;о эо з: vi
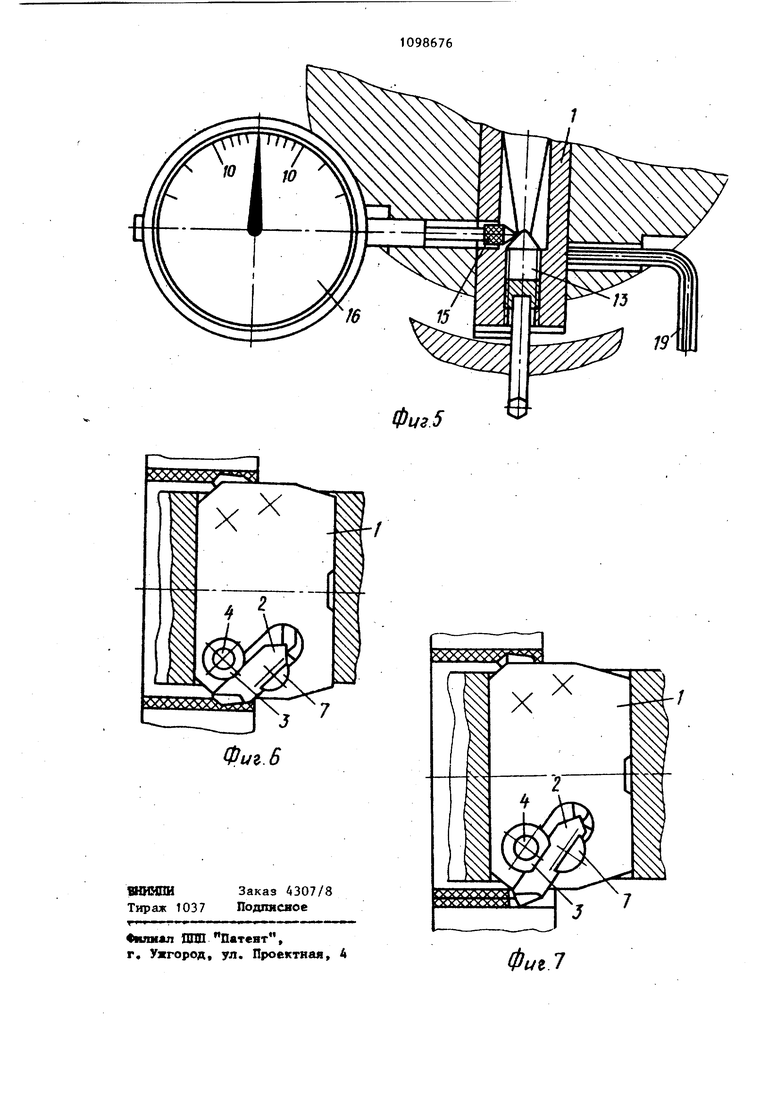
35 Изобретение относится к обработк металлов резанием и может найти при менение при растачивании отверстий. Известен резцовый блок, содержащий корпус с режутцимя вставками, за крепленными в его пазах, и механизм регулирования режущих вставок С 1 3. Однако известное устройство может работать только по схеме деления подачи и его невозможно эксплуатировать по схеме деления припуска, так как режущие вставки расположены под одним и тем же углом. Цель изобретения - расширение технологических возможностей резцового блока. Указанная цель достигается тем, что резцовый блок, содержащий корпус с режущими вставками, закрепленными в его пазах, и механизм регулировани режущих вставок, снабжен двумя двуплечими рычагами, установленными с возможностью качания на одной оси и контакта своими торцовыми поверхностями с введенными в корпус регулиро вочными винтами, а боковыми поверхностями - с режущими вставками, кото рые установлены в пазах с возможностью поворота, а оси регулировочных винтов смещены относительно друг дру га в плоскости, перпендикулярной оси поворота резцов. На фиг. 1 изображен резцовый блок общий вид; на фиг. 2 - вид А на фиг. на фиг. 3 - вид Б на фиг. 1, на фиг. 4 - разрез В-В на фиг. 1J на фиг. 5 - установка инструментов для регулирования на фиг. 6 - схема деления подачи; на фиг. 7 - схема деле ния припуска. Резцовый блок состоит из корпуса 1 с противоположно установленными режущими вставками 2, прижатыми клиновыми прижимами 3 при помощи винтов 4 с разнонаправленной резьбой. От вы падания режущие вставки 2 фиксируют плоской пружиной 5. Резцовый блок включает также механизм поворота режущих вставок 2, содержащий снабженные треугольными зубьями 6 конические штифты 7, поворотно установленны в корпусе 1 и взаимодействующие своими зубьями 6 с аналогичными зубьями 8 на корпусе 1. В торце корпуса 1 вы полнена расточка, в которой на оси 9 смонтированы двуплечие рычаги 10 и 11, опиряю1циеся на пружины 12, ПружиF ы 12 предчязначены для постоянного контакта торцовых поверхностей с, Ь,с рычагов 10 и 11 с винтами П и 1Д и режущей вставкой 2. Рычаги 10 и 11, управляемые винтами 13 и 14, своими плечами взаимодействуют с режущими вставками 2. Оси упомянутых винтов 13 и 14 смещены одна относительно другой иа величину е в плоскости, перпендикулярной оси поворота рычагов 10 и 11. При этом боковые поверхности d и с рычагов 10 и 11 контактируют с режущими вставками 2. Кроме того, на боковой стороне корпуса 1 выполнены отверстия 15 для индикатора 16 и отверстия 17 для винта 18. Резцовый блок работает следующим образом. Пример 1. Обработка по схеме деления подачи (фиг. 6). Вершины режущих вставок располагаются на одном диаметре и в одной плоскости, перпендикулярной оси вращения. Шестигранным ключом 19 ослабляют затяжку винта 18 и подают винтом 4 клиновой прижим 3, освобождая режущую вставку 2. Аналогично освобождается другая режущая вставка, оппозитно расположенная. В одно из отверстий 15, ось которого параллельна оси поворота рычагов, устанавливают индикатор 16 до соприкосновения измерительной головки его с винтом 13. Считывают показания индикатора 16, затем поворачивают на необходимый угол ключом 19 винт 13., контактирующий с торцовыми поверхностями и и Ь рычагов 10 и 11, сообщая последним угловое перемещение. Рычаги 10 и 11 своими боковыми поверхностями d и с, перемещают режущие вставки 2, вершины которых расходятся от оси блока на одинаковое расстояние, перемещаясь в направлении подачи.Затем затягивают винт 4,опуская вниз прижим 3 и заклинивая режущие вставки 2. П р и м е р 2. Обработка по схеме деления припуска (фиг. 7). Вначале производят предварительную настройку режущих кромок на размер (на обрабатываемый диаметр), как описано в примере 1. Для разделения припуска во время обработки необходимо изменить угол в плане у одной из режущих вставок. Для этого ключом 19 выворачивают винт 4 до полного освобождения от прижима 3 режущей вставки 2, расфнксируют последнюю, сжимая пружину 5, и выводят ее из соприкосновения с поверхностями конического штифта 7. Последний выталкивают из гнезда, поворачивают на заданный угол (нэ один-два зуба) и снова устанавливают, вводя его в зацепление с зубьями, выполненными на блоке. Затем устанавливают режущую вставку 2 с пружиной 5 и закрепляют ее при помощи винта 4 клиновым прижимом 3. Винтом 14, ось которого смещена относительно оси винта 13 на величину е, воздействуют на торцовую поверхность с рычага 11, который своей боковой по7 / 2 1В
0986764
верхностью о1 смещает настраиваемую режущую вставку 2. .
Поскольку после регулировки одной из вставок 2 изменился настроенный 5 ранее диаметр обработки, необходимо произвести измерения при помощи известных средств и подстройку режущих вставок 2, как описано в примере 1.
Применение предлагаемой конструкtO ции резцового блока позволяет использовать его в работе по различным технологическим схемам резания, что без введения дополнительных элементов позволит сократить расходы на инстру15 мент и снизить себестоимость обработки.
/
7% 5
Фиг / Вид А Фиг. 2 &ид6 Фчг.д

| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент | 1986 |
|
SU1342607A1 |
| Резцовый блок | 1988 |
|
SU1604508A1 |
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
| Устройство для сборки буровых коронок | 1974 |
|
SU516500A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| Фреза | 1987 |
|
SU1502231A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| ФРЕЗА | 1991 |
|
RU2014177C1 |
| Установка для сборки вставок с корпусом буровой коронки | 1973 |
|
SU498147A1 |

РЕЗЦОВЫЙ БЛОК, содержащий корпус с режущими вставками, закрепленными в его пазах, и механизм регулирования режущих вставок, отличающийся тем, что, с целью расширения технологических возможно- , стей, он снабжен двумя двуплечими рычагами, установленными с возможностью качания на одной оси и контакта своими торцовыми поверхностями с введенными в корпус регулировочными винтами, a боковыми поверхностями - с режущими вставками, которые установлены в пазах с возможностью поворота, a оси регулировочных винтов смещены относительно друг друга в плоскости, перпевдикулярной оси поворота рьгчагов.
ФигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Механизм извлечения стержней из многоместной формы | 1975 |
|
SU569382A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
