:о х
Изобретение относитсй к прокатному производству и может быть использовано на непрерывных сортовых и проволочных станах при прокатке с петле- образованием.
Цель изобретения - повышение качества проката и уменьшение обрывов катанки.
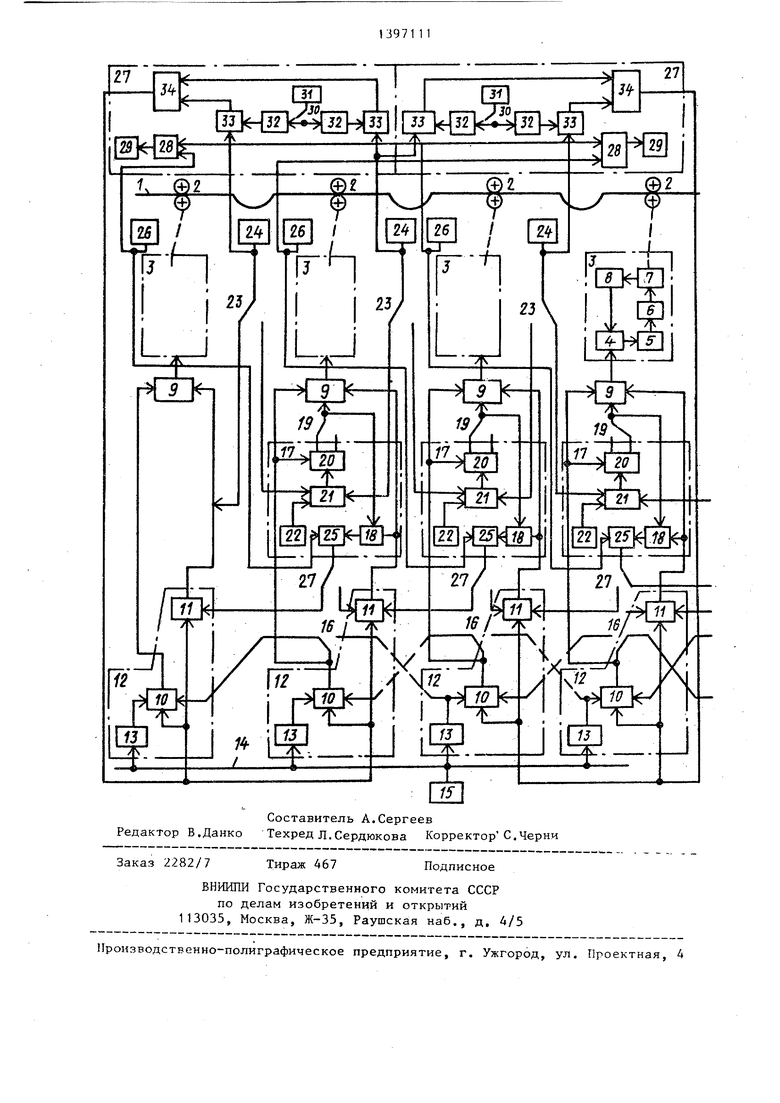
На чертеже представлена блок-схе- ма устройства.
Устройств содержит раскат 1, группу 2 клетей, в каждом канале управления блок 3 автоматического регулирования скорости, состоящий из эле- мента 4 сравнения, регулятора 5 скорости, источника 6 питания электропривода 7, тахогенератора 8, выход которого соединен с одним из входов элемента 4 сравнения, вход которого через последовательно соединенные регулятор 5 скорости и источник 6 питания соединен с электроприводом 7, второй вход элемента 4 сравнения соединен с выходом первого сумматора 9, Первый и второй входы, которого соединены с соответствующими выходами первого и второго множительно-делитель- ных блоков 10 и 11 регулятора 12 скорости прокатки.
Множительный вход множительно- делительного блока 10 через задатчик 13 разгона подсоединен к шине 14 за- датчика 15 скорости и через первый ключ 16 управления к выходу первого Г ножительно-делительного блока 10 последующей клети стана.
Выход регулятора 12 скорости прокатки подсоединен к регулятору 17 петли проката,состоящему из второго сумматора 18, один вход которого соединен с выходом второго множительно- делительного блока 11, а другой - с входом сумматора 9 и через второй ключ 19 управления - с выходом блока 20 ограничения, первый вход последнего соединен с выходом первого множительно-делительного блока 10, а второй вход - с выходом третьего сумматора 21 регулятора 17 петли проката. 1 .
Первый вход третьего сумматора 21 соединен с выходом задатчика 22 величины прогиба катанки, два других его входа подсоединены через третий ключ 23 управления к выходу датчика 24 петли соответствующего межклетьевого промежутка. Выход второго сумматора 18 соединен с входом блока 25 памяти
Q
5 0 5 0
5
5
0
5
0
управляющий вход которого соединен с фотореле 26 предыдущей группы клетей, а выход через четвертый ключ 27 управления - с делительными или. множительными входами вторых множитель- но-делительных блоков 11 регуляторов 12 скорости прокатки смежных клетей.
В каждый канал управления прилегающих межклетьевых промежутков введена схема 28 совпадения, выход которой соединен с входом переключателя 29. Контакт 30 последнего соединен с выходом генератора 31 и с входами первого и второго фазовращателей 32, выходы которых соединены с первыми входами соответственно первого и второго синхронных детекторов 33. Вторые входы их соединены с выходами датчиков 24 петли, а выходы - с входами схемы 34 деления, выход которой соединен с первыми входами множитель- но-делителъных блоков 10 и 11 регуляторов 12 скорости прокатки. Выходы фотореле 26 прилегающих клетей соединены с входами схемы 28 совпадения соответственно.
Устройство работает следующим образом.
В начале прокатки раскат 1 поступает в группу 2 клетей, валки которых приводятся в движение блоком .3 автоматического регулирования скорости.
Величина задания скорости поступает через элемент 4 сравнения, регулятор 5 скорости и источник 6 питания на электропривод 7. Контроль скорости валков клетей осуществляется тахогенератором 8. Выходной сигнал его поступает на вход элемента 4 сравнения, где он сравнивается с выходным сигналом первого сумматора 9, на входы которого поступают сигналы с регулятора 12 скорости прокатки от мно- жительно-делительных блоков 10 и 11.
В каждом канале управления с помощью задатчиков 13 устанавливаются темпы разгона. Установка скорости стана задается по щине 14 задатчика 15 скорости и зависит от выбора клети, с которой начинается запуск стана. В этой клети скорость задается на вход регулятора 12 скорости через задатчика 13 темпа разгона.
Установки скоростей всех остальных клетей определяются с помощью множительно-делительных блоков 10 и 11, как произведение или частное скорости предыдущей или последующей
клети стана на вытяжку в этой клети При этом на выходе задатчиков 13 разгона регуляторов скорости прокатки устанавливается коэффициент передачи равный единице, и обеспечивается автономность выбора установки в одной из клетей, что не приводит к изменению соотношения скоростей всех остальных.
Вычисленная величина блоком 10 через ключ 16 управления поступает в каналы управления смежных клетей на увеличение или уменьшение скорости вращения валков клети.
Если клеть по ходу прокатки находится .перед запускающей, то вычисленная величина поступает на вход делимого в множительно-делительный блок 10 и скорость в этой клети уменьшается, в противном случае - на вход умножителя для увеличения скорости.
Сигнал с выхода множительно-дели- тельного блока 11 в регуляторе 7 петли прокатки на сумматоре 18 через ключ 19 управления суммируется с сигналом блока 20 ограничения. На сумматоре 21 от величины задатчика 22 прогиба вычитается величина, измеренная датчиком 24 петли. Эта величина в блоке 25 памяти запоминается до момента засветки фотореле 26.
Сигнал с блока 25 памяти через четвертый ключ 27 управления поступает на один из входов множительно-де- лительного блока 11 регулятора 12 скорости прокатки смежных клетей.
После заполнения последовательно расположенных прокатных клетей раскатом 1 сигналы с фотореле 26 через схему 28 совпадения поступают на вход переключателя 29, который замыкает свой контакт 30 в цепи генератора 31. При этом работа блока -определения вытяжки раската размещается только при условии заполнения раскатом 1 обоих межклетьевых промежутков, где происходит изменение высоты петли. Эти изменения фиксируются датчиками 24 петли.
Кривая изменения высоты петли сдвинута по фазе на угол, эквивалентный инерционности системы привода валков. Учет этой инерционности осуществляется фазовращателями 32, соединяющими вьсход генератора 31 с входами синхронных детекторов 33. Величина сигнала на выходе синхронного детектора пропорциональна амплитуде
переменной составляющей высоты петли, вызванной деформацией и вытяжкой. В схеме 34 деления выполняется вычисление величины вытяжки раската в валках. Эта величина вытяжки поступает на первые входы множительно- делительных блоков 10 и 11 регуляторов 12 скорости прокатки. В результате скорость всех клетей определяется как произведение или частное скорости предыдущей или последующей клети стана на величину вытяжки в этой клети.
Если клеть по ходу прокатки находится перед запускающей, то эта величина подается на вход делимого и на выходе блока 11 образуется сигнал, полученньй при делении на величину
вытяжки. В результате скорость этой клети уменьшается.
Если клеть находится после запускающей клети, то величина с регулятора 17 петли прокатки подается на множительный вход множительно-делитель- ного блока 11, на выходе которого сигнал умножается на величину вытяжки, в результате чего скорость этой клети увеличивается.
Устройство может быть реализовано как аппаратным, так и программным путем на микропроцессорной технике. Введение в устройство блока определения фактического значения вытяжки позволяет исключить переналадку стана подбором коэффициентов вытяжки для каждой клети и, следовательно, обеспечивает сокращение непроизводительных простоев стана за счет уменьшения времени на настройку устройст- .ва и позволяет автоматически контролировать зону регулирования петли.
При применении устройства улучшается качество управления прокаткой, повышается скорость прокатки и качество проката за счет согласования скоростей по фактическому значению вытяжки, прокатка осуществляется путем одновременного изменения скоростей вращения валков смежных клетей. В результате катанка имеет меньшую разнотолщинность по длине.
55
Формула изобретения
Устройство управления скоростным режимом группы клетей непрерывного прокатного стана, содержащее в каждом
канале управления клетями элемент сравнения, регулятор скорости, источник питания, электропривод, тахогене- ратор, выход которого соединен с пер- вым входом элемента сравнения, второй вход которого соединен с выходом первого сумматора, два входа которого соединены соответственно с выходами первого и второго множительно-дели- тельных блоков, регулятора скорости, множительный вход первого множитель- но-делительного блока через задатчик разгона подсоединен к шине задатчика скорости и через первый ключ управ- ления к выходу первого множитедьно- делительного блока предыдущей клети, а делительный вход указанного блока соединен через первый ключ управления с выходом первого множительно-де- лительного блока последующей клети, выход элемента сравнения через регулятор скорости и источник питания соединен с электроприводом, второй и третий сумматоры, блок ограничения, задатчик прогиба, блок памяти, фотореле, установленные перед каждой клетью, и датчик петли, причем выход второго множительно-делительного блока соединен с одним из входов второго сумматора, другой вход которого соединен с третьим входом первого. сумматора и через второй ключ управления с одним из выходов блока ограничения, первьш вход которого соединен с вькодом первого множительно- делительного блока, а второй вход - с выходом третьего сумматора, пер
вый вход которого соединен с выходом задатчика прогиба, два других его входа подсоединены через третий ключ управления к выходу задатчика петли соответствующего межклетьеврго промежутка, выход второго сумматора соединен с входом блока памяти, уп- равлякяций вход которого соединен с выходом фотореле предьщущей клети, а выход через четвертый ключ управления - с входами вторых множитель- но-делительных блоков, отличающееся тем, что, с целью повышения качества проката и уменьшения обрывов ка ганки, каждый канал управления прилегающих межклетьёвьтх промежутков снабжен блоком определения вытяЛки раската, состоящим из схемы совпадения, переключателя, генератора, первого и второго фазовращателей и синхронных детекторов, схемой деления, причем выход схемы соединен с входом переключателя, контакт которого соединен с выходом генератора и с входами первого и второго фазовращателей, выходы которых соединены с первыми входами соответственно первого и второго синхронных детекторов, вторые входы которых соединены соответственно с выходами датчиков петли, а выходы - с входами схемы деления, выход которой соединен с перв ыми входами множйтельно-делительных блоков регуляторов скорости прокатки, выходы фотореле прилегающих клетей соединены с входами схемы совпадения соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Устройство для управления моталкой сортового стана | 1986 |
|
SU1357199A1 |
| Устройство управления моталкой сортового стана | 1984 |
|
SU1199335A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Способ регулирования скорости электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками | 1986 |
|
SU1360834A1 |
| Устройство для настройки скоростей валков непрерывного стана горячей прокатки | 1981 |
|
SU995940A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |
| Устройство для определения момента выхода торца раската из очага деформации обжимной клети | 1986 |
|
SU1342550A1 |
| Устройство для регулирования размеров проката на проволочном прокатном стане | 1988 |
|
SU1533795A1 |
Изобретение относится к прокатному производству и может использоваться на непрерывных сортовых и проволочных станках при прокатке с петлеобразованием. Цель изобретения - повышение качества проката и уменьшение обрывов каталки. Она достигается путем ввода блока определения вытяжки раската, учета технологических параметров прокатки по всей длине раската и регулирования скоростных.режимов всех клетей. 1 ил.
| Способ определения вытяжки металла при прокатке в валках непрерывного стана | 1982 |
|
SU1071340A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1983 |
|
SU1204281A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
