113А260
Изобретение относится к металлообработке, а конкретно к режущим инструментам, и может быть использовано в резцовых блоках, головках, сбор- ных фрезах и других инструментах, преимущественно для оснащения станков с ЧПУ и ГПС.
Цель изобретения - упрощение конструкции механизма регулирования по- чд ложения резцовой вставки при сохранении надежности крепления.
sin 06 -,
средней части коническо участка.
4T+tg
можно записать h Н-г
Н г +
k R
Поставленная цель достигается тем,
что осевая базовая поверхность корпу- 15 где R - радиус зажимного винта са инструмента объединена с зажимным винтом и выполнена на нем в виде конической поверхности, что в совокуп- Так как ности со смещением осей зажимного и
регулировочного винтов обеспечивает 20 sin ос гарантированный прижим резцовой вставки к боковой базовой поверхности корпуса инструмента.
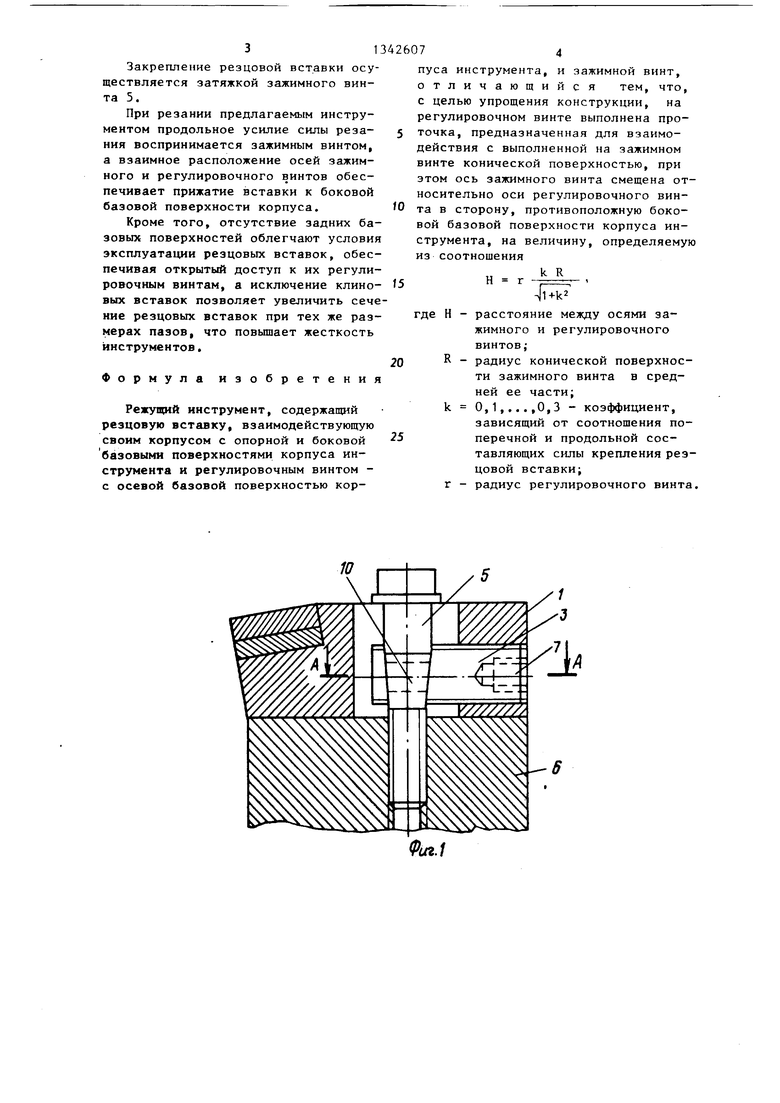
На фиг, 1 показан инструмент, общий ВИД; на фиг, 2 - разрез А-А на 25 фиг, 1; на фиг, 3 - схема взаимного расположения регулировочного и зажим- откуда ного винтов и распределения продольной и поперечной составляющих усилия зажима,30
Инструмент содержит корпус 1 рез- цово вставки, в котором выполнено резьбовое отверстие 2 для регулировочного винта 3, и паз А для зажимного винта 5, ввинчиваемого в корпус инструмента 6,
Регулировочный винт 3 выполнен без головки и снабжен отверстием под ключ 7 и проточкой 8. Зажимной винт 5 введен в проточку 8 регулировочного вин- д р- та 3 со стороны, противоположной бо-Р
ковой базовой поверхности 9 корпуса инструмента 6 и контактирует коническим участком 10 с торцовыми сторонами 11 и 12 проточки 8, Точки 13 и 14 контакта торцовых сторон 11 и 12 проточки В регулировочного винта 3 расположены от оси зажимного винта 5 на расстоянии
35
1 -t-k
Для обеспечения надежного кр ния резцовой вставки к резцедер лю целесообразно, чтобы продоль (РП-) и поперечная („ап сост ющие силы крепления относились собой так же, как .и соответству составляющие силы резания. Это вание обеспечивается при отноше
поп
k 0,1,,,0,3,
45
Настройка резцовой вставки н мер осуществляется поворотом ре ровочного винта 3, Так как зажи винт 5 ввинчен в корпус инструм и контактирует коническим участ с торцовыми поверхностями 11 проточки 8, при повороте регули ного винта 3 резцовая вставка п щается в осевом направлении. Од менно вследствие расположения т контакта зажимного 5 и регулиро го 3 винтов на расстоянии h от зажимного винта и выполнения за го винта в зоне контакта кониче резцовая вставка получает смеще поперечном направлении и поджим к боковой базовой поверхности 9 цедержателя.
h Н - Г,50
де h - расстояние от точек контакта зажимного и регулировочного винтов до оси зажимного винта;
Н - расстояние между осями зажимного и регулировочного винтов j
г - радиус регулировочного винта.
55
Выбор расстояния h произведен в зависимости от требуемого распределения составляющих силы крепления вставки, действующих в продольном ( ) и поперечном (,, ) направлениях. Отношение этих сил равно
J.n.on, Fnp
tgoi, k
С другой стороны
sin 06 -,
в
средней части конического участка.
радиус зажимного винта
4T+tg
ажимного
можно записать h Н-г
sin ос
откуда
Н г +
k R
откуда
р- Р
1 -t-k
Для обеспечения надежного крепления резцовой вставки к резцедержатею целесообразно, чтобы продольная (РП-) и поперечная („ап составляющие силы крепления относились между собой так же, как .и соответствующие составляющие силы резания. Это требование обеспечивается при отношении
- Р
поп
k 0,1,,,0,3,
5
0
5
Настройка резцовой вставки на размер осуществляется поворотом регулировочного винта 3, Так как зажимной винт 5 ввинчен в корпус инструмента 6 и контактирует коническим участком 10 с торцовыми поверхностями 11 и 12 проточки 8, при повороте регулировочного винта 3 резцовая вставка перемещается в осевом направлении. Одновременно вследствие расположения точек контакта зажимного 5 и регулировочного 3 винтов на расстоянии h от оси зажимного винта и выполнения зажимного винта в зоне контакта коническим, резцовая вставка получает смещение в поперечном направлении и поджимается к боковой базовой поверхности 9 резцедержателя.
31
Закрепление резцовой вставки осуществляется затяжкой зажимного винта 5.
При резании предлагаемым инструментом продольное усилие силы реза- ния воспринимается зажимным винтом, а взаимное расположение осей зажимного и регулировочного винтов обеспечивает прижатие вставки к боковой базовой поверхности корпуса.
Кроме того, отсутствие задних базовых поверхностей облегчают условия эксплуатации резцовых вставок, обеспечивая открытый доступ к их регулировочным винтам, а исключение клино- вых вставок позволяет увеличить сечение резцовых вставок при тех же размерах пазов, что повышает жесткость инструментов.
Формула изобретения
Режу1ций инструмент, содержащий резцовую вставку, взаимодействующую своим корпусом с опорной и боковой базовыми поверхностями корпуса инструмента и регулировочным винтом - с осевой базовой поверхностью корпуса инструмента, и зажимной винт, отличающийся тем, что, с целью упрощения конструкции, на регулировочном винте выполнена проточка, предназначенная для взаимодействия с выполненной на зажимном винте конической поверхностью, при этом ось зажимного винта смещена относительно оси регулировочного винта в сторону, противоположную боковой базовой поверхности корпуса инструмента, на величину, определяему из соотношения
k R
Н г
-jl-i-k
где Н - расстояние между осями зажимного и регулировочного винтов,R - радиус конической поверхности зажимного винта в средней ее части;
k 0,1,...,0,3 - коэффициент, зависящий от соотношения поперечной и продольной составляющих силы крепления резцовой вставки;
г - радиус регулировочного винта.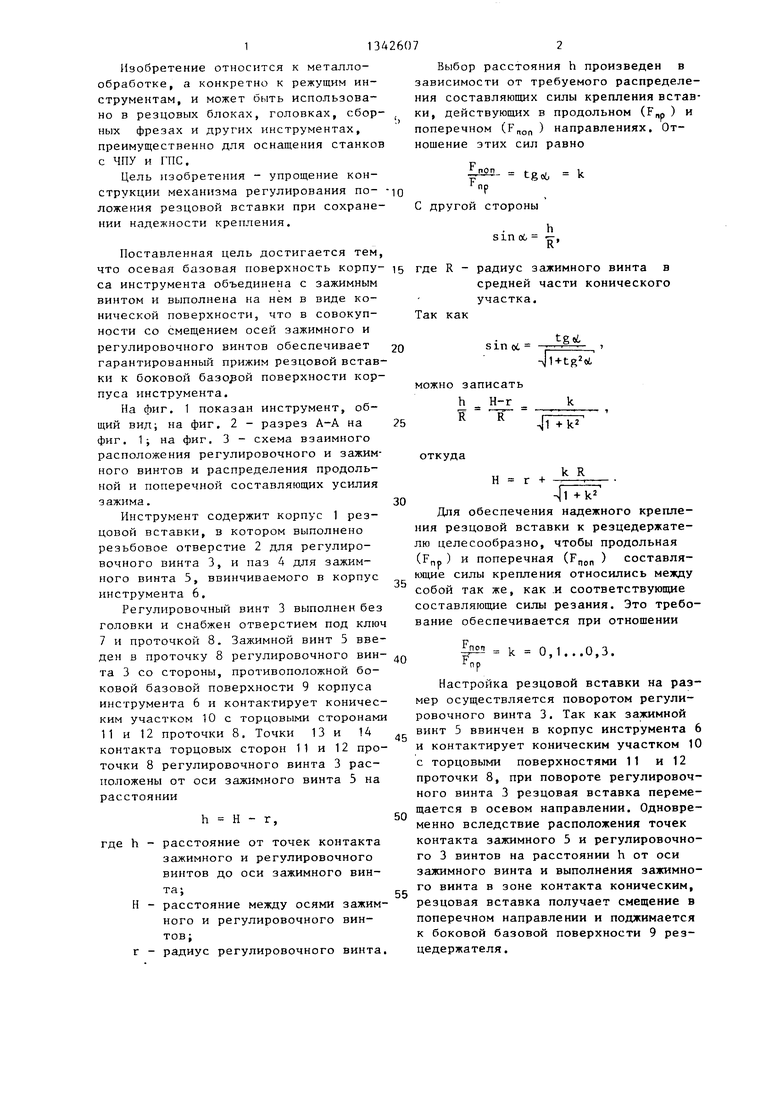
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовый блок | 1983 |
|
SU1098676A1 |
| Фреза | 1987 |
|
SU1502231A1 |
| РЕЖУЩАЯ ГОЛОВКА ДЛЯ ВРАЩАЮЩЕГОСЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2350433C2 |
| Установка для сборки твердосплавных буровых коронок | 1980 |
|
SU919851A1 |
| Торцовая зуборезная головка | 1979 |
|
SU891280A1 |
| Фреза торцовая регулируемая | 1985 |
|
SU1289620A1 |
| Сверлильная головка | 1980 |
|
SU984713A1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| ГОЛОВКА ЦЕНТРОВАЛЬНО-ПОДРЕЗНАЯ | 2003 |
|
RU2253546C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ НА УСТЬЕ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2014 |
|
RU2553703C1 |
Изобретение относится к металлообработке, а конкретно - к режущим инструментам,и может быть использовано в резцовых блоках, головках,фрезах и других инструментах преимущественно для оснащения станков с ЧПУ и ГПС. Цель - упрощение конструкции механизма регулирования положения резцовой вставки на корпусе инструмента 9 11 при сохранении надежности крепления. Для этого функции осевой базовой поверхности корпуса инструмента выполняет зажимной винт, а выполнение на нем конической поверхности для взаимодействия с проточкой регулировочного винта гарантирует пpIiжим резцовой вставки к боковой базовой поверхности корпуса инструмента. На корпусе инструмента 6 резцовая вставка закрепляется зажимным винтом 5. Настройка (перемещение) резцовой вставки в осевом направлении осуществляется поворотом регулировочного винта 3, так как торцовые поверхности 11 и 12 проточки 8 контактируют с неподвижно установленным зажимным винтом 5 в точках 13 и 14. Вследствие расположения точек контакта 13 и 14 торцовых по верхностей 11 и 12 проточки 8 с одной стороны зажимного винта 5 и выполнения его в зоне контакта коническим обеспечивается смещение и прижим резцовой вставки 1 к базовой поверхности 9 корпуса инструмента 6. 3 ил. А-А 1 ХчЛУч V/X (Л
Фиг.З
| Семенченко И.И | |||
| и др | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1962, с | |||
| Распределительный механизм для паровых машин | 1921 |
|
SU308A1 |
