Изобретение относится к обработке металлов давлением, а именно к правильным устройствам.
Цель изобретения - повышение качества правки путем расширения эксплуатационных характеристик устройства, что достигается обеспечением гарантированного конца заготовки в правильную в широких пределах ее перемещения.
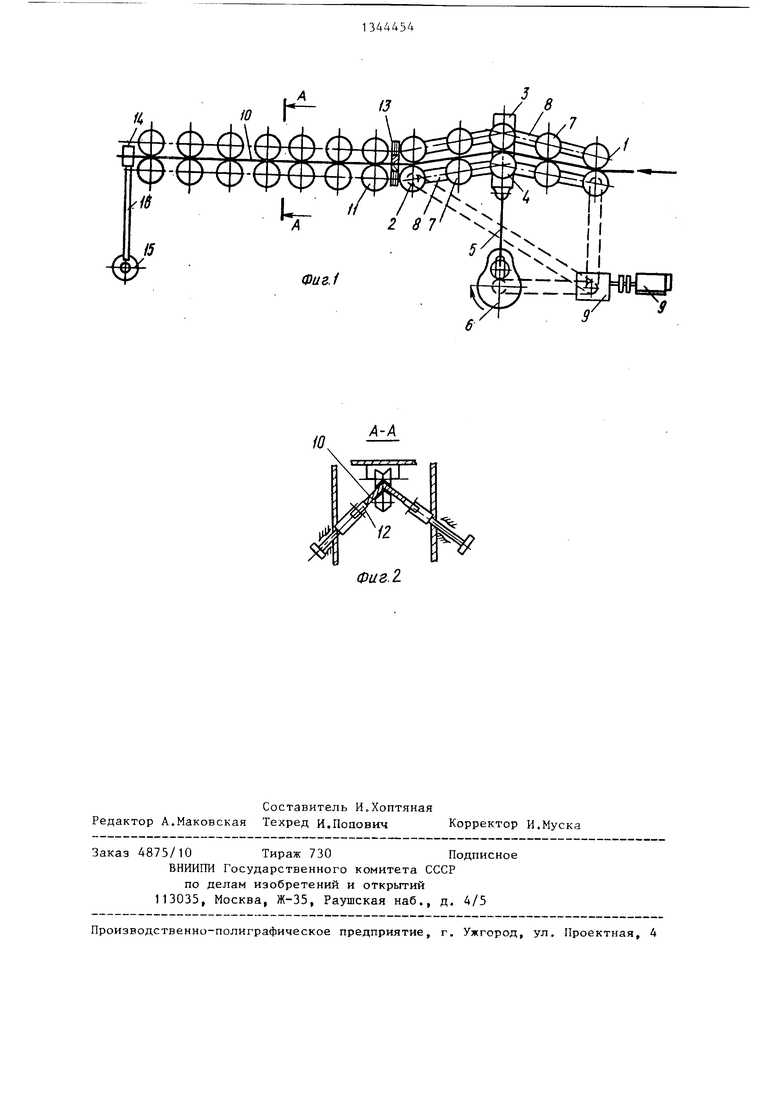
На фиг, 1 показана принципиальная схема устройства; на фиг. 2 - сечени А-А на фиг. 1.
Устройство содержит две пары тянущих роликов 1 и 2, между которыми расположена правильная клеть 3 с роликами, образующим1 калибр, и приводом от кривошипно-иштунного механизма, включающего шатун 5 и кривошип 6 связанные между соСюй с возможностью перемещения и фиксгщии. Правильная клеть 3 снабжена направляющими роликами 7, которые установлены на планках 8, соединяющих оси тянущих роликов 1 и 2 аа входе и выходе правильной клети 3 с осям1 роликов 4.
Правильная клеть 3 и тянущие ролики 1 и 2 приводятся в движение приводом 9. Меж,цу правильными роликами 4 и направляющими роликами 7 образованы зазоры, превышающие толщину обрабатываемого профиля 10. При этом зазор между роликами 4 больше зазора между ролик&ми 7, что исключает заклинивание. Устройство также содержз т установленные по оси правки ролики 11 прокатки, поджимные ролики 12, узел 13 очистки, узел 14 раскручивания, управляемый кулачком 15 и тягой 16, соединяющей узел 14 раскручивания с кулачком 5,
О
Устройство работает следующим образом.
Профиль 10 подае.тся через первую группу тянущих роликов 1 в правильную клеть 3, совершающую возвратно- поступательное двил:ение.
Поддерживаемый г ервой парой направляющих роликов 7 профиль плавно поступает к правильным роликам 4, а затем поддерживаемьй второй парой дополнительных роликов 7 подается
на ролики 2 и 11. При этом профиль, продвигаясь между всеми роликами, очищается узлом 13 очистки, выполненным в виде щеток, а в конце правится от загрузки узлом 14 раскручивания.
При переходе на другой режим правки (с новой амплитудой) конец шатуна 5 перемещают на кривошипе 6 по пазу и закрепляют винтом, фиксируя таким образом другой радиус вращения конца ягатуна 5 на кривошипе 6.
При правке заклинивание профилей между роликами 4 и 7 предотвращают, регулируя расстояния между этими роликами и устанавливая их разными по величине. Эти величины выбирают экспериментально для каждого типоразмера профиля. Так, для уголка с полками 50 X 50 мм, толщиной 4 мм оптимальные зазоры между рабочими поверхностями роликов следующие; между правильными роликами 4-6, а между на- правляющими - 7-5 мм.
Формула изобретения
1. Устройство для правки профиль- ных изделий, содержащее установленные на станине две пары тянущих роликов и размещенную между ними правильную клеть в виде роликового калибра с приводом ее возвратно-поступательного перемещения в направлении, перпендикулярном оси перемещения заготовки, выполненном в виде кривошип- но-шатунного механизма, о т л и ч а
ю щ е е с я
тем, что, с целью повы40
шения качества правки путем расширения эксплуатационных характеристик, оно снабжено планками, связывающими оси каждого тянущего ролика с осями соответствующих роликов клети,а также направляющими роликами, смонтированными на планках.
2. -Устройство по п. 1, о т л и - чающее ся тем, что шатун 5Q привода роликового калибра установлен на кривошипе с возможностью регулировочного радиального перемещения .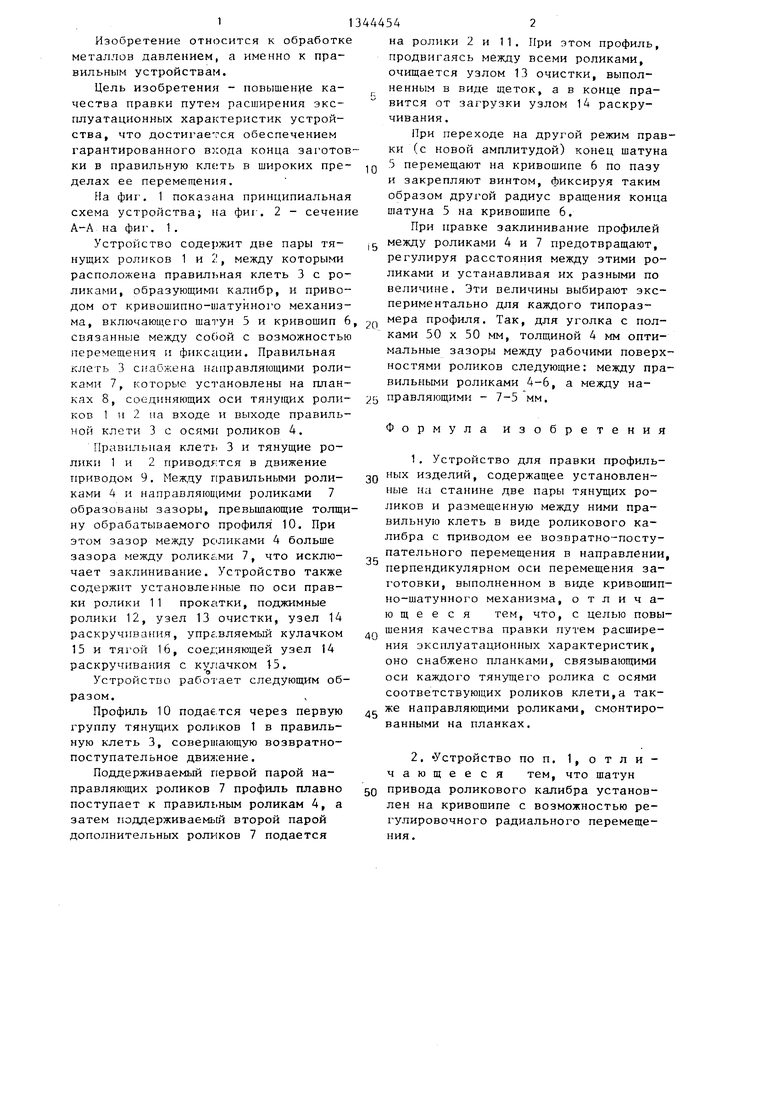
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРАВКИ ИЗДЕЛИЙ-ПРОФИЛЕЙ | 1971 |
|
SU308790A1 |
| УСТАНОВКА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU408686A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Рабочая клеть роликового стана | 1983 |
|
SU1107915A1 |
| Способ изготовления полузамкнутых @ -образных профилей | 1987 |
|
SU1480919A1 |
| Валковая арматура профилегибочного стана | 1985 |
|
SU1337168A1 |
| Устройство для правки труб и профилей | 1975 |
|
SU577066A1 |
| Устройство для подготовки металлических заготовок к сварке при изготовлении банок | 1990 |
|
SU1831397A3 |
| Рабочая клеть роликового стана | 1978 |
|
SU759153A1 |
Изобретение относится к области обработки металлов давлением, а именно к правке профильных изделий изгибом на роликах (Р), и позволяет повысить качество правки за счет расширения зксплуатационных характеристик устройства. Устройство содержит две пары приводных, тянущих Р, между которыми расположена правильная клеть (ПК) с двумя Р, образующими калибр. ПК установлена с возможностью возвратно-поступательного перемещения перпендикулярно оси подачи изделия от кривощипно-шатунного механизма с регулируемым кривошипом. Оси тянущих и правильных Р связаны планками, на которых установлены направлянлцие Р, обеспечивающие гарантированный заход заготовки в правильные Р при любой амплитуде перемещения ПК. 1 з.п. ф-лы, 2 ил. (Л со 4 4 СП 
А-А
Фиг.1
| УСТРОЙСТВО для ПРАВКИ ИЗДЕЛИЙ-ПРОФИЛЕЙ | 0 |
|
SU308790A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
