Изобретение относитсй к станкостроению, в частности к многоцелевым станкам, оснащенным устройствами автоматической смены инструмента.
Известен горизонтальный многоцелевой станок с автоматической сменой инструмента, содержащий станину со шпиндельной бабкой на валу шпинделя которой установлены шпонки, стол и перемещаемый по закрепленным на станине вертикальным направляющим дисковый .магазин с горизонтальной осью вращения, несущий в гнездах инструментальные оправки с базовыми поясками, выполненными по фигурному профилю 1.
Недостатком известного станка является фиксация инструмента в гнезде магазина, осуц1ествляемая с помощью выдвижного подпружиненного штыря, что приводитк силовому взаимодействию при смене и приводит к увеличению мощности привода перемещения магазина.
Цель изобретения - упрощение конструкции и повышение надежности работы станка при смене инструмента.
Указанная цель достигается тем, что в горизонтальном многоцелевом станке с автоматической сменой инструмента, содержащем станину со шпиндельной бабкой, на валу щпинделя которой установлены шпонки, стол и перемещаемый по закрепленным на станине вертикальным направляющим дисковый магазин с горизонтальной осью вращения, несущий в гнездах инструментальные оправки с базовыми поясками, выполненными с фигурным профилем, каждое гнездо магазина снабжено двумя штырями с кулачками, установленными симметрично оси гнезда и перпендикулярно оси оправки с возможностью пЬворота вокруг своей оси и фиксации в крайних угловых положениях, при этом на кулачках и шпонках вала шпинделя выполнены фигурные профили, соответствующие фигурному профилю базового лояска оправки для взаимодействия кулачков со щпонками.
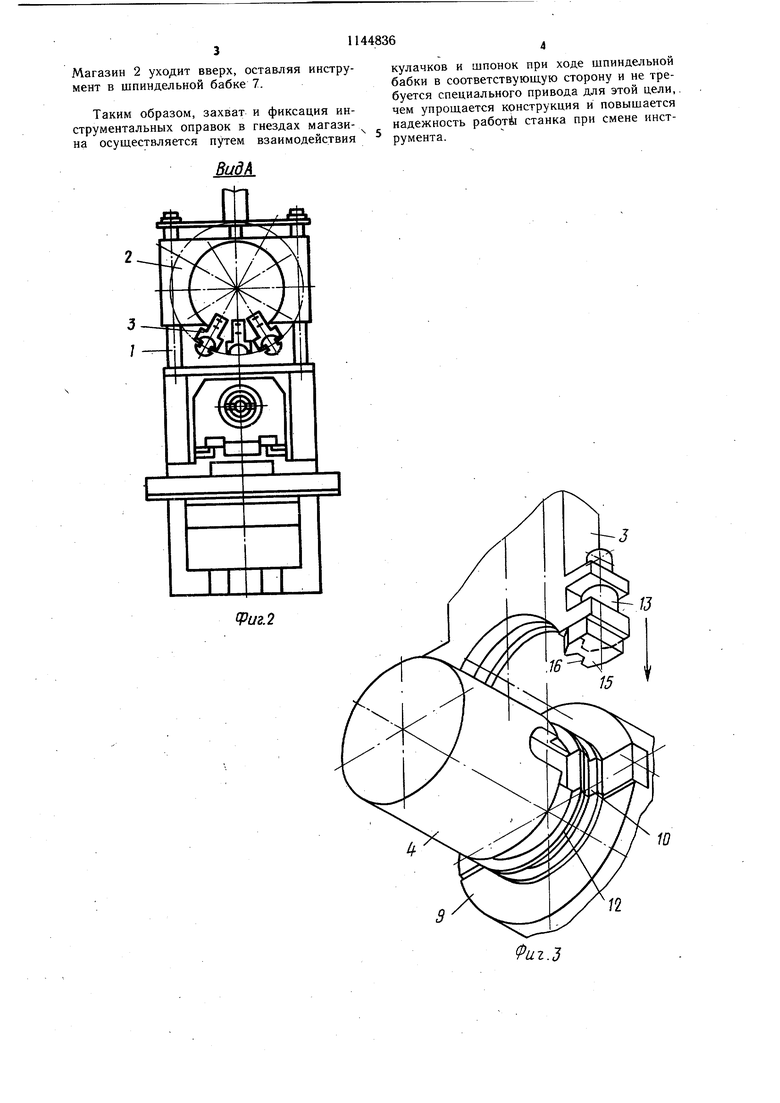
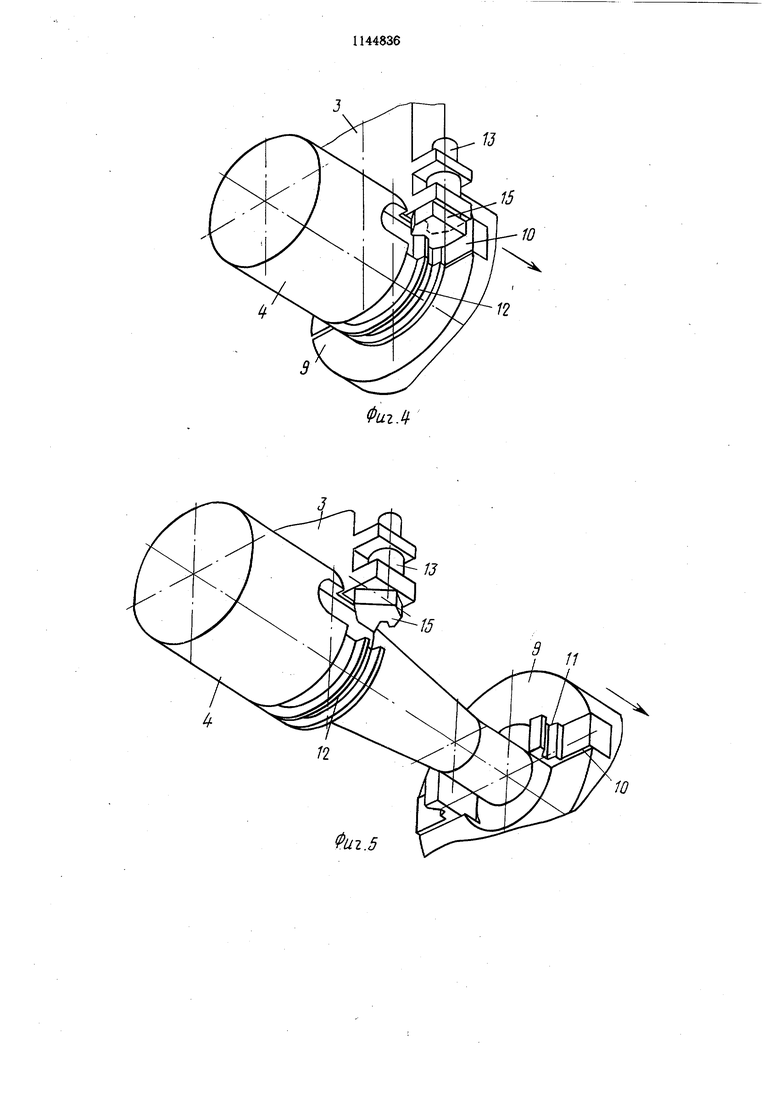
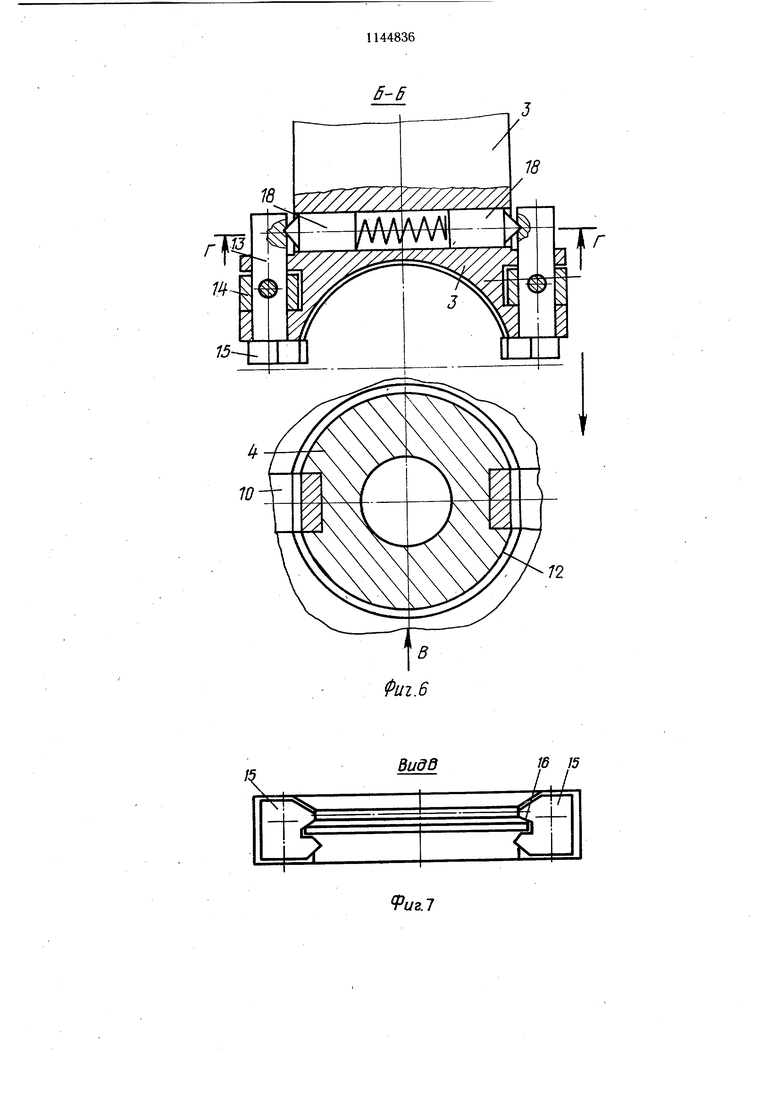
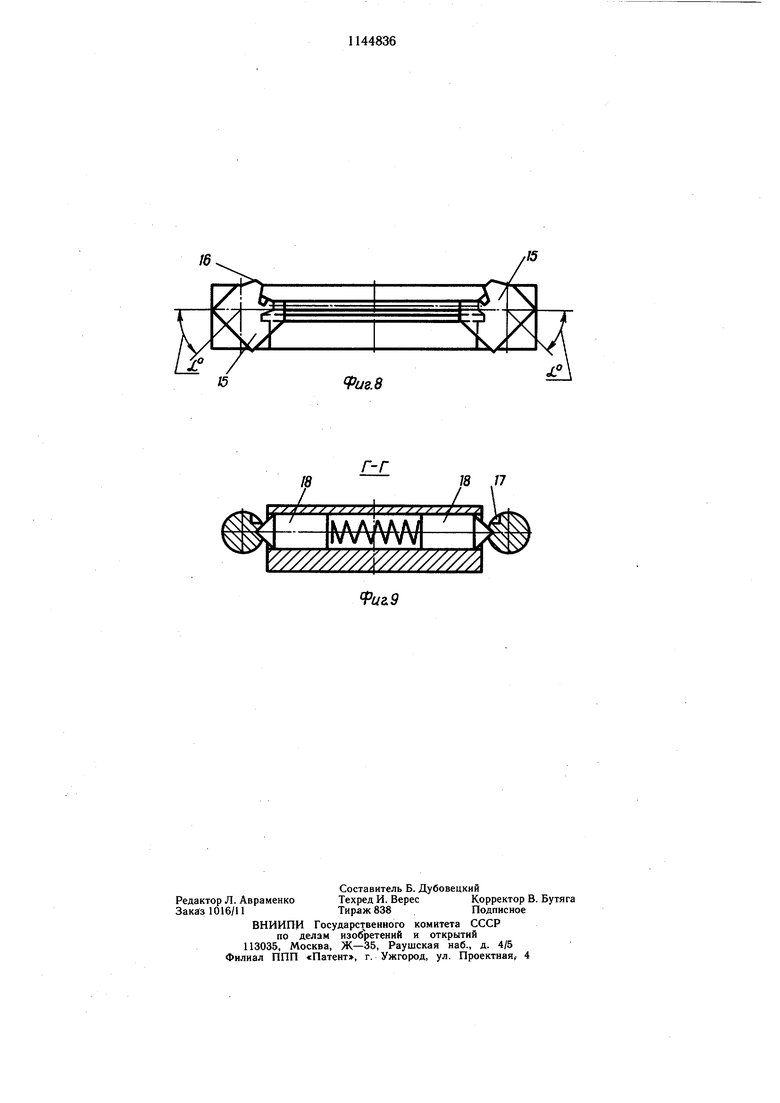
На фиг. 1 изображен Станок, общий вид; на фиг. 2 - вид А на фиг.- 1; на фиг. 3 - положение, когда магазин перемещается по направлению к шпиндельной бабке, находящейся в положении смены инструмента; на фиг. 4 - положение, когда магазин закончил свое перемещение вниз и ось гнезда совместилась с осью вала щпинделя; на фиг. 5 - положение, когда шпиндельная бабка, оставив инструмент в гнезде магазина, отходит вправо; на фиг. 6 - сечение Б-Б на фиг. 1; на фиг. 7 - вид В на фиг. 6 - когда инструментальная оправка находится в шпинделе, а гнездо магазина свободно; на фиг. 8 - вид В на фиг. 6 когда оправка вошла в гнездо магазина; на фиг. 9 - сечение Г-Г фиг. 6.
На вертикальных направляющих стойки 1 располагается дисковый магазин 2 с гнездами 3 для инструментальных оправок 4. Перемещение магазина 2 вдоль направляющих осуществляется посредством привода 5. На направляющих станины б располагается шпиндельная бабка 7 и стол 8. На торце вала шпинделя 9 закреплены диаметрально расположенные шпонки 10, имеющие фигурный профиль 11, соответствующий фигурному профилю базового пояска 12 в инструментальной оправке 4. В каждом гнезде 3-симметрично его оси и перпендикулярно оси оправки 4 установлены с возможностью поворота два штыря 13, зафиксированные втулками 14 от осевого смещения. На концах штырей 13 выполнены кулачки 15 с фигурным профилем 16,.который соответствует фигурному профилю базового пояска 12 инструментальной оправки 4. Каждый щтырь 13 имеет лунки 17, куда входят выступы подпружиненных плунжеров 18, расположенных в корпусе гнезда 3 перпендикулярно его оси.
Многоцелевой станок работает следующим образом.
После завершения каждой операции обработки на станке необходимо сменить инструмент, находящийся в шпинделе 9 станка. С этой целью шпиндельная бабка 7 перемещается по направляющим станины 6
влево в положение смены инструмента. По команде устройства управления магазин 2 движется вниз (фиг. 3) до тех пор, пока гнездо 3 не входит в контакт с базовым пояском 12 на оправке 4. При этом верхние торцы кулачков 15 на концах щтырей 13
оказываются на уровне боковой стенки щпоночного паза оправки, а фигурные профили кулачков 15 входят в контакт с фигурным профилем И шпонок 10 (фиг. 4 и 7). В соответствии со следующей управляюЩ й командой щпиндельная бабка 7 перемещается вправо, освобождая хвостовик оправки 4. При этом щпонки 10, воздействуя на фигурный профиль 16 кулачков 15, вынуждают последние повернуться (на угол вместе со штырями 13 относительно своей
оси, обеспечивая отвод щпинделя 9, а оправка 4 остается в гнезде 3, опираясь торцами щпоночных пазов на торцы кулачков 15 (фиг. 5 и 8). При этом штыри 13 фиксируются от проворота подпружиненными плунжерами 18. Магазин 2 поворачивается вокруг своей оси, и в рабочую позицию подходит следующий инструмент.
Шпиндельная бабка 7 снова перемещается влево. При этом шпонки 10, входя в шпоночные пазы следующего инструмента, наезжает на кулачки 15, удерживающие его в гнезде 3 и поворачивают их) выводя из контакта с инструментальной оправкой 4.
Магазин 2 уходит вверх, оставляя инструмент в шпиндельной бабке 7.
Таким образом, захват и фиксация инструментальных оправок в гнездах магазина осуществляется путем взаимодействия
ВидА
(Риг.2
кулачков и шпонок при ходе шпиндельной бабки в соответствуюш,ую сторону и не требуется специального привода для этой цели,. чем упрощается конструкция и повышается надежность работал станка при смене инструмента.
/J
12
ФигЛ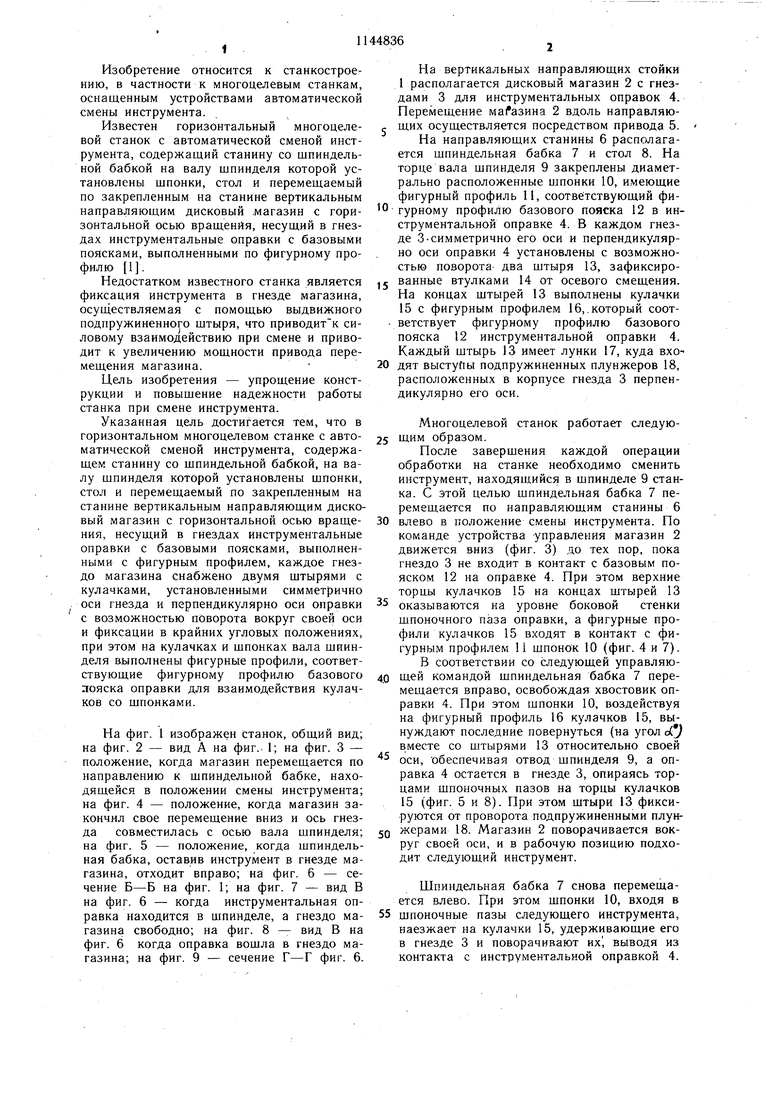
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Станок с устройством автоматической смены инструмента | 1987 |
|
SU1472209A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Автоматизированный технологический комплекс | 1985 |
|
SU1349969A1 |
| Устройство автоматической смены инструмента | 1981 |
|
SU1007907A1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
ГОРИЗОНТАЛЬНЫЙ МНОГОЦЕЛЕВОЙ СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА, содержащий станину со шпиндельной бабкой, на валу шпинделя которой установлены шпонки, стол и перемещаемый по закрепленным на станине вертикальным направляющим дисковый магазин с горизонтальной осью вращения, несущий в гнездах инструментальные оправки с базовыми поясками, выполненными с фигурным профилем, отличающийся тем, что, с целью упрощения конструкции и повышения надежности работы станка при смене инструмента, каждое гнездо магазина снабжено двумя штырями с кулачками, установленными симметрично оси гнезда и перпендикулярно оси оправки с возможностью поворота вокруг своей оси и фиксации в крайних угловых положениях, при этом на кулачках и шпонках вала шпинделя выполнены фигурные профили, соответствующие фигурному профилю базового пояска оправки для взаимодействия кулачков со шпонками. (Л 4 00 ОО О5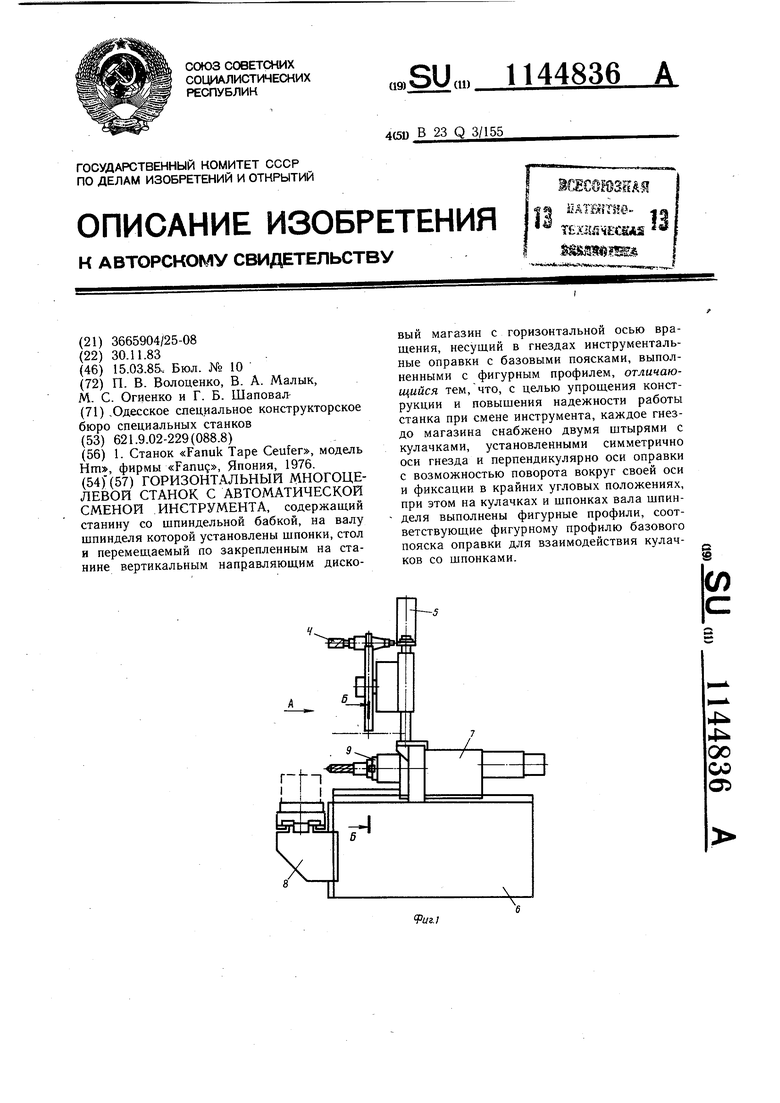
16
хх//
/
/
/
П
Видв
Ю 15
/./
9иг.7
fpu8.8
f V X X VXX
77777777 7
Г-Г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Станок «Fanuk Таре Ceufer, модель Нт, фирмы «FanuQ, Япония, 1976 | |||
