Данное приспособление предназначено преимущественно для шлифовки цилиндров как ординарных, так и в целых блоках, в уловиях авторемонтных мастерских и ремонтных мастерских МТС.
Вся установка не требует разборки станка, кроме снятия резцовой головки супорта для установки приспособления с цилиндром или блоком. Движение обрабатываемой детали получается от включения продольного супорта станка. Шлифовка не сквозных цилиндров производится по установленным упорам, как обычно при обработке деталей на токарном станке.
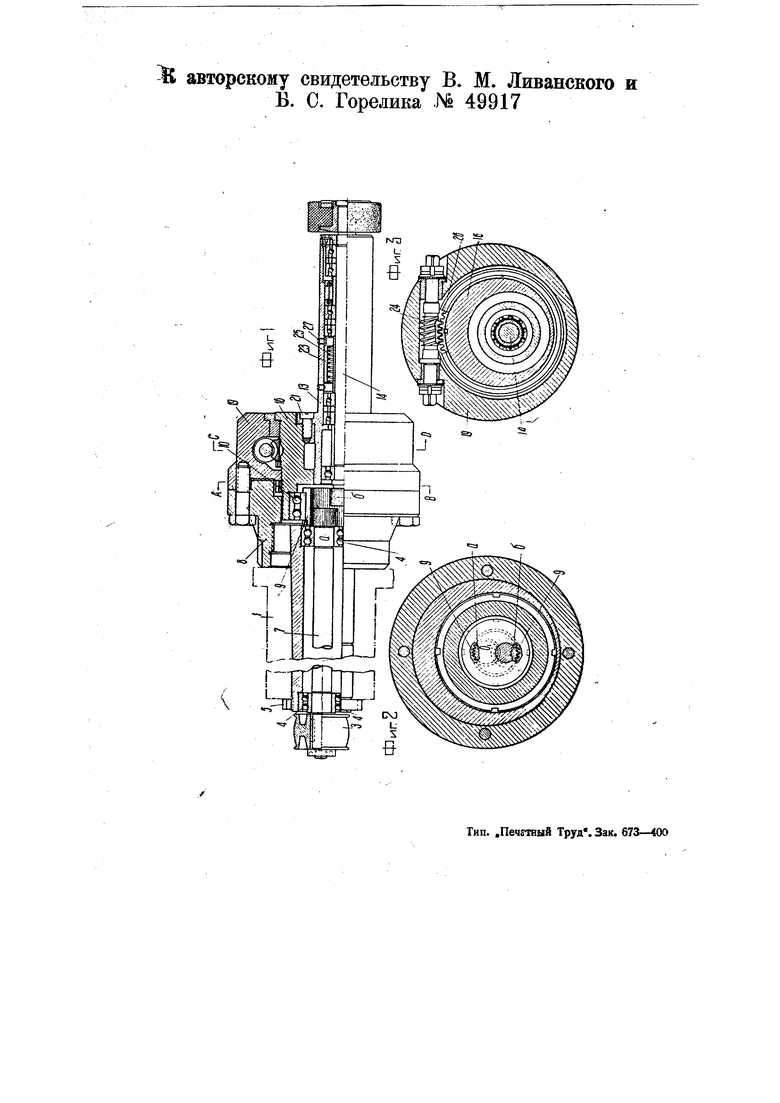
На чертеже фиг. 1 изображает продольный разрез приспособлен1/я и фиг. 2 и 3-поперечные его сечения соответственно по АВ CD на фиг. 1.
Головка, аналогично американскому патрону, крепится щ шпиндель / токарного станка и состоит из барабана J9, прикрепляемого болтами к планшайбеЛ
Внутри барабана имеется втулка 76, сидящая эксцентрично относительно барабана. Во втулке с таким же эксцентриситетом помещен шлифовальный шпиндель J4, вращающийся в щарикозых подшипниках, запрессованных в хоботе /J.
Увеличение или уменьшение поперечной педали шлифовального круга: производится путем вращения червяка 24, сцепленного с червячным колесом 26, сидящим на втулке /б. Наличие эксцентриситета в устройстве дает возмож- ность производить поперечное перемещение шлифовального круга. При повороте червячного колеса 26 на 180° центры барабана }9 и шпинделя /4 совпадают, т. е. эксцентриситет отсутствует. Вращение шпинделя с кругом заимствуется, от вала, получающего вращение, в свою очередь, от двигателя или трансмиссии. Вал шпинделя вращается в трех группах шарикоподшипников. У всех шарикоподшипников наружные кольца выполнены с одним заплечиком, воспринимающим осевое давление, при движении шпинделя вперед и назад. Шарикоподшипники должны быть подогнаны очень тшательно. Появляющийся от изнашивания во время работы осевой зазор шпиндельного вала можно устранить, отпуская установочные винты 27, что дает возможность пружине 25 продвинуть гильзу 23 влево и вместе с тем поджать все щарикоподшипники со стороны щлифовального круга. После этого установочные винты снова зажимаются. Конструкция шпинделя выполнена аналогично конструкции шпинделя типа „Фортуна. Хобот 13 шпинделя имеет фланец, при помощи которого и винтов:2/ осуществляется сборка конструкции.
Особый интерес представляет конструкция привода шлифовального шпин.деля. От шестерни а, вращающейся вместе с валом 7 от шкива 5, получающего вращение от двигателя или трансмиссии, вращение передается на паразитную шестерню 9, которая эксцентрична оси шпинделя токарного станка. Паразитная шестерня 9 сцепляется с шестерней б на цглифовальнол шпинделе 14 и таким образом осуществляется вращение круга. При изменении поперечной педали шлифовального круга сцепление не нарушается, так как вращение производится из центра о,, а центры паразитной шестерни 9 и втулки 16 с сидящей на «ей червячной шестерней 26 и сцепленным с ней червяком 24 совпадают,
Передаточный вал 7 вращается в -двух шарикоподшипниках 4, запрессованных во втулку, сидяшую в свою очередь В шпинделе токарного станка и притянутую сзади гайкой 5.
Паразитная шестерня 9 монтирована на двухрядном шарикоподшипнике W, который запрессован во втулку 16. Шли«фовальный шпиндель лежит в шариколодшипниках, вмонтированных в жесткий хобот, так что получение каких-либо вибраций или неточностей отсутствует.
При установке приспособления на токарный станок втулка б с сидящими в ней
двумя шарикоподшипниками и валом 7с сидящим на нем щкивом вдвигается в щпиндель станка и затягивается сзади гайкой 5. Передача вращения на щкив 5осуществляется иил при помощи индивидуального двигателя или от трансмиссии, далее на щпиндель токарного станка навинчивается шлифовальный патрон. С продольного супорта снимается резцовая головка и устанавливается цилиндр или блок на специальном приспособлении.
Так как скорость возвратно-поступательного движения обрабатываемой детали невелика, то не приходится опасаться каких либо неточностей, в связи с инертностью супорта, блока и приспособления, а поэтому возвратно-поступательное движение осуществляется при помощи простого переключения подачи.
Предмет изобретения.
Приспособление для внутреннего шлифования с использованием двух эксцентрично вращающихся друг в друге частей, отличающееся применением шестерни 9 с внутренним зацеплением, расположенной во втулке /б, сидящей эксцентрично относительно барабана и сцепляющейся с одной стороны с шестерней а приводного вала 7 и с другой стороны с щестерней б шлифовального шпинделя 14.
авторскому свидетельству В. М. ЯивансБого и
В. С. Горелика № 49917
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования огнеупорных камней | 1936 |
|
SU49924A1 |
| Универсальное затыловочное приспособление к токарному станку | 1935 |
|
SU45787A1 |
| ОДНОШПИНДЕЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 1935 |
|
SU50823A1 |
| Приспособление к токарному станку для обработки лопастей гребных винтов | 1945 |
|
SU67025A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ РЕЗЬБОВЫХ ЗНАКОВ ПРЕССФОРМ И ТОМУ ПОДОБНЫХ ИЗЕДЛИЙ | 1935 |
|
SU46412A1 |
| Приспособление для нарезания конических колес с дуговыми зубцами на токарных, фрезерных и сверлильных станках | 1941 |
|
SU63436A1 |
| Приспособление для шлифованная цилиндров на токарных станках | 1939 |
|
SU59228A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 1935 |
|
SU49918A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| ПЕРЕНОСНОЙ ПРИБОР ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРОВ | 1934 |
|
SU40187A1 |