(54) СВЕРЛИЛЬНАЯ ГОЛОВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2098236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕЙ ВТУЛКИ | 1995 |
|
RU2096138C1 |
| Сборное сверло | 1990 |
|
SU1756033A1 |
| ГОЛОВКА ЦЕНТРОВАЛЬНО-ПОДРЕЗНАЯ | 2003 |
|
RU2253546C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Автоматически управляемая резцовая головка | 1982 |
|
SU1115859A1 |
| Сверло | 1982 |
|
SU1127704A2 |
| НАПРАВЛЯЮЩАЯ ВТУЛКА | 1995 |
|
RU2104128C1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| СБОРНОЕ СВЕРЛО | 2020 |
|
RU2749594C1 |
Изобретение огносится к мегаллообрабогке и предназначено для .использования в сверлах глубокого сверления отверстий больи.гого диаметра.
Известна сверлильная головка, содер- жащан корпус с отверстиями для отвода СОЖ из зоны обработки, направляющие планки и установленные в продольных гнездах корпуса резцовые вставки с выотупом, поджатые нижней и-тыльной ба- ,д зовыми поверхностями к опорным поверхностям гнезда прижимным винтом, взаимодействующим с наклонной поверхностью выступа вставки, расположенного во впадине гнезда 1.,5
Недостатком этой сверлильной голоьки является нетехнологичность изготовлен НИН и недостаточная надежность крепл&ния вставок в корпусе.
Нетехнологичность изготовления свер- 20 лильных головок обусловлена сложностью и большой трудоемкостью обеспеченияВааимной перпендикулярности торцовой и нижней опорных поверхностей гнезда корпуса.
Реально существующая взаимная перпендикулярность указанных поверхноотей в совокупности с перпендикулярностью тыльной и нижней базовыми поверхностями резцовых вставок обуславливают недостаточную их жесткость крепления, что является одной из причин возникновения вибраций при сверлении, сннжаю цих надежность работы сверлильной го ловки.
Цель изобретения - технологичность изготовления и повышение надежности работы сверлильной головки.
Поставленная цель достигается тем, что тыльная базовая поверхность резцовых вставок вьшолнена расположенной к их нижней базовой поверхности под углом, меньпшм 90, и взаимодействует с выступом, образованным на торцовой опорной поверхности гнезда корпуса головки.
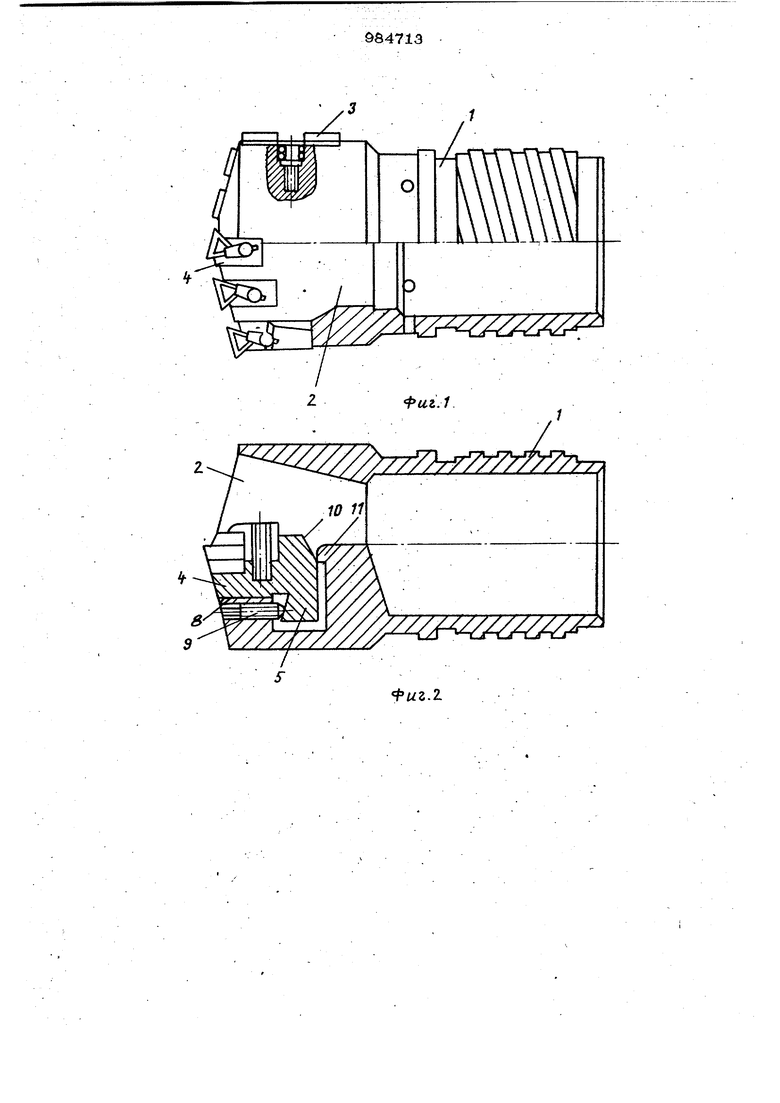
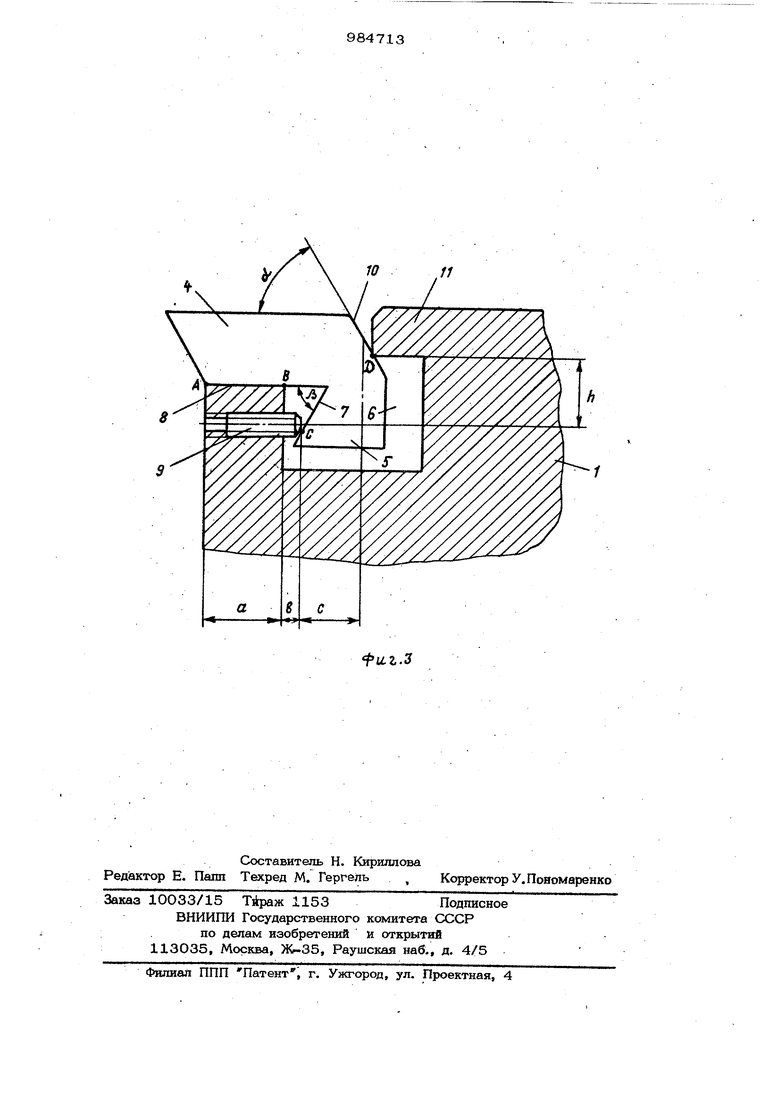
На фиг. 1 изображена сверлильная гоjioBJcaj общий вид; на фиг. 2 - то же, продольный разрез; на фиг. 3 - схема Крепления резцовой вставки. Сверлильная головка состоит из корпуса 1 с отверстиями 2 для отвода СОЖ из зоны обработки, направляющих планок 3 и резцовых вставок 4, имеющих выступ 5 на нижней базовой поверхности. Вставки установлены в продольных гнездах корпуса, а их выступы 5 расположены во рпадинах 6 этих гнезд. Передняя поверхность 7 выступов 5 наклонена к нижней базовой поверхности 8 резцовых вставок и взаимодействует с ввернутым в корпус 1 прижимным винтом 9. Тыльная базовая поверхность 10 резцовых вставрк выполнена расположейной к их нижней базовой поверхности под углом, меньшим 90 , и через выступ 5 посредством прижимного винта 9 поджата к выступу 11, имеющемуся на торцовой опорной поверхности гнезда корпуса 1 головки сверла-. Крепление резцовых вставок осуществляется следующим образом. В продольные гнезда корпуса 1 уста(навливаются резцовые вставки 4, а их выступы 5 располагаются во впадинах 6 гнезд. При вворачивании прижимного винта 9 в корпус 1 конец его входит во впадину 6 и воздействует на наклонную поверхность 7 выступа резцовой вставки 4, смещая ее до упора тыльной базовой поверхностью 10 в выступ 11, обравовалный на торцовой опорной поверхности гнезда корпуса.. Дальнейщее вворачивание винта приводит к тому, что наклонная поверхность 7 выступа 5, скользя по кон цу винта, опускается во впадину 6 вставки и совместно с тыльной базовой поверх ностью 10, взаимодействующей с выступом 11, самоустанавливает резцовую вставку 4 в гнездо корпуса 1, плотно прижимая ее нижнюю базовую поверхност 8 к опорной поверхности,гнезда. Оптимальный угол oL наклона тыльной базовой поверхности 10 определяется из условия действия суммарного момента сил по часовой стрелке при касании резцовой вставки с гнездом в точке Аи против часовой стрелки при касании в точке Б . Приближенно, без учета действия сил трения, угол oL определяется соотношение ii4qtio)ctg-(b . -tocie f btc где а - длина нижней поверхности гнезда корпуса; }) - проекция на ось сверлильной головки расстояния от конца нижне поверхности гнезда до точки взаимодействия винта с выступом вставки; С - проекция на ось све{ лильной головки расстояния между точками взаимодействия винта и выступа гнезда с резцовой вставкой; Ь - высота расположения выступа гнезда от оси прижимного винта; л, - угол между нижней базовой поверхностью вставки и поверхностью выступа на ней; О/. - угол между тыльной и нижней базовыми поверхностями резцовой вставки. Выполнение гнезда корпуса и резцовой вставки повышает надежность крепления резцовых вставок, а также технологичность изготовления сверлильной головки благодаря снижению требований к точности взаимного расположения базовых и опорных поверхностей. Формула изо,бретения Сверлильная головка, содержащая корпус с отверстиями для отвода СОЖ из зоны обработки, направляющие планки и установленные в продольных гнездах корпуса резцовые вставки с выступом, поджатые нижней и тыльной базовыми поверхностями к опорной поверхности гнезда прижимным винтом, взаимодействующим с наклонной поверхностью выступа вставки, расположенного во впадине гнезда, отличающаяся тем, что, с целью повыщения надежности работы, тыльная базовая поверхность резцовых вставок выполнена расположенной к их нижней базовой поверхности подуглом, менвшим 90, и взаимодействует с выотупом, образованным на торцовой опорной поверхности гнезда корпуса. Источники информации, принятые во внимание при экспертизе 1. Каталог фирмы San (JviH CoromciM-t Сверлильный инструмент, R) - 8400:2, 1977, с. 36-39. Сверла с Т - упах с поворотными пластинами.
//
и.г.3
