Изобретение относится к сварочному производству и может быть использовано для автоматической сварки деталей встык.
Цель изобретения - расширение технологических возможностей за счет обеспечения сварки листов различной толщины, в том числе и со смещением кромок,
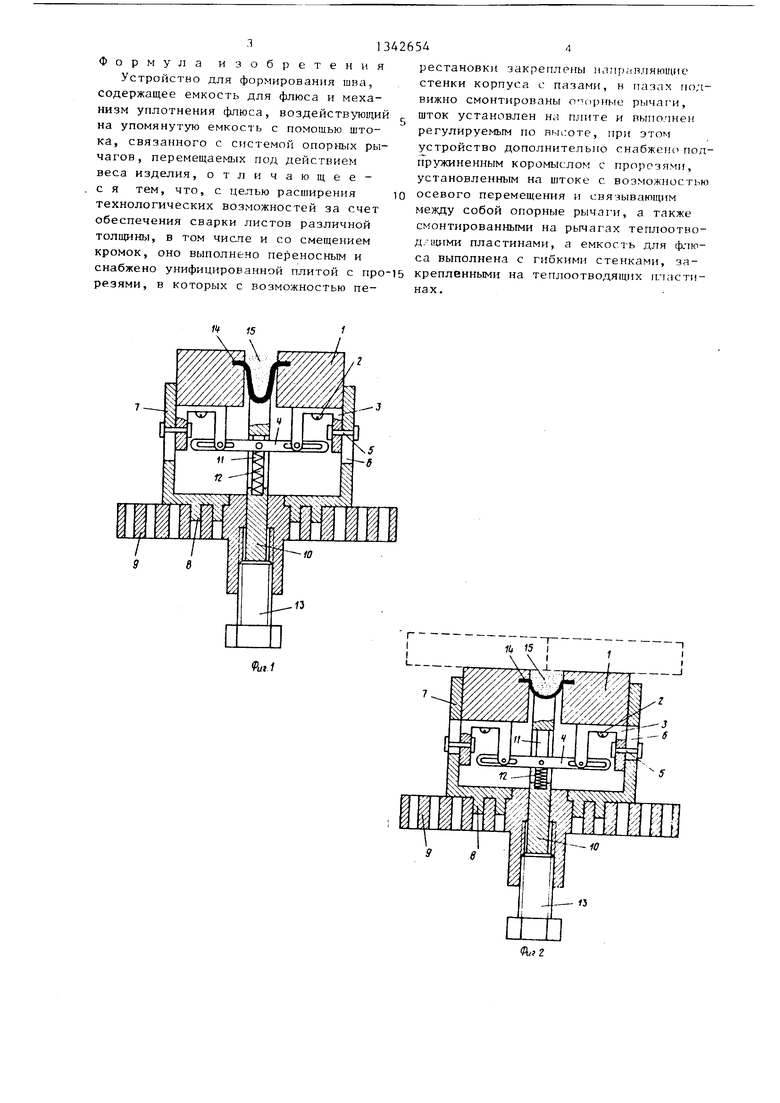
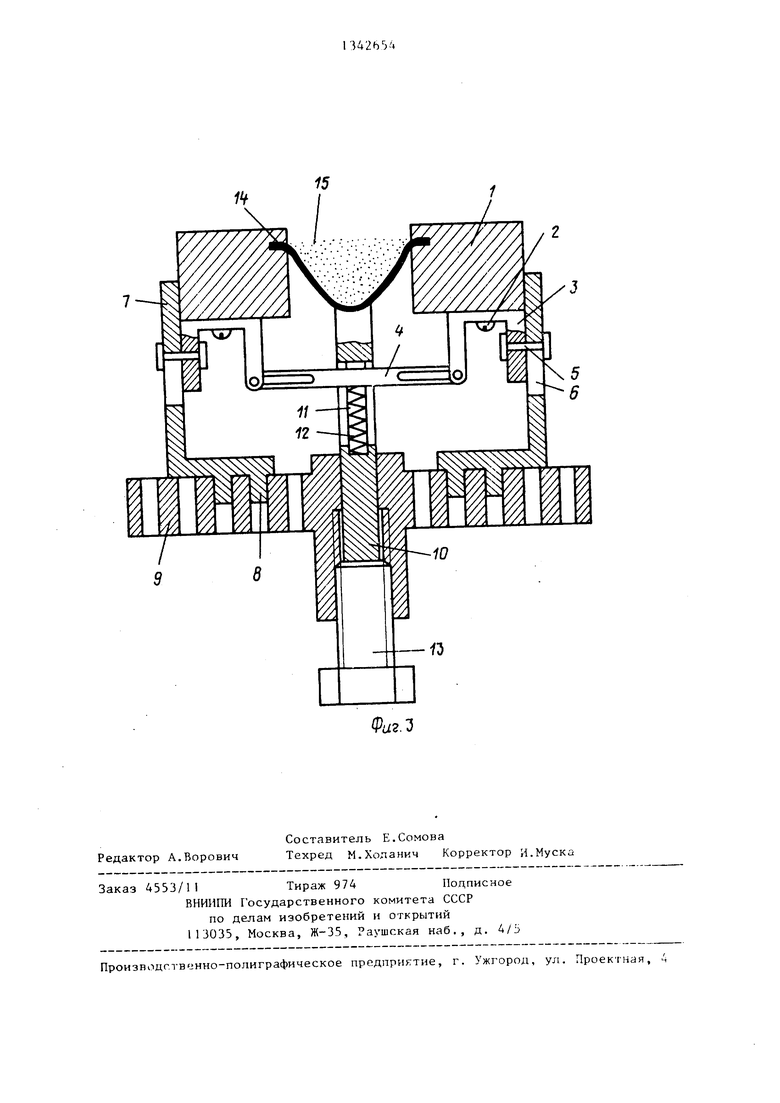
На фиг.1 изображено устройство в исходном положении, Г1оперечное сечение; на фиг.2 - то же, в рабочем положении при сварке встык тонких листов; на фиг.З - то же, в рабочем положении при спорке встык толстостенных деталей; на фиг.4 - то же, в исходном положении при сварке равнотол- щинных деталей со смещением кромок.
Устройство состоит из двух медных теплоотводящих пластин 1, закрепленных винтами 2 на П-образных рычагах 3. Одно плечо рычдга шарнирно связано с коромыслом 4, в котором выполнены прорези, а другое - с осями 5, имеющими возможность перемещения в вертикальном направлении по пазам 6, выполненным в направляющих стенках корпуса 7, установленных с помощью выступов 8 на унифицированной плите
Коромысло 4 шарнирно связано со штоком 10. Шток имеет вертикальный паз 11, в котором установлена пружина 12, верхний торец которой является опорной поверхностью для коромысла .
Жесткость пружины 12 выбирается такой, чтобы она полностью могла компенсировать вес пластин 1, П-образны рычагов 3 и вес коромысла 4. Высота штока 10 регулируется с помощью болт 13. На медных пластинах 1 закреплена емкость 14 для флюса 15, опирающаяся на шток 10.
При установке деталей на опорные теплоотводящие пластины их вес через П-обоазные рычаги 3 и коромысло 4 воздействует на пружину 12, последня сжимается и опускает обе пластины 1 вниз. Так как шток 10 не меняет свего положения, то флюс 15 из-за уменшения объема гибкой емкости 14 уплотняется и плотно прижимается к стыку. Далее выполняют сварку стыка.
После снятия деталей с подкладки пружина 12 возвращает обе пластины 1 в исходное положение. При сварке детлей со смещенными кромками, благодаря возможности поворота коромысла 4,
0
()
t, о
35
40
45
50
55
пластины опускаются вниз на различный уровень, что обеспечивает их прилегание к деталям независимо от их степени смещения относительно друг друга. При сварке массивных изделий с большой шириной шва ширину слоя флюса 15 и ширину гибкой емкости 14 можно увеличить путем расширения корпуса 7 (фиг.З). Это делается следующим образом.
Направляющую стенку корпуса 7 поднимают вверх. При этом одна пластина вместе с этой стенкой также ется вверх. Далее отодвигают корпус 7 от центра подкладки и устанавливают ее в более дальний ряд перфорации в плите. При этом коромысло 4 не оказывает сопротивления этому перемещению, так как имеет пазы в местах шарнирного крепления П-образных рычагов 3 с коромыслом .4. образом можно менять ширину подкладки бр. д ее разбора на составные части и без применения какого-либо инструмента. Высоту штока 10, а следовательно, и толщину слоя флюса 15 можно рет ули- ровать с помощью болта 13,
Возможность изменения ширины фор- мирующег о участка позволяет использовать подкладку для сварки любых деталей как по толщине, так и разно-- толщинные или со смещенными кромками, с максимальным использованием теплоотводящих сврйств теплоотводя- цщх пластин.
Техническими преимуществами предлагаемого устройства являются следующие:
возможность изменения ширины формирующего участка за счет изменения ширины емкости;
простота перестройки ширины емкости за счет того, что направляющие стенки корпуса свободно установлены на перфорированной плите;
возможность сварки деталей со смещенными кромками;
эффективность теплоотвода за счет возможности регулирования ширины формирующего участка.
Экономический эффект от внедрения изобретения, по сравнению с извест -: , устройством получают за счет расширения области использонания по,7К ;адки: одна подкладка может быть использована для сварки деталей любых толщин и для сварки деталей со смещенными кромками.
л1
Формула изобретения
Устройство для формирования шва, содержащее емкость для флюса и механизм уплотнения флюса, воздейств тощи на упомянутую емкость с помощью штока, связанного с системой опорных рычагов, перемещаемых под действием веса изделия, отличающее- с я тем, что, с целью расширения технологических возможностей за счет обеспечения сварки листов различной толщины, в том числе и со смещением кромок, оно выполнено переносным и
снабжено унифицированной плитой с про-15 крепленными на теплоотводящих п.пасти- резями, в которых с возможностью пе нах.
рестановки закреплены иапр;1вляющие стенки корпуса с пазами, в гтазах подвижно смонтированы о-тцрные р1)1ча1 И, шток установлен на плите и выполнен регулируемым по вы1;оте, при этом устройство дополнительно снабженс подпружиненным коромыслом с прорезями, установленным на штоке с возможностью осевого перемещения и связывающим между собой опорные рычаг и, а также смонтированными на рычагах теплоотво- д/ишми пластинами, а емкость для флюса выполнена с гибкими стенками, зай/г/
Редактор А.Ворович
Составитель Е.Сомова
Техред М.ХолТанич Корректор И.Мускг
Заказ 4553/11Тираж 974Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производг.твенно-полиграфическое предприятие, г. Ужгород, ул. Проектная, ц
ФiIг.З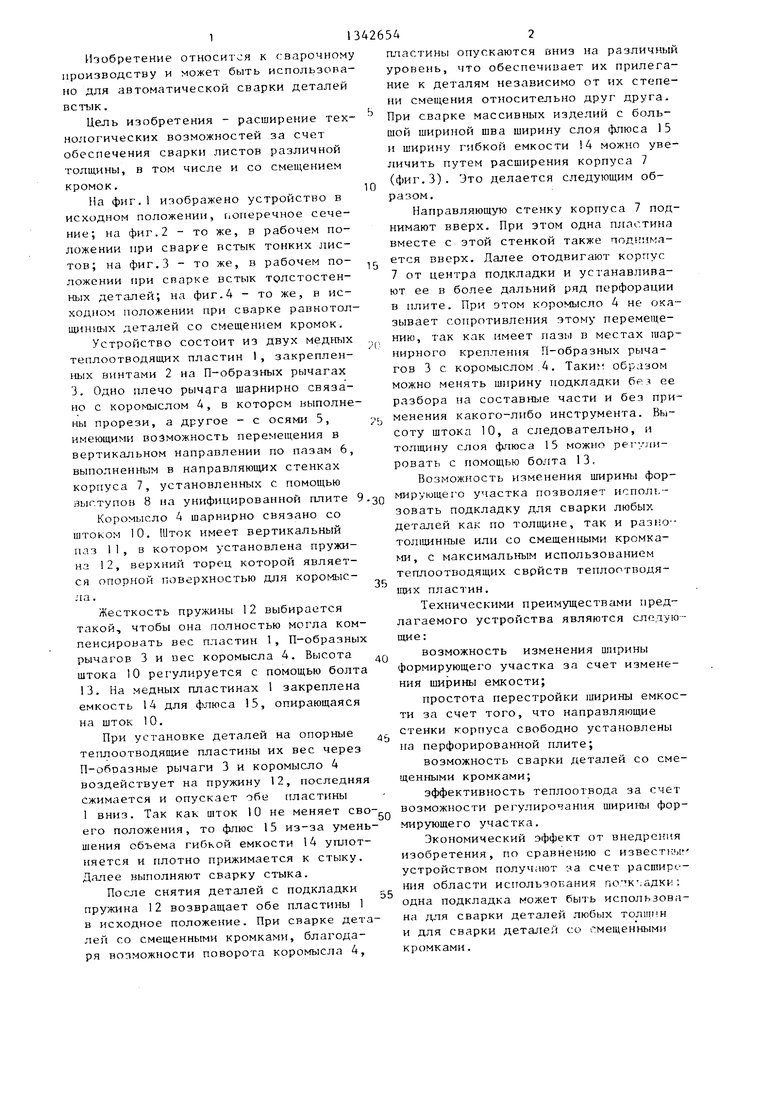
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны продольных швов | 1990 |
|
SU1802776A3 |
| Подкладка для сварки | 1984 |
|
SU1177111A1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2012 |
|
RU2505385C1 |
| Флюсовая подушка | 1990 |
|
SU1710258A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ОБРАТНОЙ СТОРОНЫ ПРОДОЛЬНЫХ ШВОВ | 1992 |
|
RU2024381C1 |
| Способ получения образца с дефектами сварки | 1988 |
|
SU1611654A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| СПОСОБ СВАРКИ ПОД ФЛЮСОМ ДЕТАЛЕЙ РАЗЛИЧНОЙ ТОЛЩИНЫ | 2021 |
|
RU2763952C1 |
Изобретение относится к области сварочного производства и может быть использовано для односторонней сварки деталей встык. Целью изобретения является расширение технологических 1 возможностей устройства за счет возможности использования его при сварке толстостенных и тонкостенных изделий, в том числе и со смещенными кромками, при обеспечении максимального тепло- отвода. Устройство представляет собой гибкую емкость 14 с флюсом 15, закрепленную на теплоотводящих пластинах 1, которые связаны между собой с помощью системы рычагов 3 и закреплены на стенках корпуса 7. Устройство предусматривает самоустановку теплоотводящих пластин и поджим флюса под действием веса свариваемых деталей, а также возможность изменения ширины формирующей зоны за счет перестановки стенок корпуса. 4 ил. (Л
| Устройство для образования флюсовой подушки | 1980 |
|
SU929364A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
