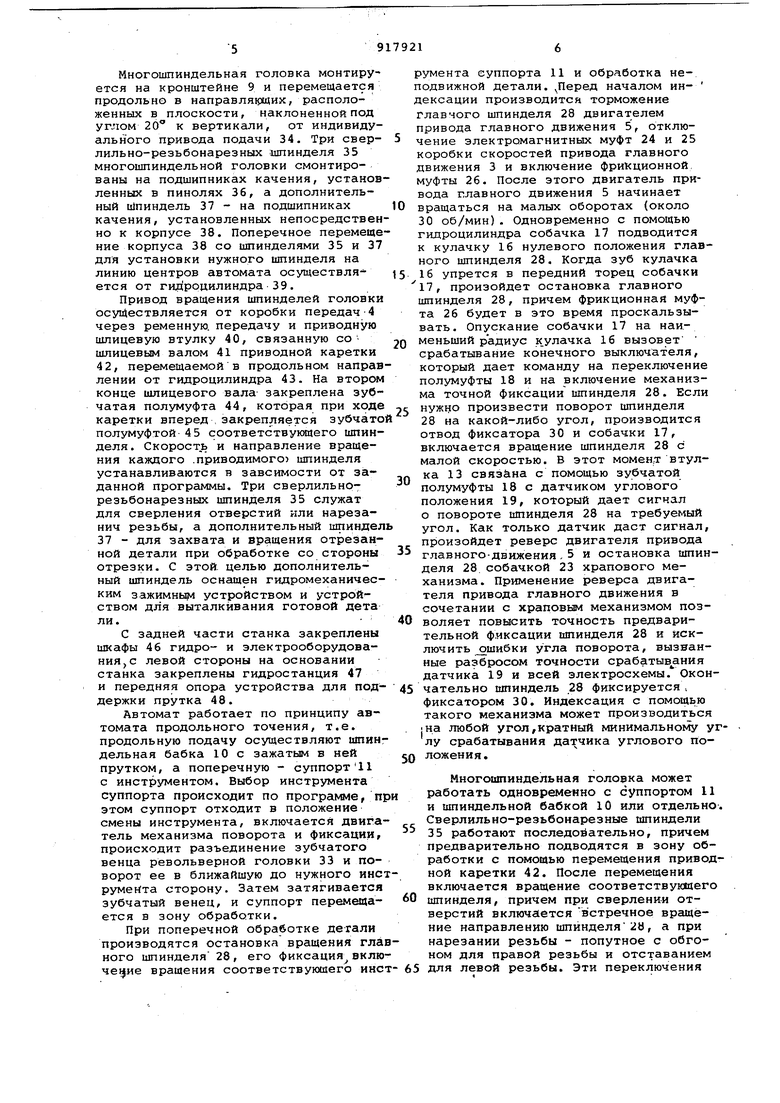
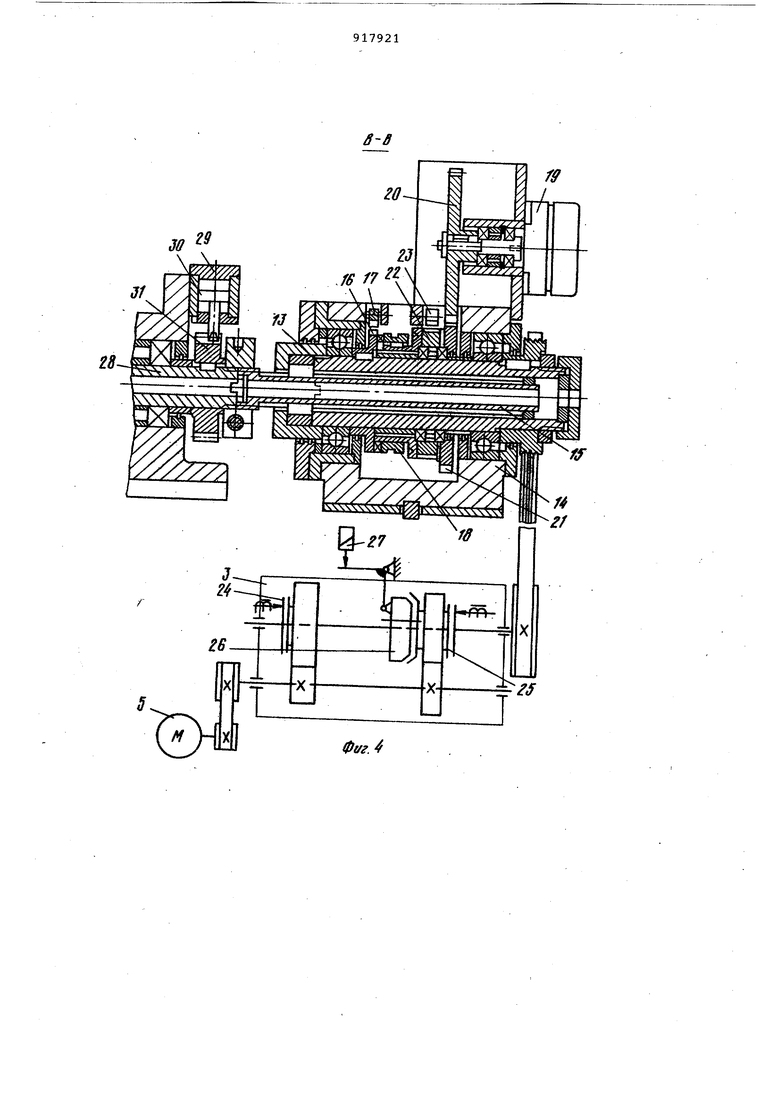
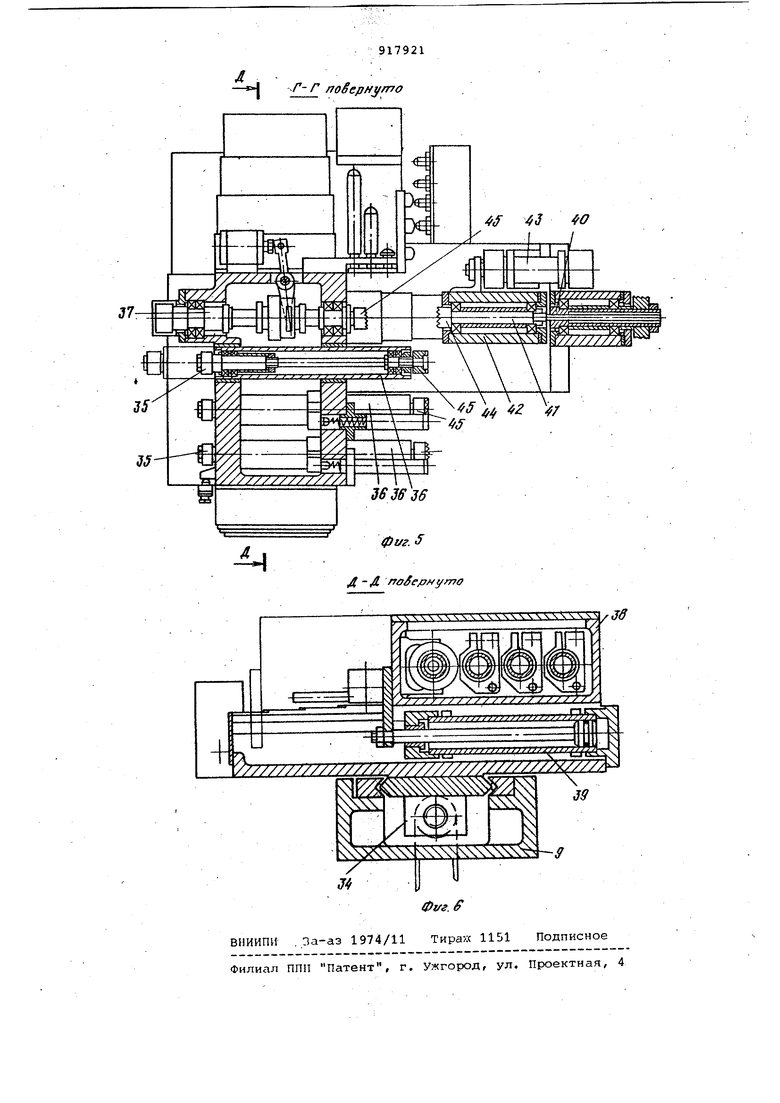
чивает полную обработку деталей с Двух сторон, высокую точность обработки, при длительной эксплуатации имел бы высокую надежность и низкий уровень шума. Эта цель достигается тем, что в предложенном автомате шпиндельная бабка, поперечныйсуппорт и многоешпиндельная головка установлены на направляющих наклонно и-параллельно друг другу. Автомат снабжен механизмом точной фиксации головки шпиндели состоящим из делительного диска и фиксатора, распрложеннЕзК на шпиндель ной бабке, и устройством останова и доворота шпинделя, выполненного в ви де закрепленного на станине крбнштей на, расположенного на нем кулачке ну левого положения главного шпинделя, датчика углового положения,- зубчатой муфты, предназначенной для включ.ения указанного датчика и храпового механизма предварительной фиксации главного шпинделя, а многошпиндельная головка выполнена в виде корпуса с подвижной и неподвижной частями, установленного на подвижной части корпуса следящего привода подачи, закрепленной на шпиндельной бабке каретки с установленным на ней гидроцилиндром, вала, имекядаго возможность осевого перемещения от гидроци линдра и предназначенного для взаимо действия U одним из шпинделей голов ки,Головка снабжена дополнительным шпинде ем.установленнЕш на подвижной части корпуса в плоскости шпинделей головки,а главный шпиндель автомата Один из шпинделей многсянпиндельной головки имеют возможность вращения от о0щего привода, На фиг. 1 изображен предложенный автомат, общий вид спереди; на фиг. 2 - .вид А фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг. 4 - разрез В-В на фиг.З; на фиг. 5 разрез Г-Г на фиг. 2; на фиг. б - разрез Д-Д на фиг. 5. Автомат срдержит основание 1, на верхней плоскости которого расположены станина 2, коробка скоростей привода главного шпинделя 3, коробка передач привода многошпиндельной головки 4, двигатель привода главного движения 5, станции охлаждения 6 и смазки 7. На верхней плоскости станины укре лены два кронштейна 8 и 9. На наклон ной плоскости кронштейна 8, расположенной под углом 20 к вертикали, смо тированы шпиндельная бабка 10 и попе речный суппорт 11. Шпиндельная бабка имеет возможность перемещаться в про дольном направлении по направляющим .каретки 12 от индивидуального привода подачи. Вращение на главный шпиндель передается от приводной втулки 13, неподвижного приводного кронштей на 14 через шлицевой хвостовик 15, что позволяет разгрузить опоры шпинделя и направляющие шпиндельной бабки от усилия натяжения ремня. На неподвижном кронштейне 14 смонтирова но устройство останова, фиксации и доворота главного шпинделя, состоящее из кулачка 16 нулевого положения главного шпинделя, взаимодействующего с собачкой 17 и имеющего возможность сцепляться с зубчатой полумуфтой 18, связывающей приводную втулку 13, а следовательно, и главный шпиндель с датчиком углового положения 19 через колеса 20 и 21. Переключение полумуфты 18 и собачки 17 производится с помощью педроцилиндров. На приводной втулке 13 закреплено неподвижно храповое колесо 22, взаимодействующее с собачкой 23. Вращение главного шпинделя осуществляется от двигателя привода главного движения 5 через коробку скоростей привода. главного движения 3 с помощью электромагнитных муфт 24, 25 или фрикционной муфты 26, включаемой только в момент доворота главного шпинделя при индексации от электромагнита 27. Для исключения влияния зазоров в шлицевом приводе вращения на точность обработки при индексации на шпиндельной бабке смонтирован механизм точной фиксации, фиксирующий главный шпиндель 28. Он состоит из гидроцилиндра 29 с фиксатором 30 и делительного диска 31, выполненного в виде шестерни. В передней части каретки закреплен кронштейн 32 с люнетом. Позади каретки со шпиндельной бабкой на наклонной плоскости крюнштейна 8 смонтирован поперечный суппорт 11, несущий двенадцатипозиционную револьверную головку 33. Суппорт перемещается перпендикулярно оси вращения главного шпинделя в направляющих, параллельных плоскости направляющих шпиндельной бабки, и имеет индивидуальный привод подачи. Револьверная головка поперечного суппорта оснащена неподвижным и вращающимся инструментом для обработки детали по размерам в радиальном направлении, а также по размерам в осевом направлении с двух сторон. Поперечный суппорт оснащен приводом вращения инструментов суппорта, приводящим во вращение тот инструмент, который находится в рабочей позиции. Этот привод от выходного вала коробки скоростей привода главного движения и ременную передачу. Устройство поворота и фиксации револьверной .головки-злектромеханическое и позволяет производить поворот револьверной головки в любую сторону по кратчайшему расстоянию. Многошпиндельная головка монтируется на кронштейне 9 и перемещается продольно в направлякадих, расположенных в плоскости, наклоненной под углом 20 к вертикали, от индивидуального привода подачи 34, Три сверлильно-резьбонарезных шпинделя 35 многошпиндельной головки смонтированы на подшипниках качения, установ ленных в пинолях 36, а дополнительный Шпиндель 37 - на подшипниках качения, установленных непосредствен но к корпусе 38. Поперечное перемеще ние корпуса 38 со шпинделями 35 и 37 для установки нужного шпинделя на линию центров автомата осуществляется от гидроцилиндра 39. Привод вращения шпинделей головки осуществляется от коробки передач-4 через ременную, передачу и приводную шлицевую втулку 40, связанную со шлицевым валом 41 приводной каретки 42, перемещаемой в продольном направ лении от гидроцилиндра 43. На втором конце шлицевого вала закреплена зубчатая полумуфта 44, которая при ходе каретки вперед закрепляется зубчато полумуфтой 45 соответствукяцего шпинделя . Скорость и направление вращения каждого .приводимого) шпинделя устанавливаются в завсимости от заданной программы. Три сверлильнорезьбонарезных шпинделя 35 служат для сверления отверстий или нарезанич резьбы, а дополнительный шпиндел 37 - для захвата и вращения отрезанной детали при обработке со стороны отрезки. С этой, целью дополнительный шпиндель оснащен гидромеханическим зaжимны 4 устройством и устройством для выталкивания готовой дета ли. С задней части станка закреплены шкафы 46 гидро- и электрооборудования, с левой стороны на основании станка закреплены гидростанция 47 передняя опора устройства для поддержки прутка 48. Автомат работает по принципу автомата продольного точения, т.е. продольную подачу осуществляют шпиндельная бабка 10 с зажатым в ней прутком, а поперечную - суппорт11 с инструментом. Выбор инструмента суппорта происходит по программе, пр этом суппорт отходит в положение смены инструмента, включается двигатель механизма поворота и фиксации, происходит разъединение зубчатого венца револьверной головки 33 и поворот ее в ближайшую до нужного инст румента сторону. Затем затягивается зубчатый венец, и суппорт переметается в зону обработки. При поперечной обработке детали производятся остановка вращения гла ного шпинделя 28, его фиксация вклю вращения соответствующего инс умента суппорта 11 и обработка неодвижной детали. Перед началом инексации производится торможение главчого шпинделя 28 двигателем привода главного движения 5, отключение электромагнитных муфт 24 и 25 коробки скоростей привода главного движения 3 и включение фрикционной, муфты 26. После этого двигатель привода главного движения 5 начинает вращаться на малых оборотах (около 30 об/мин). Одновременно с помощью гидроцилиндра собачка 17 подводится к кулачку 16 нулевого положения главного шпинделя 28. Когда зуб кулачка 16 упрется в передний торец собачки 17, произойдет остановка главного шпинделя 28, причем фрикционная муфта 26 будет в это время проскальзывать. Опускание собачки 17 на наименьший радиус к улачка 16 вызовет срабатывание конечного выключателя, который дает команду на переключение полумуфты 18 и на включение механизма точной фиксации шпинделя 28. Если нужно произвести поворот шпинделя 28 на какой-либо угол, производится отвод фиксатора 30 и собачки 17, включается вращение шпинделя 28 с малой скоростью. В этот момент втулка 13 связана с помощью зубчатой полумуфты 18 с датчиком углового положения 19, который дает сигнал о повороте шпинделя 28 на требуемый угол. Как только датчик даст сигнал, произойдет реверс двигателя привода главного-движения , 5 и остановка шпинделя 28. собачкой 23 храпового механизма. Применение реверса двигателя привода главного движения в сочетании с храповьм механизмом позволяет повысить точность предварительной фиксации шпинделя 28 и исключить шибки угла поворота, вызванные разбросом точности срабатыв ания датчика 19 и всей электросхемы. Окончательно шпиндель .28 фиксируется.. фиксатором 30. Индексация с помощью такого механизма может производиться |на любой угол,кратный минимальному углу срабатывания датчика углового положения. Многошпиндельная головка может работать одновременно с суппортом 11 и шпиндельной бабкой 10 или отдельно-. Сверлильно-резьбонарезные шпиндели 35 работают последовательно, причем предварительно подводятся в зону обработки с помощью перемещения приводной каретки 42. После перемещения включается вращение соответствующего шпинделя, причем при сверлении отверстий включается встречное вращение направлению шпинделя2t), а при нарезании резьбы - попутное с обгоном для правой резьбы и отставанием для левой резьбы. Эти переключения проиэврдятся при помощи коробки передач 4 привот-.а многошпинделыюй головки. Дополнительный шпиндель 37 работ эт следующим образом, В начале отрезки обработанной де тали многошпиндельная ноловка перем щается от индивидуального привода п дачи 34 на величину, требуемую для захвата отрезаемой детали шпинделем 37. Производится зажим цанги шпинде 37, в результате он начинает вращат ся в своих опорах с частотой вращения итинделя 28. После отрезки голо ка с зажатой деталью отводится назад дав возможность подойти в зону обра ботки инструмент-у револьверной голо ки 33 суппорта 11, который необходим для обработки заднего конца детали. Ходом приводной каретки 42 шпиндель 37 сцепляется со шлицевым валом 41 привода вращения,после чего включае ся вращение шпинделя 37 и начинаетс обработка детали с обратной стороны После обработки детали цанга шпинделя 37 разжимается, каретка 42 отходит назад, подводится флажок выта кивателя и при движении приводной каретки 42 вперед деталь выталкивается в подведенный лоток улавливателя . Таким образом, токарный центр про дольного течения с ЧПУ позволяет полностью o6pafатывать детали благодаря, наличию дополнительного шпинделя 37 с индивидуальным зажимным устройством и индивидуальным привог дом подачи обеспечивается одновременная работа суппорта и многошпиндельной головки и кроме того, чувствительность автомата к температурным деформациям снижения. Формула изрбретения 1. Токарный многооперационный автойат продольного точения с числовым программным управлением, включающий станину, установленную с возможностью перемещения на направляющих шпиндельную бабку, поперечный суппорт, несущий револьверную головку и установленный с возможностью перемеаГения на направляющих, расположенных позади шпиндельной бабки, привод и установленную на направлярцих многошпиндельную головку, о тличающийся тем, что, с : целью повышения точности обработки путем исключения влияния температурных деформаций, шпиндельная бабка, поперечный суппорт и многошпиндельная головка установлены на направляющих наклонно и параллельно друг другу. 2.Автомат по п.1, о тл ич а ющ и и с я тем, что, с целью расширения технологических возможностей путем обеспечения поперечной обработки детали в нескольких угловых положениях, он снабжен механизмом точной фиксации головки шпинделя, состоящим из делительного диска и фиксатора, расположенных на шпиндельной бабке и устройством останова и доворота шпинделя, выполненного в виде закрепленного на станине кронштейна, расположенного на нем кулачка нулевого положения главного шпинделя, датчика углового положения, зубчатой муфты, предназначенной для включения указанного датчика и храпового механизма предварительной фиксации главного шпинделя. 3.Автомат по п. 1, отличающийся тем, что, с целью расширения технических возможностей путем обеспечения полной обработки детали с двух сторон, многошпиндельная головка выполнена в виде корпуса с подвижной и неподвижной частями, установленного на подвижной части корпуса следящего привода подачи, закрепленной на шпиндальной бабке каретки с установленным.на ней гидроцилиндром, вала, установленного с возможностью осевого перемещения от гидроцилиндра и предназначенного для взаимодействия с одним из шпинделей головки, при этом головка снабжена дополнительным шпинделем, установленным на подвиисной части корпуса в плоскости шпинделей головки. 4.Автомат по пп.1-4, о т л и ч аго щ и и с я тем, что главный шпиндель автомата и один из шпинделей многошпиндельной головки имеют возможность вращения от общего привода. Источники информации, принятые во внимание при экспертизе 1. Патент Франции К 2284400 кл. В 23 В 11/00 опублик. 1976 (прототип) .
, /

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-револьверный автомат | 1974 |
|
SU663487A1 |
| Шпиндельная бабка пруткового автомата | 1971 |
|
SU405261A1 |
| Револьверная головка | 1990 |
|
SU1803275A1 |
| Токарный многошпиндельный автомат | 1985 |
|
SU1324766A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Токарный многошпиндельный автомат | 1989 |
|
SU1646688A1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многошпиндельный токарный автомат | 1988 |
|
SU1641511A1 |
dtfdA
6-6
Фаг. 4
