113
Изобретение относится к автоматическому управлению технологическими процессами прокатного производства. Цель изобретения - предохранение валков от повреждений и снижение простоев стана.
На чертеже представлена схема, реализующая способ управления дрессировочным станом.
Устройство содержит электродвигатель 1 разматывателя, якорная обмотка которого подсоединена к преобразователю 2, датчик 3 скорости и датчик 4 тока, подсоединенные соответ- ственно к регуляторам скорости 5 и тока 6, блок 7 ограничения соединен параллельно регулятору 5 скорости, регулятор 8 натяжения и регулятор 5 скорости подсоединены к регулятору 6 тока посредством контактов реле 9, реле 10 промежуточное, реле 11 времени, размыкающие контакты 12 реле датчиков наличия натяжения (не показаны), контакт 13 реле нуля скорости стана, контакт кнопки включения обрыва полосы у разматывателя, контакты 14 и 15 кнопок включения и выключения режима регулирования натяжения.
Схема работает следующим образом, При прокатке электропривод разматывателя работает в режиме регулирования натяжения полосы между разматы- вателем и первой клетью, реле 9 включено и регулятор 8 натяжения подсоединен к регулятору 6 тока, регулятор 5 скорости отключен, размыкающие контакты 12 реле датчиков наличия натяжений разомкнуты, размыкающий контакт 13 реле нулевой скорости (не показан) замкнут, промежуточное реле 10 отключено, реле 11 времени отключено. В случае обрыва полосы при прокатке в межклетьевом промежутке за станом или перед станом замыкается один из контактов 12 реле датчиков нaтяжeн я (или замыкается контакт кнопки 13 оператором), включая промежуточное реле 10. Реле 10 становится на подхват, отключае. реле 9 включе
ния режима регулирования натяжения, включает реле 11 времени. Контакты реле 9 переводят электропривод разматывателя из режима регулирования натяжения в режим регулирования скорос
g 5
о Q
5
5
0
12
ти с нулевым заданием скорости .Для того чтобы ток якоря электродвигателя не превысил максимально допустимый по условиям коммутации, выходной сигнал регулятора 5 скорости ограничивается блоком 7 ограничения.
В результате электродвигатель разматывателя тормозится с максимально возможным моментом, вызывая обрыв полосы перед станом, возникшим большим натяжением прокатываемой полосы. По истечении времени, достаточного для обрыва полосы у размытывателя, реле 11 времени своим контактом в схеме управления станом включает форсированное торможение стана; после остановки стана контакт 13 реле нулевой скорости стана отключает промежуточное реле 10, поиводя схему в исходное состояние.
Предложенный способ управления дрессировочным станом существенно отличается от известного, так как кроме режимов регулирования натяжения полосы при прокатке и регулирования скорости при заправке полосы он предусматривает дополнительный режим работы, т.е. обрыв полосы между раз- матывателем и станом и торможение разматывателя с максимальной интенсивностью. Этот режим отличается от обычного торможения стана, при котором разматыватель тормозится синхронно со станом с поддержанием натяжения полосы. Предлагаемый способ управления обеспечивает предохранение валков от повреждений и уменьшение простоев стана.
Формула изобретения
Способ управления дрессировочным станом, включающий форсированное торможение дрессировочного стана и раз- матывателя при обрыве полосы в любом межклетьевом промежутке, отличающийся тем, что, с целью предохранения валков от повреждений и уменьшения простоев стана, в начале тормозят разматьшатель с интенсивностью, достаточной для обрыва полосы у разматывателя, а затем - дрессировочный стан.
8
Редактор А. Долинич
Составитель А. Сергеев
Техред И.Попович Корректор И. Муска
Заказ 4874/10 Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4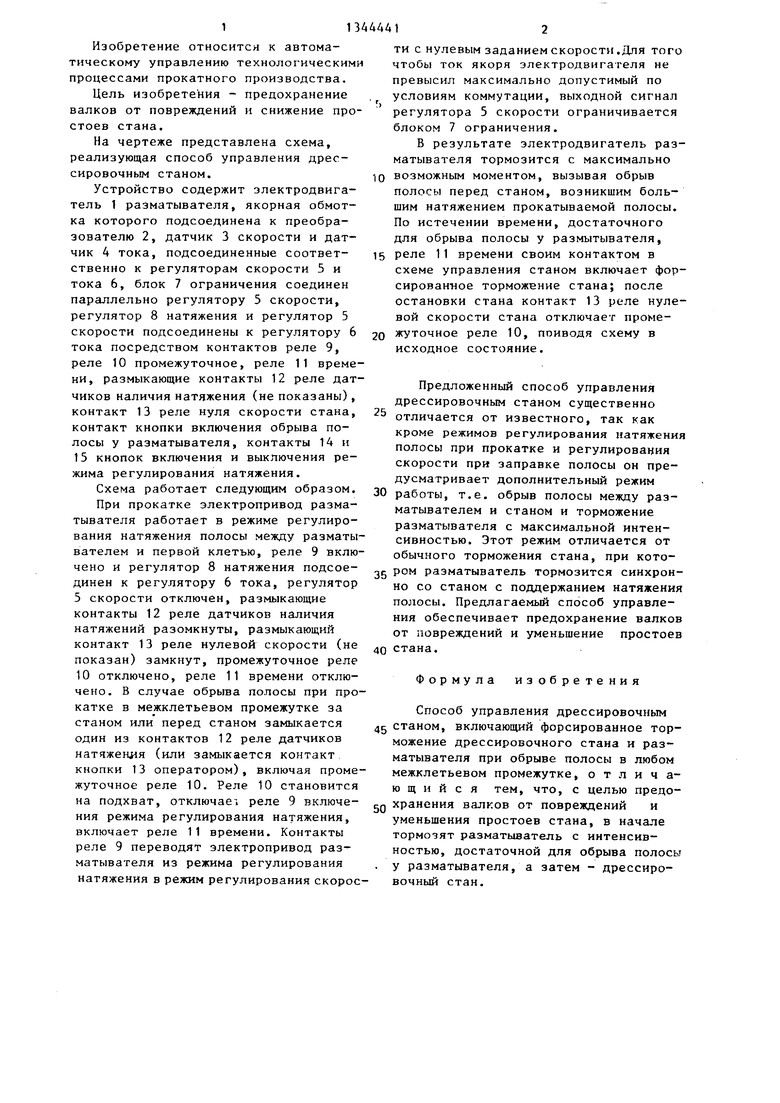
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения момента начала торможения агрегата обработки рулонного проката | 1980 |
|
SU933144A1 |
| Устройство регулирования натяжения полосы в межклетевых промежутках непрерывного прокатного стана | 1987 |
|
SU1519806A1 |
| Устройство регулирования скорости и толщины фольги на непрерывном фольгопрокатном стане | 1981 |
|
SU988395A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| СПОСОБ ДИАГНОСТИКИ РЕЗОНАНСНОЙ ВИБРАЦИИ И УПРАВЛЕНИЯ МНОГОКЛЕТЬЕВЫМ СТАНОМ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2338609C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Способ непрерывной холодной прокатки полос со сварными швами | 1987 |
|
SU1447437A1 |
| Устройство для автоматического управления торможением прокатного стана | 1977 |
|
SU659220A1 |
| Устройство для регулирования скорости клети фольгопрокатного стана | 1980 |
|
SU910251A2 |
Изобретение относится к области автоматического управления технологическими процессами прокатного производства. Цель изобретения - предохранение валков от повреждений и снижение простоев стана. Цель достигается тем, что при обрыве полосы в любом межклетьевом промежутке сначала тормозят разматыватель с интенсивностью, достаточной для обрыва полосы разматывателя, а затем - прокатный стан. 1 ил. (Л
| Филатов А.С | |||
| Электропривод и автоматизация реверсивных станов холодной прокатки | |||
| М.: Металлургия, 1973, с | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Катанцов Ю.Д | |||
| Электрооборудование и электропривод промышленных установок | |||
| М | |||
| : Высшая, школа, 1979, с | |||
| Телефонная трансляция с катодными лампами | 1922 |
|
SU333A1 |
| Трансформатор для ртутных ламп | 1924 |
|
SU1400A1 |
| Проект УГПИ Тяж- промэлектропроект, т | |||
| Бескамерный водотрубный паровой котел с внешними циркуляционными трубами и с поверхностью нагрева, расположенной только в топочном пространстве | 1926 |
|
SU5201A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
