/
о
го
СП 00
Изобретение относится к сварочному производству и может быть использовано для автоматической односторонней сварки деталей встык с обратным формированием корня шва на флюсовой подушке.
Известна флюсовая подушка, выполненная в виде корытообразного желоба для флюса, в котором установлен шнек. На торце желоба установлен бункер для флюса и привод вращения шнека. Флюс через бункер поступает в желоб, заполняя его посредством вращающегося шнека.
Недостатком этой подушки является сложность ее конструкции, обусловленная наличием шнека, привода и бункера; последние, кроме того, элемента увеличивают габаритные размеры подушки, в частности ее длину и высоту. Этот недостаток устранен в флюсовой подушке, выполненной в виде корытообразного желоба заполненного флюсом. Свариваемый стык располагают на флюсе, прследнийуплотняется в желобе под действием веса свариваемого изделия. Однако и такая подушка ограничена в применении, так как флюс в желобе можно уплотнить только при сварке изделий, обладающих б.рльшим весом.
Наиболее близкой по технической сущности и достигёемому эффекту является флюсовая подушка, содержащая корытообразный желоб с прорезями в боковых стенках и с жестко закрепленными на них проушинами, ложемент для флюса, выполненный из эластичного материала. На дно желоба уложен пневморукав, а в проушинах шарнирно закреплены рычаги, верхние концы, которых размещены в прорезях боковых стенок желоба, а нижние подвижно соединены с подпружиненными относительно боковых стенок желоба штоками, оснащенными находящимися в контакте с пневморукавом. При подаче сжатого воздуха в пневморукав он уплотняет флюс путем деформирования ложемента снизу, происходит также разворот рычагов.
Недостатком известной подушки является низкая эффективность воздействия на флюс непосредственно под свариваемым стыком, вследствие чего не представляется возможным регулировать форму корневого валика. Этот недостаток поясн$уется следующим. Пневморукав находится на дне желоба подушки. В процессе перемещения и уплотнения флюса в желобе часть энергии пневморукава расходуется на преодоление внешнего трения флюса о стенки желоба и внутреннего трения флюса. Неизбежно возникает боковое давление флюса, что в большей степени увеличивает внешнее давление. В результате потерь энергии пневморукава по указанным причинам, плотность флюса будет минимальной непосредственно под свариваемым стыком, т.е. в зоне формирования корня шва. Приблизить
пневморукава 8 непосредственно к свариваемому стыку путем уменьшения высоты желоба, чтобы свести к минимуму названные потери его энергии, не представляется возможным по двум причинам. Во-первых,
0 пневморукав изготовлен из материала, который при более 150°С деструктирует и разрушается; во-вторых, уменьшение объема желоба вынуждает постоянно добавлять флюс, что в целом увеличивает трудоемкость обслуживания подушки и тем , снижает эффективность односторонней сварки.
Целью изобретения является повышение качества стыкового сварного соединения за счет регулирования формы и размеров корневого шва изменением плотности флюса под стыком.
Цель достигается тем, что в известной флюсовой подушке, содержащей корытообразный .желоб с прорезями в боковых стенках м с жестко закрепленными на них проушинами, ложемент для флюса, выполненный из эластичного материала, пневморукав уложенный на дно желоба, и
0 шарнирно закрепленные в проушинах рычаги, верхние концы которых размещены в прорезях боковых стенок желоба, а нижние подвижно соединены с подпружиненными относительно боковых стенок желоба штоками, оснащенными подпятниками, находящимися в контакте с пневморукавом, упомянутые рычаги снабжены шарнирно закрепленными на их верхних концах пластинами, а подпружиненные штоки выполнены
0 с возможностью регулирования их длины посредством гаек, при этом пластины размещены внутри корытообразного желоба с возможностью контакта с эластичным элементом. При наполнении пневморукава Воздухом он воздействует на флюс, поднимая его, и одновременно воздействует через штоки на рычаги, которые перемещают вертикальные пластины к центру желоба дополнительно уплотняя флюс под стыком.
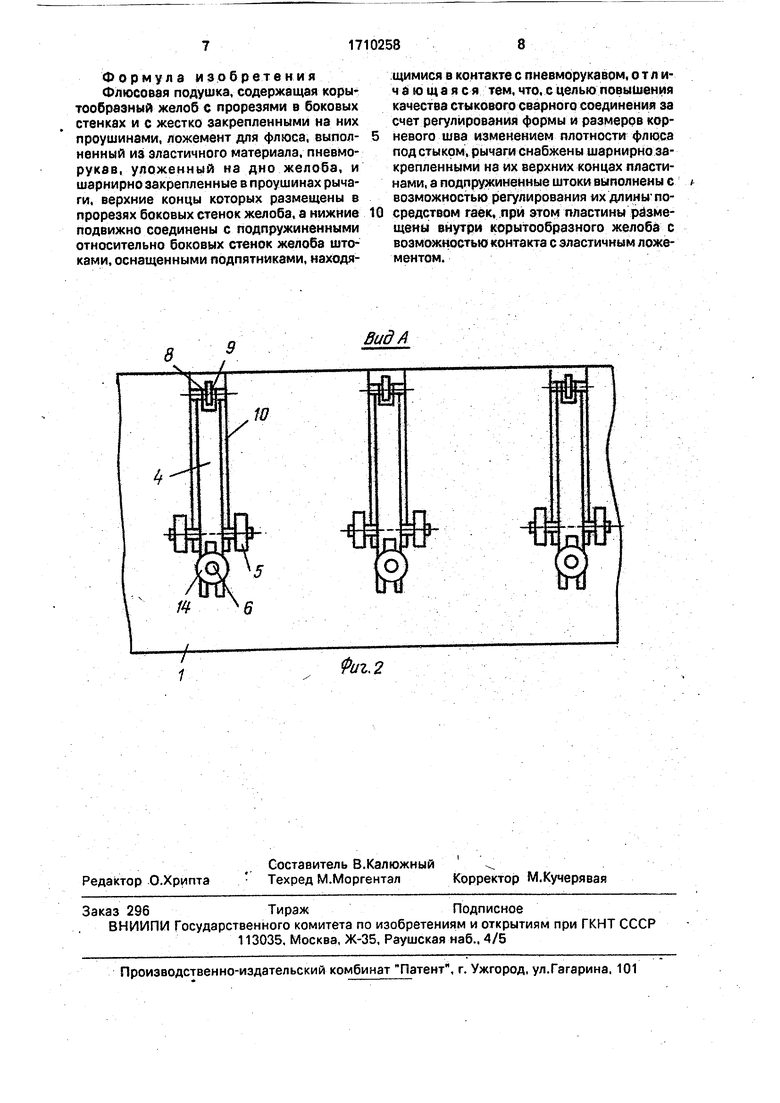
0 На фиг. 1 приведена подушка в нерабочем (а) и в рабочем (б) положениях, поперечное сечение; на фиг, 2 - вид А на фиг. 1.
Флюсовая подушка выполнена в виде корытообразного желоба 1 для флюса 2, на
5 дно которого уложен пневморукав 3. Боковые стенки желоба 1 имеют прорези, в которые входят рычаги 4, закрепленные с возможностью вращения на проушинах 5. Нижние концы рычагов 4 связаны со штоками 6, которые через подпятники 7 могут
взаимодействовать с пневморукавом 3. Верхние концы рычагов 4 через шарниры 8 связаны с пластинами 9, к которым rfptiкреплен ложемент 10 для флюса 2. На штоках 6 установлены возвратные пружины 11, размещенные между подпятниками 7 и стенками желоба..
Свариваемые детали 12 размещаются на верхних торцах боковых стенок желоба 1. Пространственное положение рычагов 4 регулируется с помощью гаек 13 и 14, установленных на штоках 6.
Флюсовая подушка работает следующим образом.
В исходном положении воздух в пневморукаве 3 отсутствует и штоки 6 втянуты вовнутрь желоба 1, Такое положение штоков 6 обеспечивается пружинами 11, расположенными на штоках 6 между подпятниками 7 и внутренней стороной боковой стенки желоба 1. После установки на подушку и фиксации свариваемых деталей
12пневморукааЗ наполняют сжатым воздухом. Он расширяется и поднимает флюс 2, уплотняя его под свариваемым стыком. Одновременно пневморукав 3 воздействует через подпятники 7 на штоки 6, которые начинают выдвигаться и поворачивать рычаги 4, верхние концы которых входят вовнутрь желоба 1 и помещают пластины 9 к центру подушки.
Пластины-9 дополнительно уплотняют флюс 2 непосредственно под стыком, причем эффективно, так как обжим флюса 2 происходит с боков. В сочетании с давлением пневморукава 3 флюс 2 испытывает давление с трех сторон и максимальная его плотность будет под стыком. Степень уплотнения флюса 2 под стыком можно регулировать путем изменения первоначального положения рычагов 4. Для этой цели на штоках 6 установлены упорные гайки 13, которые через штоки б воздействуют на рычаги 4. Если гайку выкрутить, т.е. еще до наполнения пневморукава 3 воздухом рычаги 4 ваести.в желоб 1, то при уплотнении флюса 2 между пластинами 9 будет узкий проход и флюс 2 будет уплотняться максимально. Если гайку 13 закрутить, то при наполнении пневморукава 3 воздухом флюс 2 вначале достигает стыка и уплотнится пневморукавом 3 и затем только дополнительно с помощью пластин 9. Уплотнение флюса 2 пластинами 9 производят потому, что между гайкой 13 и рычагом 4 образуется люфт, т.е. шток 6 частично будет перемещаться свободно без воздействия на рычаг 4,
Таким образом, меняя положение гайки
13на штоке б, можно изменять время начала движения рычагом 4 и угол их наклона, следовательно, регулировать уплотнение флюса под стыком. Если гайку 13 полностью закрутить на штоке б и при зтом полностью сжав пружину 11, а рычаги 4 зафиксировать дополнительными гайками 14, то уплотнение флюса 2 будет производиться только пневморукавом 3. Если за ложемент будут просыпаться гранулы флюса 2, то оси через прорези в боковых стенках желоба 1 будут высыпаться наружу и не препятствовать расширению пневморукава.
Рычаги 4 связаны с пластинами 9 вверху, расположенными внутри желоба 1, причем положение рычагов 4 может регулироваться с помощью гаек 13 и ,14, размещенных на штоках б. Такое расположение позволяет производить дополнительное воздействие на флюс 2 непосредственно под стыком, причем это воздействие можно регулировать, что повышает эффективность использования энергии пневморукава 3. Регулируя степень уплотнения флюса 2 под стыком, можно обеспечить получение корня шва любых заданных размеров, обеспечивая его наиболее благоприятную форму.
Желоб подушки изготовлен из стали Ст. 3 СП толщиной 12 мм. Ширина желоба - 100 мм, высота - 120 мм, длина определяется типоразмером свариваемых изделий. Диаметр пневморукава - 90 мм. Рычаги выполнены из такой же стали и имеют размеры 110 X 20 X 12 мм. Штоки имеют диаметр 12 мм, гайки - М 12. Подпятники выполнены в виде прямоугольных пластин размером 40 х 30 X 4 мм. Пластины 9 выполнены из меди толщиной 3 мм, шириной 25 мм, длиной, равной длине желоба, рычаги установлены по длине подушки через каждые 50-бОмм.
Предлагаемая флюсовая подушка обеспечивает возможность дополнительного уплотнения флюса под стыком за счет наличия рычагов с пластинами, возможность регулирования уплотнения флюса за счет того, что положение рычагов относительно штоков может регулироваться, повышение эффективности использования энергии пневморукава за счет наличия рычагов и пластин, уплотняющих флюс под стыком, расширение номенклатуры свариваемых деталей за счет возможности регулирования размеров и формы корня шва в широких пределах.
Экономический эффект от внедрения изобретения получают за счет повышения качества сварного шва, увеличения ресурса работоспособности сварных конструкций и за счет расширения области применения подушки.
Формула изобретения Флюсовая подушка, содержащая коры тообраэный желоб с прорезями а боковых стенках и с жестко закрепленными на них проушинами, ложемент для флюса, выполненный из эластичного материала, пневморукав, уложенный на дно желоба, и шарнирно закрепленные в проушинах рычаги, верхние концы которых размещены в прорезях боковых стенок желоба, а нижние подвижно соединены с подпружиненными относительно боковых стенок желоба штоками, оснащенными подпятниками, нахОдящимися в контакте с пневморукавом, о т л ич ю ща я с я тем, что, с целью повышения качества стыкового сварного соединения за счет регулирования формы и размеров корневого шва изменением плотности флюса под стыком, рычаги Снабжены шарнирно закрепленными на их верхних концах пластинами, а подпружиненные штоки выполнены с возможностью регулирования их длины- посредством гаек, при этом пластины рёзмещены внутри корытообразного желоба с возможностью контакта с зластичным ложементом.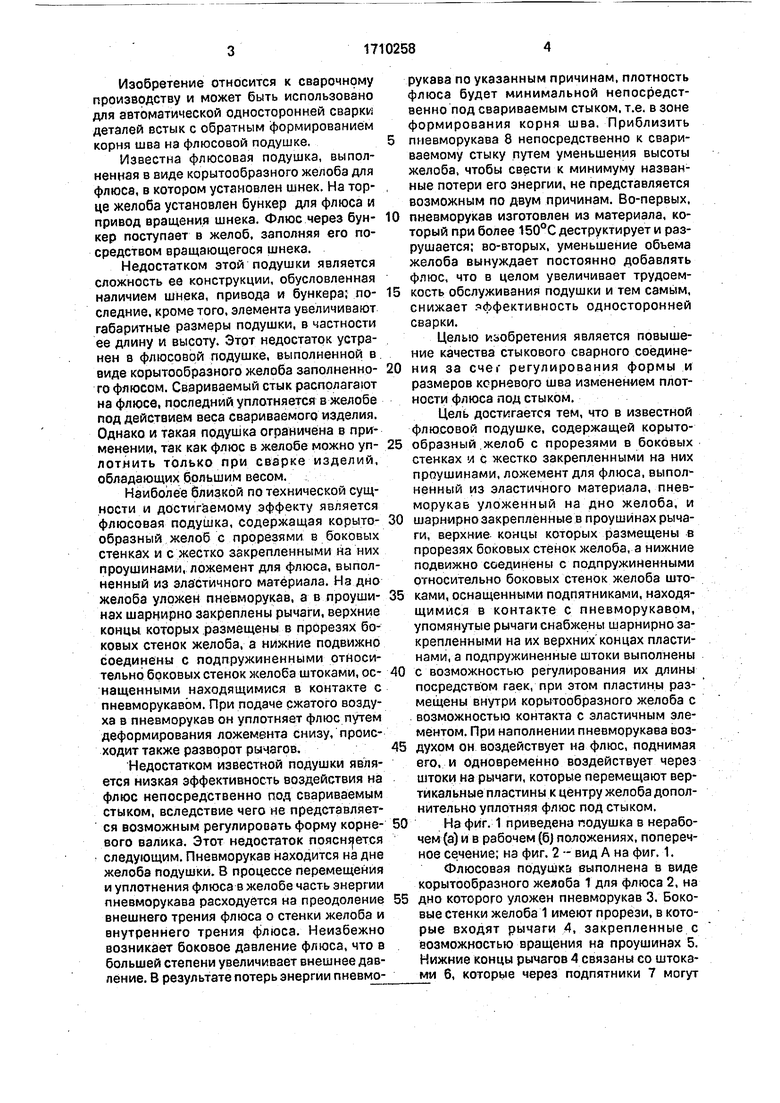

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Способ уплотнения флюса | 1990 |
|
SU1776532A1 |
| Устройство для формирования шва | 1990 |
|
SU1815100A1 |
| Устройство для формирования обратной стороны сварного шва | 1990 |
|
SU1804993A1 |
| Подкладка для сварки | 1984 |
|
SU1177111A1 |
| Устройство для формирования шва | 1986 |
|
SU1395446A1 |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1796395A1 |
| Устройство для формирования обратной стороны шва | 1986 |
|
SU1333520A1 |
Изобретение относится к сварочному производству и может быть использовано для автоматической односторонней сварки деталей встык с обратным формированием корня шва нафлюсовой подушке. Цель изобретения - повышение качества стыкового сварного соединения за счет регулирования формы и размеров корневого шва изменением плотного соединения за счет регулирования формы и размеров корневого шва изменением плотности под стыком. Подушка выполнена в виде корытообразного желоба 1, на дно которого уложен пневморукав 3. Боковые стенки желоба 1 имеют прорези, в которые входят рычаги 4, закрепленные с возможностью вращения на проушинах 5. Нижние концы рычагов 4 связаны со штоками 6, которые через подпятники 7 могут взаимодействовать с пневморукавом 3. Верхние концы рычагов 4 через шарниры 8 связаны с пластинами 9, к которым прикреплен эластичный ложемент 10 для флюса 2. На штоках 6 установлены возвратные пружины 11. Длину штоков 6 регулируют гайками 13 и 14. изменяя боковое давление пластин 9 на флюс. Подушка обеспечивает качество шва дополнительным уплотнением флюса, регулированием уплотнения, лучшим использованием знер- гии пневморукава. 2 ил.слс
д
Вид А
Ю
У
| Устройство для удержания сварочного флюса | 1972 |
|
SU462687A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
