11
Изобретение относится к литейному производству, в частности к изготовлению моделей, используемых при вакуумной формовке и предназначено для изготовления пресс-форм с тонким орнаментом, применяемых в производстве изделий из художественного стекла, пластмасс, эпоксидной смолы и пр с глубиной рисунка 3-5.мм.
Цель изобретения - улучшение качества моделей за счет повышения их прочности и теплоустойчивости.
Пример 1. В бачок термостат с мешалкой загружают парафина со стеарином в соотношении 1:1, Посл их расплавления при непрерывном перемешивании добавляют полиэтилен, поднимая температуру расплава до 140
160 С. Затем температуру смеси повышают дб 200-220 С и постепенно не
большими дозами при непрерывном пере мешивании вводят измельченный, полистирол.
После полного расплавления послед- него расплав выдерживают 20-30 мин, а затем при перемешивании вводят алюминиевый порошок и продолисают перемешивание еще 20-30 мин. Готовый расплав постепенно охлаждают до 180- И выдерживают при этой температуре 30-40 мин до полного прекращения выделения воздушных и газовых пузырей. Для ускорения этого процесса : расплав помешдют в камеру вибровакуумной установки, в которой композиция подве)эгается вакуумированию и встряхиванию. Готовую композицию разливают в изложницы и передают на изготовление моделей.
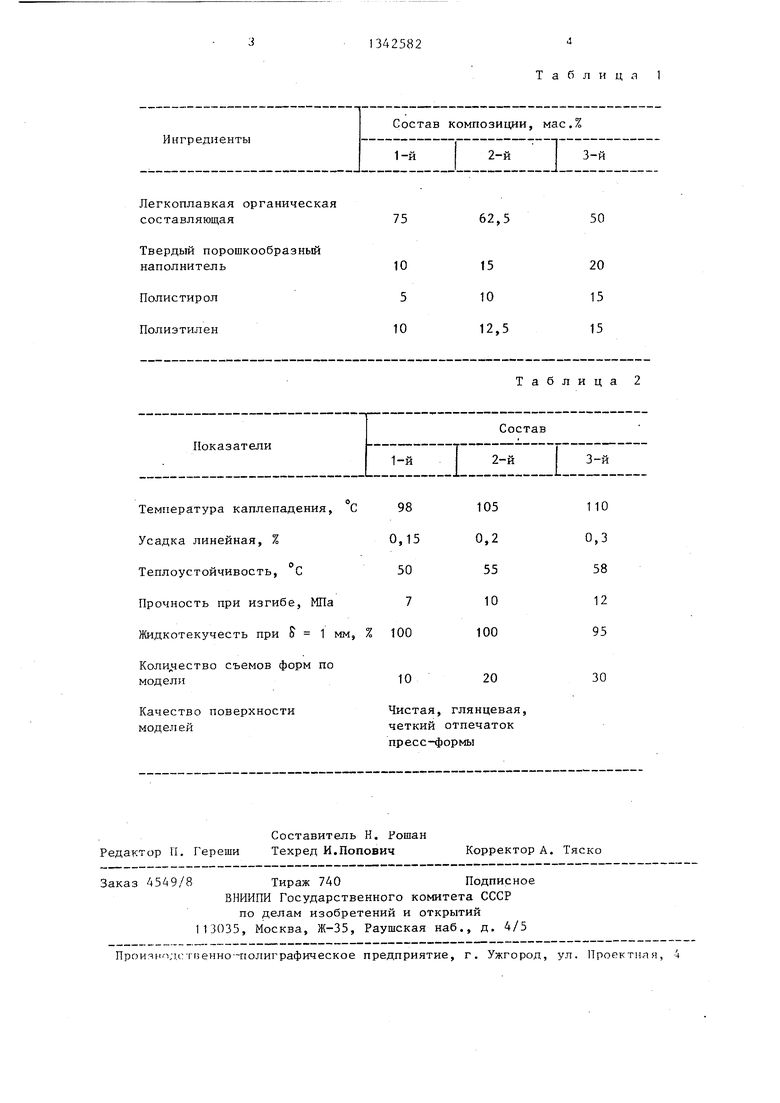
Состав1з1 композиций и их свойства приведены в табл. 1 и 2 соответственно.
Модели могут быть изготовлены методом свободной заливки расплава в пресс-форму при 180-200 С или запрессовкой пастообразной композиции при давлении 0,4-0,6 МПа,
Полученные модели используют при изготовлении методом вакуумной формовки.
Пример 2. На рабочую поверхность подмодельной плиты с установленной на ней моделью, подключенной к вакуумной системе, наносят герметизирующий элемент из нагретой до
40 С синтетической пленки (марки М, СТ, СК, СМ, СИК, В) толщиной 0,015- 0,20 мм. Затем устанавливают опоку и заполняют ее мелкозернистым цирконо- вым.песком.
После герметизации контрлада опоки полимерной пленкой опоку подключают к вакуумной системе и создают разрежение с остаточным давлением 0,03- 0,04 МПа. Отключают подмодельную плиту с моделью от вакуумной системы, снимают полумуфту и направляют ее на сборку.
Использование состава модельной композиции позволяет повысить прочность и теплоустойчивость моделей, что способствует увеличению их эксплуатационной стойкости до 10-30 съе- мов форм в зависимости от сложности конфигурации рабочей поверхности.
Формула изобретен и-я Композиция для изготовления моделей, используемых при вакуумной формовке, включающая легкоплавкий органический материал и твердый порошкообразный наполнитель, о т- личающаяся тем, что, с целью улучшения качества моделей за счет повышения их прочности и теплоустойчивости, она дополнительно содержит полистирол и полиэтилен при следующем соотношении ингредиентов, мае.%:
Твердый порошкообразный наполнительТО-20
Полистирол /5-15
Полиэтилен10-15
Легкоплавкий органический материал Остальное
Таблица
Состав композиции, мас.% Ингредиенты
1-й 2-й 3-й
Легкоплавкая органическая
составляющая75 62,5 50
Твердый порошкообразный
наполнитель10 1520
Полистирол5 1015
Полиэтилен10 12,5 15
Таблица 2
Состав
Показатели|гт
1-й 2-й 3-й
Температура каплепадения, С Усадка линейная, % Теплоустойчивость, С Прочность при изгибе, МПа Жидкотекучесть при & 1 мм,
Коли чество съемов форм по модели
Качество поверхности моделей
Редактор П. Гереши
Составитель Н. Рошан Техред И.Попович
4549/8
Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Проияип;1,с гг5енно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
98 ,15
50
7
00
10
105
0,2
55
10
100
20
110
0,3
58
12
95
30
Чистая, глянцевая, четкий отпечаток пресс-формы
Корректор А. Тяско
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Способ получения гипсовых моделей | 1988 |
|
SU1641500A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1993 |
|
RU2067039C1 |
| Модельная оснастка для изготовления литых пресс-форм с тонким орнаментом | 1981 |
|
SU977098A1 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Композиция для изготовления выплавляемых моделей | 1968 |
|
SU554930A1 |
| Способ изготовления литейных форм | 1979 |
|
SU780946A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2048237C1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| Керамическая смесь для стержней | 1988 |
|
SU1614883A1 |
Изобретение относится к литейному производству, в частности к изготовлению моделей, используемых при вакуумной формовке. Цель изобретения- улучшение качества моделей за счет повышения их прочности и теплоустойчивости. Цель достигается дополнительным введением в композицию на основе легкоплавкой органической составляющей и твердого порошкообразного наполнителя полистирола в количестве 5-15 мас.% и полиэтилена в количестве 10-15 мас.%, которые повьш1ают теплоустойчивость моделей до 50-58 С, а прочность до 7-12 МПа. Высокое качество получаемых .моделей позволяет использовать их для изготовления пресс-форм с тонким орнаментом, применяемых в производстве изделий из художественного стекла, пластмасс и пр. 2 табл. S