Известные автоматы для га.мьванической обработки детален, загружаемых в колокола, требуют трудоемкой наладкн и вы1СокОКвалнфицированного обслуживания. Кроме того, в условиях агрессивной среды гальванических цехов -они недостаточно надежны в эксн.чуатанин.
Описываемыг автомат для гальванической обработки деталей, загруженных в колокола, состоящий из аюследовате. расположенных ваин, овального -пульсирующего конвейера, оснанн нного тележками с траверсами, перевозящими колокола, механического нривода, получаю дего вращение от электромотора, и командоаппарата ку.аачкового типа, конструктивно прост, надежен в работе и может обслуживаться рядовыми рабочими.
Достигается это унрощением кинематической схемы автомата за счет нрименения механического способа сннхроннзацни движения конвейера и вращения кулачкового вала посредством однооборотных муфт, управ. яемых командоа-пларатом от одного общего для всех муфт нрииода.
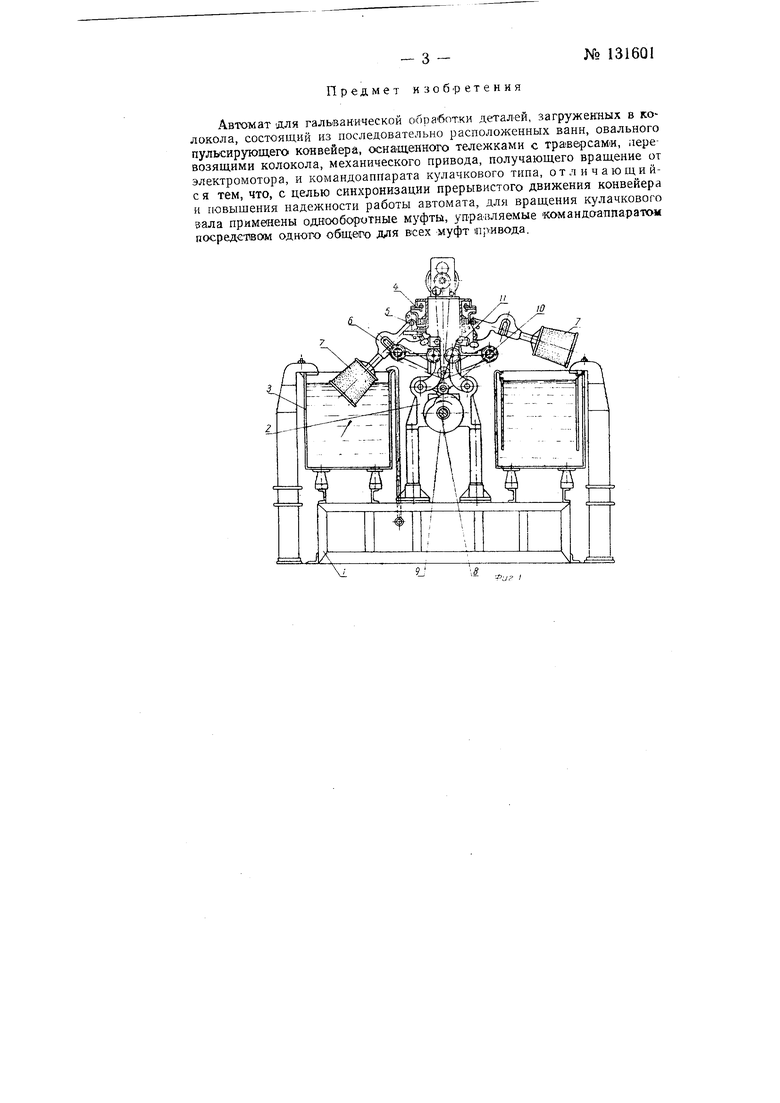
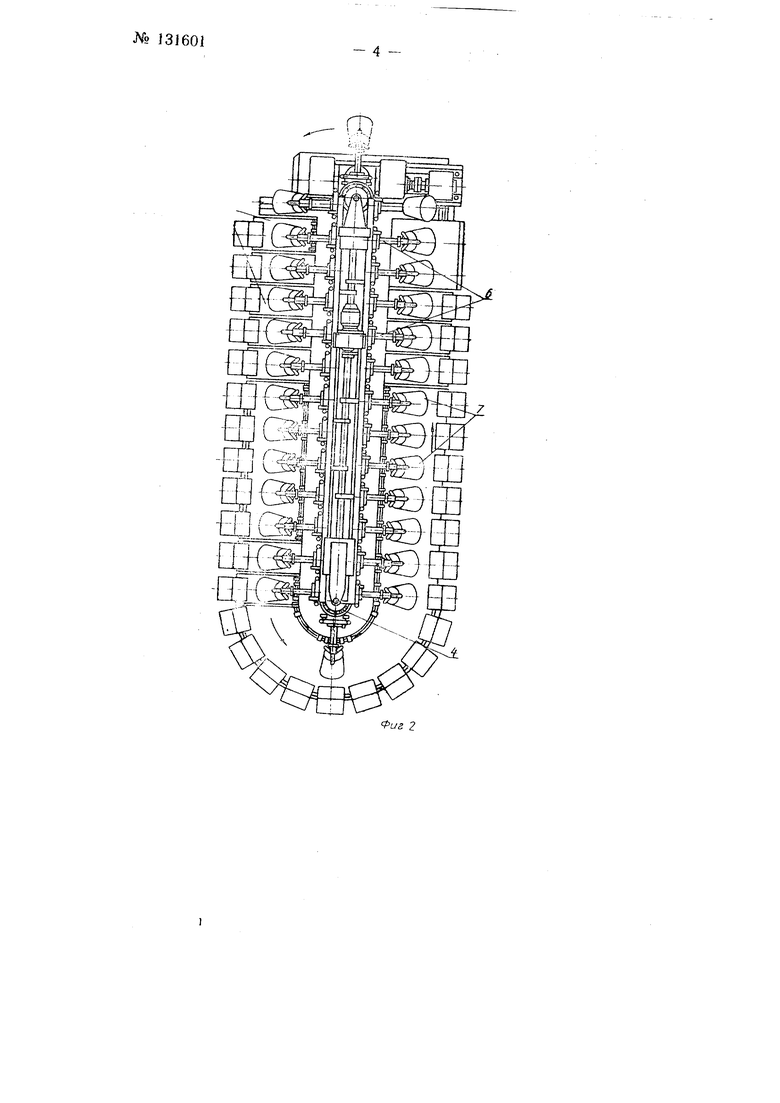
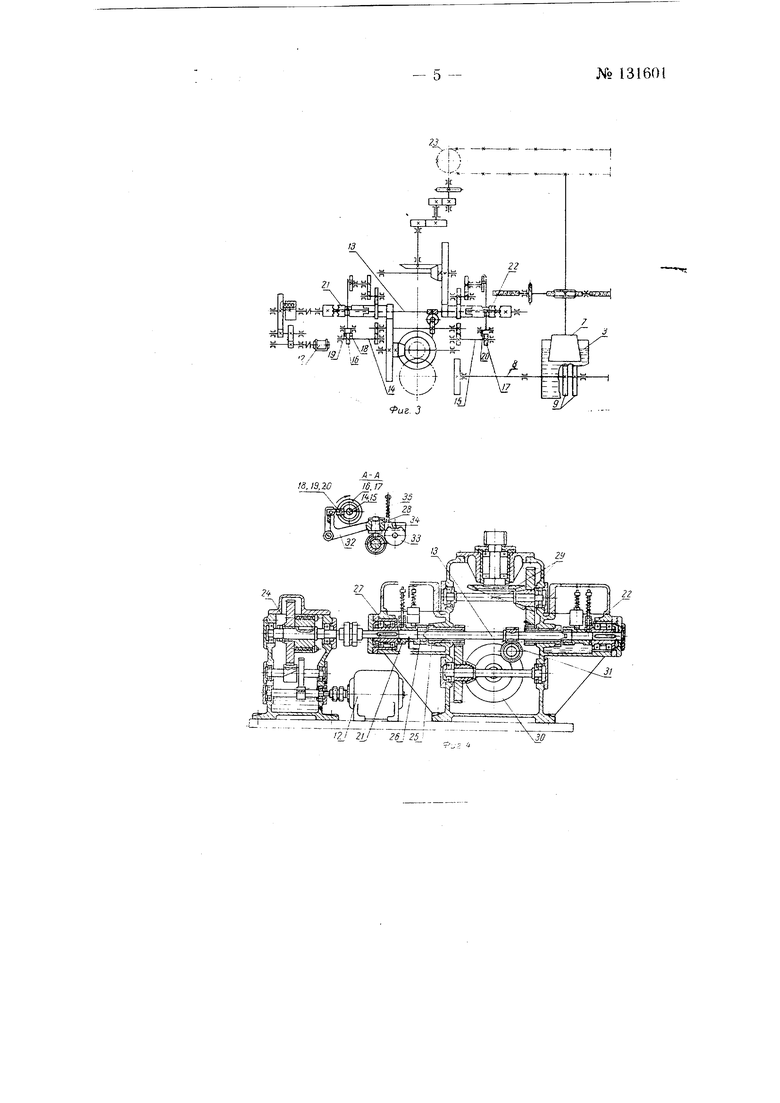
На фиг. 1 дан нонеречный разрез автомата; на фнг. 2 -то же, вид 1 плане; на фи-г. 3 - кинематическая с.чема автомата; на фнг. 4 - привод с муфтами.
Автомат смонтиро&ан на сварной раме /, па которой установлены станина 2, комплект гальванических и промывных 3, а прИводной ЛГехянизм. В верхней части станнны укреплены направляющие, по которым перемещается конвейерная цень 4 пульсирующего конвейера с тележка.ми 5. На траверсах 6 укреплены сетчатые вращаюнхиеся колокола 7, внутрь которые загружены обрабатываемые детали. В 1гижней части станины расположен кулачковый вал 8 с кулачка-МН 9, тчхткатели
№ 131601
iO и подвижные направляющие //, закреплеипые на толкателях. Все.ванны снабжены местными отсосами для огвода выделяющихся испарений.
СннХрони; ация дв-ижений всех частей и MexawHavioa а втомата осуществлена .механическим способом но схеме (ом. фиг. 3). Электродвигатель 12 через реду-ктор я снстему шестерен непрерывна в)а|цает вал }3. Посредством черв ЯЧны х и зубчатых передач С двумя парами сменных Шестерен вращение от вала 13 сообшается валам 14 и 15 командоаппарата привода. ВремЯ одного оборота валов 14 и 15 может регулироваться в пределах 1,5-10 мин перестановкой сменных шестерен. На валу 14 закреплен диск 16, ун;равляк щий подъемом колоколов, а на валу 15 - диск 17, управляющий движением пульсирующего конвейера. Диск 16 снабжен кула1гка;ми 18 и 19, а диск 17 - кулачком 20. При врашениИ вала 14 кулачок 18 включает муфту 21, .которая приводит в действие кулачковый вал 8 механизма подъема колоколов. При этом кулачки .9 наворачивают толкатели 10 и закрепленные па Них подвижные паправляюп1ие //, которые действуют на траверсы 6 колоколов 7 и поднимают пос.тедние в верхнее положение. По окончаиии подъема кулачок 20 на диске 17 включает муфту 22, которая через систему передач приводит во вращение звездочку 23, в результате чего конвейерная цепь 4 переместится на один шаг. После этого второй кулачок 19, установленный на диске 16, вторично включит муфту 21; кулачковый вадг повернется еще на иол-оборота, и толкатели с подвижными направляющими и траверсы с колоколами вернутся в исходное (положение, причем кансдый колокол окажется в след -юихей по ходу конвейера ванне. Каждо-му включению муфты 21 соответствует поворот кулачкового вала на полоборота, а каждо му включению муфты 22, которое происходит вдвое реже включения муфты 21, - перемещение конвейера на одии шаг.
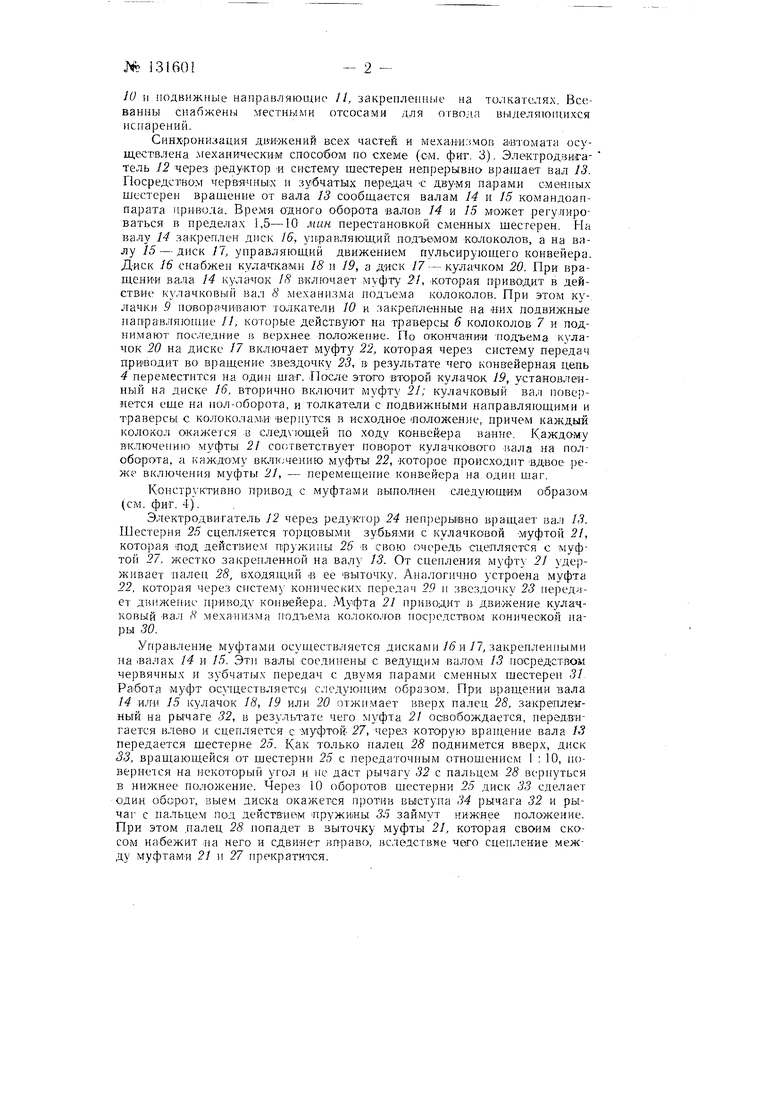
Конструк-тивно привод с муфтами выполнен следующим образом (см. фиг. 4).
Электродвигатель 12 через редуктор 24 непрерывно вращает вал 13. Шестерня 25 сцепляется торцовыми зубья.ми с кулачковой муфтой 21, которая под действием пружины 26 в свою очередь сцепляется с муфтой 27. жестко закрепленной на валу 13. От сцепления муфту 21 удерживает палец 28, Входящий в ее выточку. Аналогично устроена муфта 22, которая через систему конических передач 29 н звездочку 23 пе)Ндает движение приводу конвейера. Муфта 21 приводит в движение кулачковый вал 8 механизма подъема колоколов пос))едством конической иары 30.
УгЕравление муфтами осуществ.;гяется днскамп /5и/7, закреплениыми на iBa.iax 14 и 15. Эти валы соединены с ведущим валол 13 посредством червячных и зубчатых передач с двумя парами сменных шестерен 31 Работа муфт осугцествляется слсдуюнщМ образом. При вращении вала 14 или 15 кулачок 18, 19 или 20 отжимает вверх палец 28, закрепленный на рычаге 32, в результате чего муфта 2 освобождается, нередвигается влево и сцепляется с -муфтой- 27, через которую вращение вала /. передается шестерне 25. Как только палец 28 поднимется вверх, диск 33, вращающейся от шестерни 25 с передаточным отношением 1 : 10, повернется на некоторый угол и не даст рычагу 32 с пальцем 28 вернуться в нижнее положение. Через 10 оборотов шестерни 25 диск 33 сделает один , вые.м диска окажется против выступа 34 рычага 32 и ры4ai- с пальцем под действием Пружииы 35 займут нижнее положение. При этом палец 28 попадет в выточку муфты 21, которая своим скосом набежит :на него и сдвинет вправо, вследствие чего сцепление между муфтами 21 и 27 прекратиач;я.
Предмет изобретения
Автомат лля гальванической обработки деталей, загруженных в колокола состоящий из последовательно расположенных ванн, овального nmDwSero конвейера, оснащенного тележками с тра.Берсам«, iiepe м ГкоГокола, механического привода, получающего вращение от члрктпомотора и командоаппарата кулачкового типа, отличающийся тем что целью синхронизации прерывистого движения конвейера и Повышения надежности работы автомата, для вращения кулачкового ,ала примГены одншбор.тные муфты, управляемые .командааппара« м посредством одного общего для всех муфт привода.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод системы программного управления положением | 1959 |
|
SU131188A1 |
| Агрегатный многопроцессный автомат для гальванической и химической обработки деталей | 1960 |
|
SU148315A1 |
| Револьверная сверлильная головка | 1960 |
|
SU134101A1 |
| Линия для нанесения гальванических покрытий | 1969 |
|
SU284880A1 |
| Шкив с реверсивной передачей | 1932 |
|
SU36746A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автомат для намотки перфорированной пленки и упаковки в бумагу | 1975 |
|
SU561699A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО СНИМАНИЯ ПЛАСТИНКИ С ДИСКА ГРАММОФОНА | 1938 |
|
SU56290A1 |
| Проходная мездрильная машина | 1987 |
|
SU1588766A1 |
| Механизм поворота шпиндельного барабана многошпиндельного токарного автомата | 1974 |
|
SU560731A1 |