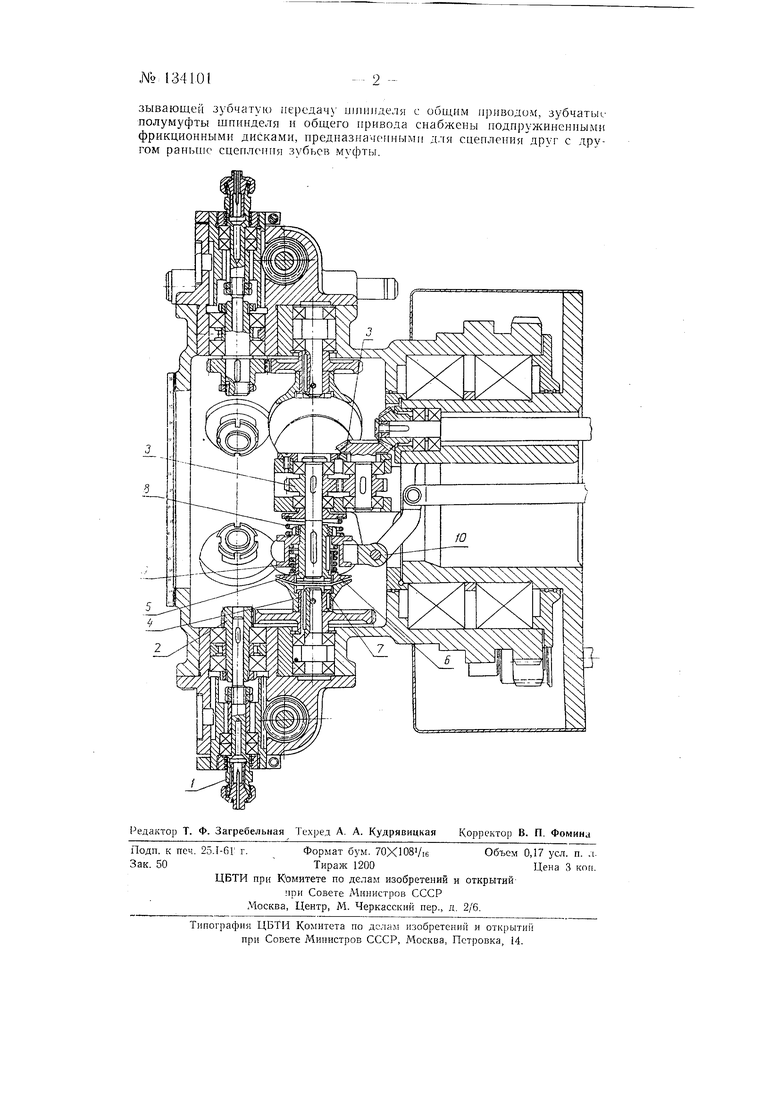
В предлагаемой револьверной сверлильной головке этот недостаток устранен тем, что зубчатые полумуфты щпинделя и общего привода снабжены подпружиненными фрикционными дисками, предназначенными для сцепления друг с другом раньше сцепления зубьев муфтыНа чертеже изображена револьверная сверлильная головка в разрезеКаждый шпиндель 1 револьверной сверлнльной головки снабжен зубчатой передачей 2, включаемой на рабочей позиции в общий привод ,/для сообщения ему определенной скорости вращения в соответствии с требуемым режимам его работы. Включение муфты, состоящей из полумуфт 4 и 5 и связывающей зубчатую передачу 2 с общим приводом 3, производится с предварительным разгоном очередного щпинделя /, для чего зубчатые полумуфты и 5 (соответственно шпинделя и общего привода) снабжены фрикционными дисками 6 и 7, предназначенными для сцепления друг с другом раньше сцепления зубьев муфты. Фрикционньп диск 6 зубчатой полумуфты 4 пружиной 8 прижат к бурту втулкн 9, неремеп аемой для включения муфты от рычага W.
Пред м е т и з о б р е т е н и и
Револьверная сверлильная головка, каждый шниндель которой снабжен зубчатой передачей, включаемой па рабочей позиции в общий привод для сообщения ему определенной скорости вращения в соответствии с требуемым режимом его работы, отличающаяся тем, что, с целью сообщения очередному шпинделю предварительного разгона и уменьщсния этим силы удара сцепляющихся зубьев при включении муфты, свя
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для гальванической обработки деталей | 1959 |
|
SU131601A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| Универсальный многошпиндельный револьверный автомат | 1946 |
|
SU72327A1 |
| Привод рабочих шпинделей | 1978 |
|
SU779002A1 |
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |
| Многооперационный станок | 1989 |
|
SU1715546A1 |
| Устройство для непрерывной намотки нитевидного материала на катушки | 1977 |
|
SU679500A1 |
| Револьверная головка | 1980 |
|
SU889293A1 |