Изобретение относится к станкостроению, в частности к сверлильно-резьбона- резным станкам для обработки корпусных деталей.
Цель изобретения - повышение надежности.
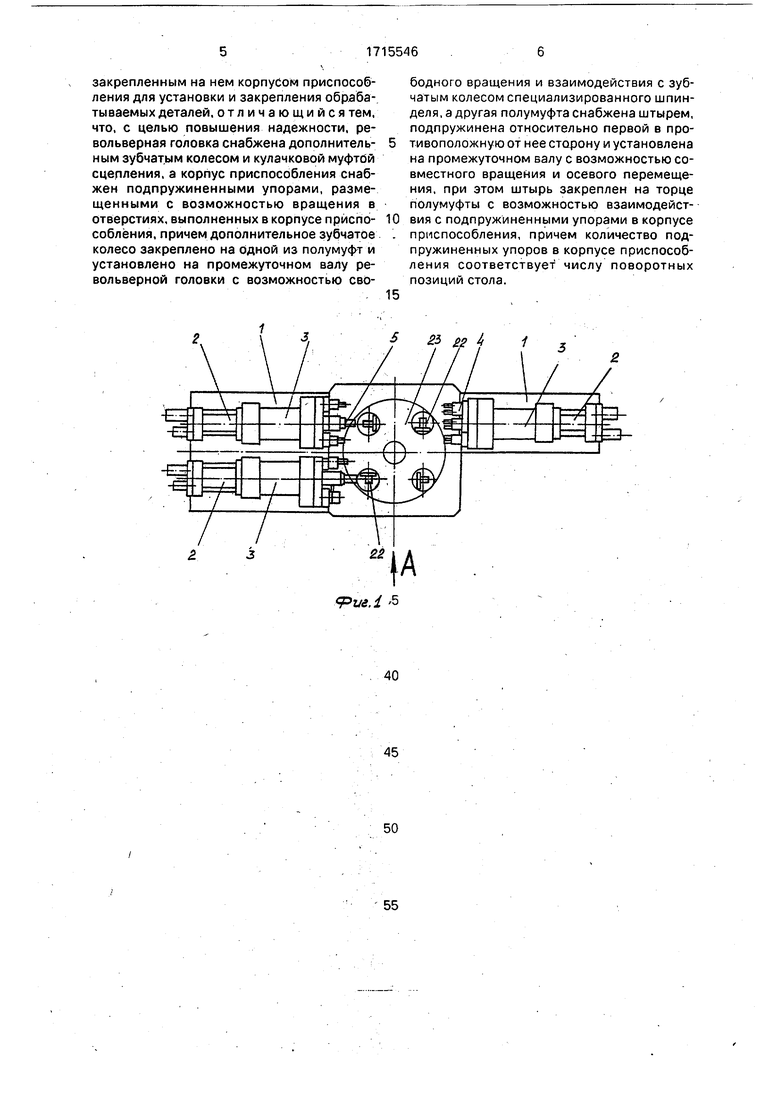
На фиг. 1 изображен станок, план; на фиг. 2 - вид. А на фиг. Т; на фиг. 3 - разрез- Б-Б на фиг. 2.
Станок состоит из боковых станин 1, на которых установлены силовые столы 2, несущие револьверные головки 3 с много- щпиндельными коробками 4 и инструментами 5. На промежуточном валу 6 револьверной головки З.установлено колесо 7 зубчатой передачи от привода 8 вращения к зубчатому колесу 9, закрепленному на специализированных шпинделях 10. Кроме того, на промежуточном валу 6 свободно установлены дополнительное зубчатое колесо 11, взаимодействующее с зубчатым колесом 9 специализированных шпинделей 10, и кулачковая муфта 12 сцепления. Муфта 12 сцепления выполнена в виде двух полумуфт; одна из полумуфт (13) жестко связана с дополнительным зубчатым колесом 11, а другая полумуфта (14) подпружинена пружиной 15 в противоположную сторону от первой полумуфты 13. Полумуфта 14 зафиксирована от поворота на валу 6 шпонкой 1 б и имеет ступицу со штырем Незакрепленным на ее торце. Ступица со штырем 17 размещена с возможностью осевого перемещения во втулке 18 на вращающихся опорах 19 в передней стенке корпуса 20 револьверной головки 3. При этом в корпусе приспособления 21 для установки и закрепления деталей 22, установленного на зеркале поворотно- делительного стола 23, выполнены отвер- стия 24, в которых установлены подпружиненные упоры 25 для ввода в за: цепление полумуфт 13 и 14 при взаимодействии их со штырями 17 в процессе рабочей подачи силового стола 2.
Станок работает следующим образом.
Перед началом работы на револьверные головки 3 VcTaHaBflHBaKyr и закрепляют необходимые наборы многошпиндельных коробок 4 и инструментов 5. После подготовительного цикла станок готов к работе.
Автоматический цикл обработки деталей 22 происходит следующим образом. Детали 22, установленные и закрепленные в приспособлениях 21 одновременно на всех рабочих позициях поворотно-делительного стола 23, подвергаются обработке режущим инструментом многошпиндельных коробок 4 и специализированных шпинделей 10. Обработка производится в несколько технологических переходов за счет поворота револьверных головок после каждого рабочего цикла силовых столов 2, установленных на боковых станинах 1, причем обработка
ведется одновременно на различных рабочих позициях как многошпиндельными коробками 4, так и специализированными шпинделями 10,
По окончании обработки одной стороны
0 деталей 22 на каждой позиции возможна обработка и других ее сторон за счет поворота приспособления 21.
В момент обработки не требуется одновременное вращение многошпиндельных
5 коробок 4 и инструментов 5 в револьверных головках 3. Вращение получают только коробки 4 и инструмент 5, находящиеся в нижних позициях револьверн.ых головок 3. Передача вращения специализированным
0 шпинделям 10 производится включением кулачковой муфты 12 сцепления. При этом привод,8 вращения через кинематическую связь передает вращение зубчатому колесу 11, закрепленному на полумуфте 13. Даль5 нейшая передача вращения производится за счет соединения полумуфт 14 и 13 в момент перемещения силового стола 2, когда штырь 17 упирается в подпружиненный упор 25, находящийся в отверстиях 24 кор0 пуса приспособления 21, и полумуфта 14, сжимая пружину 15, перемещается во вращающейся на опорах 19 втулке 18, установленной в корпусе 20 револьверной головки 3, до соединения с полумуфтой 13. Полумуф5 ты 13 и 14, соединившись, передают крутящий момент через шпонку 16 на промежуточный вал 6, зубчатое колесо 7 и через кинематическую связь на зубчатое колесо 9 специализированного шпинделя 10.
0 По окончании обработки силовой стол 2 возвращается в исходное положение, штырь 17 выходит из взаимодействия с подпружиненным упором 25. Пружина 15 возвращает полумуфту 14 в крайнее правое
5 положение, кинематическая цепь от привода 8 к специализированному шпинделю 10 разрывается. Производится поворот револьверной головки, а затем описанный рабочий ход силовых столов 2 повторяется.
0 Формула изобретения
Многооперационный станок, содержащий станину, силовой стол с револьверной головкой, несущей многошпиндельные коробки и специализированные шпиндели, с
5 приводом вращения от зубчатого колеса, закрепленного на промежуточном валу револьверной головки и кинематически связанного с зубчатым колесом, установленным на специализированных шпинделях, поворотно-делительный стол с
закрепленным на нем корпусом приспособления для установки и закрепления обрабатываемых деталей, отличающийся тем, что, с целью повышения надежности, револьверная головка снабжена дополнительным зубчатым колесом и кулачковой муфтий сцепления, а корпус приспособления снабжен подпружиненными упорами, размещенными с возможностью вращения в отверстиях, выполненных в корпусе приспособления, причем дополнительное зубчатое колесо закреплено на одной из полумуфт и установлено на промежуточном валу револьверной головки с возможностью сво
5
бедного вращения и взаимодействия с зубчатым колесом специализированного шпинделя, а другая полумуфта снабжена штырем, подпружинена относительно первой в противоположную от нее сторону и установлена на промежуточном валу с возможностью совместного вращения и осевого перемещения, при этом штырь закреплен на торце полумуфты с возможностью взаимодействия с подпружиненными упорами в корпусе приспособления, причем количество подпружиненных упоров в корпусе приспособления соответствует числу поворотных позиций стола.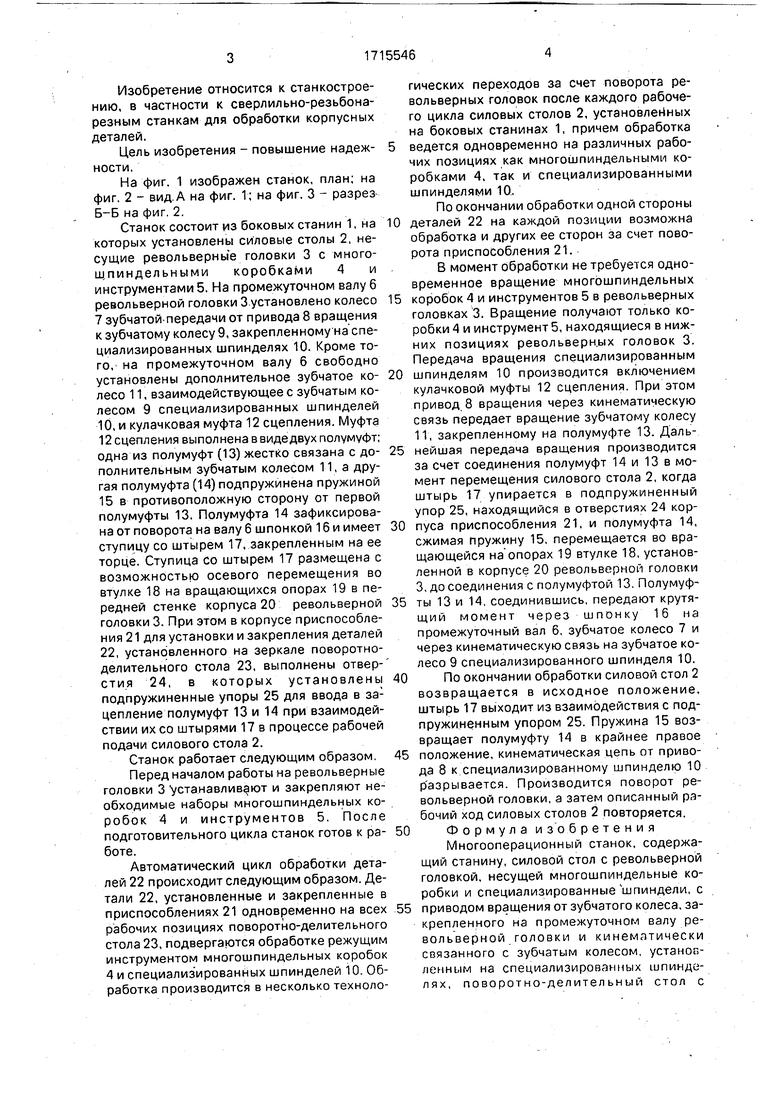
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1991 |
|
SU1775268A2 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Станок для многоинструментной обработки кольцеобразных деталей | 1980 |
|
SU984802A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многошпиндельный станок для групповой клепки развальцовкой | 1981 |
|
SU1007819A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Головка к фрезерному станку | 1979 |
|
SU874273A2 |

Изобретейие относится к станкостроению, в частности к сверлильно-расточно- резьбонарезным станкам для обработки корпусных деталей. Цель изобретения - повышение надежности. Это достигается тем, что револьверная головка снабжена дополнительным зубчатым колесом 11, которое закреплено на кулачковой полумуфте 13 и свободно установлено на промежуточном валу 6. Другая полумуфта 14 снабжена штырем 17, подпружинена относительно полумуфты 13 в противоположную от нее сторону и связана с промежуточным валом 6 посредством шпонки 16. В корпусе приспособления 21 выполнены отверстия 24, в которых установлены с возможностью вращения подпружиненные упоры 25. При перемещении револьверной головки к детали штырь 17 взаимодействует с упором 25 и перемещает полумуфту 14 до сцепления ее с полумуфтой 13. За счет этого вращение от привода передается через зубчатое колесо 11 на промежуточный вал 6 и через кинематическую связь к специализированному шпинделю с инструментом. 3 ил. сл с сл сл - о 25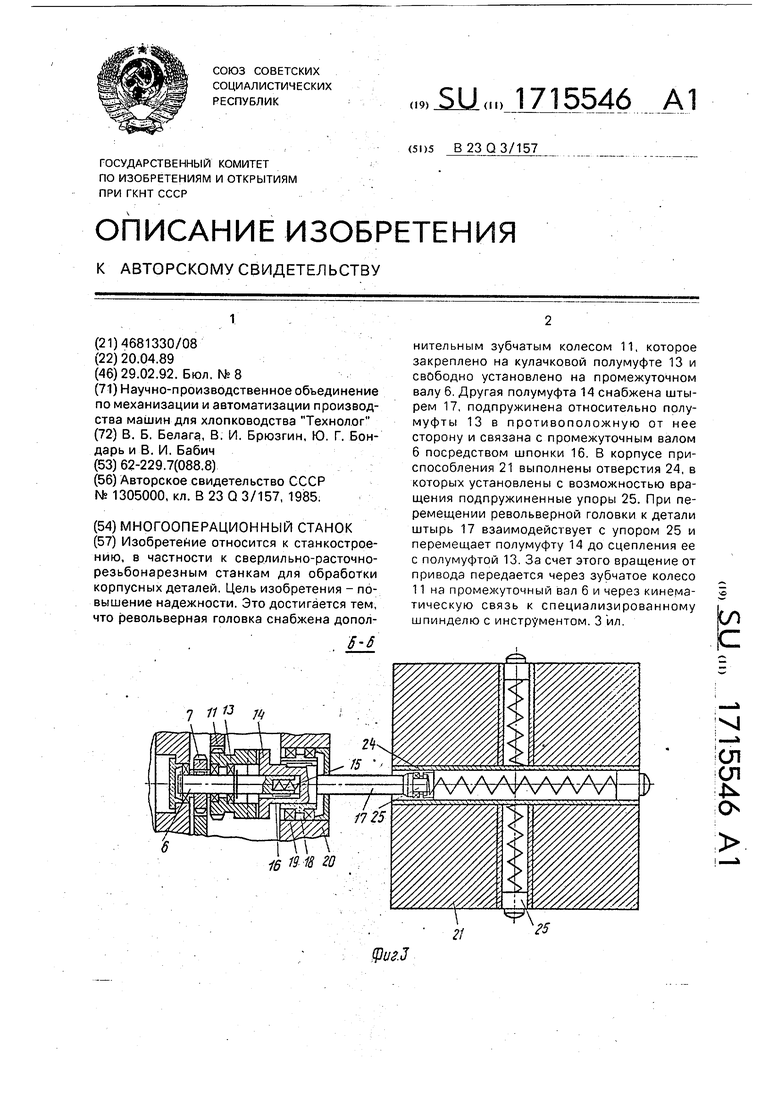
PltS.i 5
25 о2 i
/ /
Ю
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
