Известны приводные головки для контроля резьбовых отверстий резьбовыми пробками. Включение и реверсирование вращения шпинделя у этих головок осуществляются муфтой сцепления, срабатывающей при нажатии на калибр в осевом направлении.
Отличительная особенность описываемой приводной головки для контроля резьбовых отверстий состоит -в том, что в ней применены воздействующие на муфту сцепления электромагниты, управляемые от концевых выключателей при осевом нажиме на калибр.
Приводные головки такой конструкции требуют меньших усилий для переключения муфты сцепления.
С целью контроля резьбы тяжелых изделий, резьбовой калибр приводной головки закреплен на конце вала, связывающего его с головкой и оборудованного концевыми выключателями.
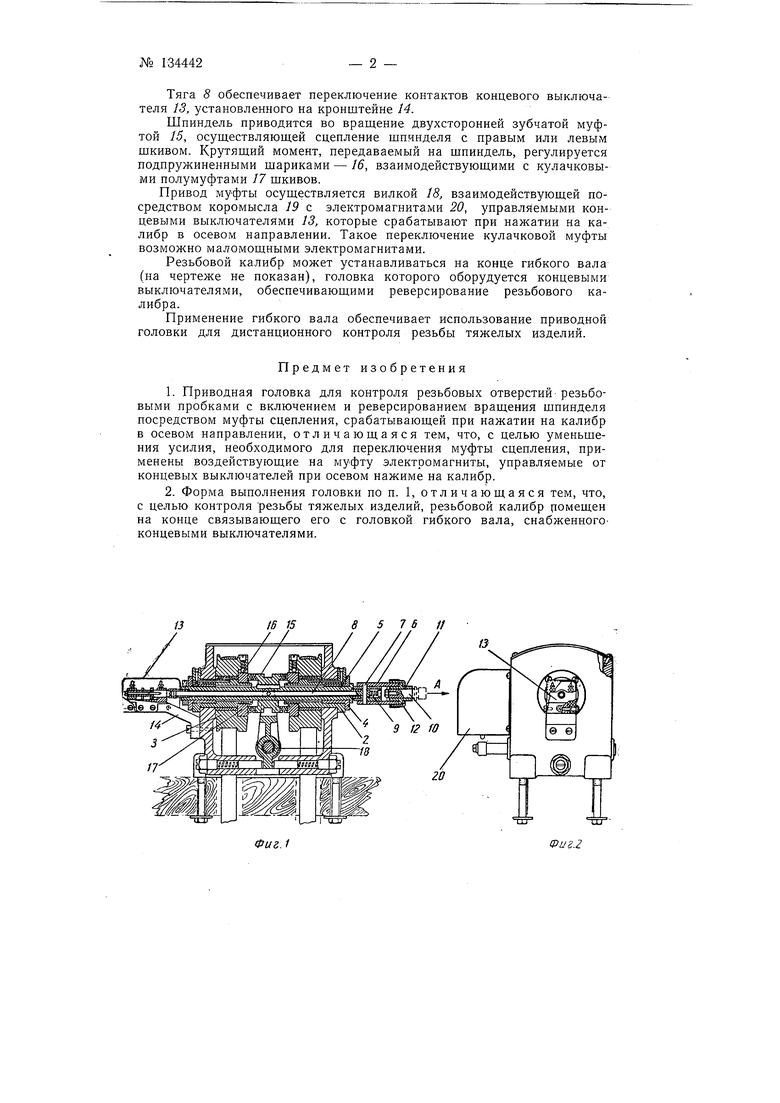
На фиг. 1 изображена описываемая приводная головка, вид сбоку в продольном разрезе; на фиг. 12 - то же, вид с торца; на фиг. 3 - вид по А на фиг. 2.
В чугунном корпусе / запрессованы две втулки 2, на которых вращаются в разные стороны шкивы 3. Во втулки 2 запрессованы бронзовые втулки 4, в которых вращается щпиндель 5. На правом конце шпинделя установлена оправка 6, свободно перемещающаяся вдоль щпинделя, крутящий момент от которого к оправке передается через штифт 7, связывающий одновременно оправку с тягой 8. Пружины 9, действуя навстречу друг другу, устанавливают тягу, а вместе с ней и резьбовой калибр 10 в нейтральное положение. Резьбовой калибр вставляется в коническое гнездо втулки 11, которая притягивается гайкой 12 к щпинделю.
Тяга 8 обеспечивает переключение контактов концевого выключателя 13, установленного на кронштейне 14.
Шниндель приводится во вращение двухсторонней зубчатой муфтой 15, осуществляющей сцепление щпинделя с правым или левым щкивом. Крутящий момент, передаваемый на щпиндель, регулируется подпружиненными шариками - 16, взаимодействующими с кулачковыми полумуфтами 17 щкивов.
Привод муфты осуществляется вилкой 18, взаимодействующей посредством коромысла 19 с электромагнитами 20, управляемыми концевыми выключателями 13, которые срабатывают при нажатии на калибр в осевом направлении. Такое переключение кулачковой муфты возможно маломощными электромагнитами.
Резьбовой калибр может устанавливаться на конце гибкого вала (на чертеже не показан), головка которого оборудуется концевыми выключателями, обеспечивающими реверсирование резьбового калибра.
Применение гибкого вала обеспечивает использование приводной головки для дистанционного контроля резьбы тяжелых изделий.
Предмет изобретения
1.Приводная головка для контроля резьбовых отверстий резьбовыми пробками с включением и реверсированием вращения шпинделя посредством муфты сцепления, срабатывающей при нажатии на калибр в осевом направлении, отличающаяся тем, что, с целью уменьшения усилия, необходимого для переключения муфты сцепления, применены воздействующие на муфту электромагниты, управляемые от концевых выключателей при осевом нажиме на калибр.
2.Форма выполнения головки по п. 1, отличающаяся тем, что, с целью контроля резьбы тяжелых изделий, резьбовой калибр ромещен на конце связывающего его с головкой гибкого вала, снабженного концевыми выключателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления в шпинделе станка инструмента | 1980 |
|
SU917969A1 |
| УСТРОЙСТВО для КОНТРОЛЯ РЕЗЬБЫ РЕЗЬБОВЫМИ КАЛИБРАМИ | 1970 |
|
SU278133A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБЫ РЕЗЬБОВЫМИ КАЛИБРАМИ | 1967 |
|
SU216285A1 |
| Приспособление для внутреннего шлифования | 1935 |
|
SU49917A1 |
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| РЕВЕРСИВНАЯ РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1972 |
|
SU435906A1 |
| Устройство для сборки и разборки резьбовых соединений | 1984 |
|
SU1174244A1 |
| Резьбонарезная головка | 1988 |
|
SU1690979A1 |

Фиг. f в 576 //
