1
Изобретение касается обработки металлов давлением.
Известны устройства для правки труб и профилей в виде ларнороликовых правил ных машин с качающимися правильными клетями, несущими правильные ролики, свобо/ но сидящие на | осях и образующие парнорол ковые калибры f 1. В этих мащинах правильг ные; ролики качаются совместно с правильными клетями содержащими их опоры этих осей. Для | качания правильных клетей при одноплоскостной правке применяют один индивидуальный привод, а при двухплоскостной - два индивидуальных привода, качающих правильные клети в двух взаимно перНе двкулярных направлениях. Каждый такой привод состоит из двигателя, эко центрнкового вала и промежуточной передачи например качающихся рычагов.
Недостатками машины с качающимися правильными клетями являются больщие иие1 ционные массы клетей, вызывающие значительные динамические нагрузки; сложность и громоздкость конструкции; больщие масса и габариты.
Наиболееблизким по технической сущности к предложенному является устройство с неподвижными правильными клетями и качакгщимися правильными роликами 2. В зтой машине в каждой правильной клети, качана -; в одной плоскости сообщаются непосредст венно правильным роликам, свободно сидя шим на экспентриковых втулках, закрепленных на приводных валах. Для качания правильных роликов во второй плоскости, пе пендикулярной к первой, предусмотрен дополнительный кривощипно-щатунный механизм а правильные ролики заключены в подвижную обойму.
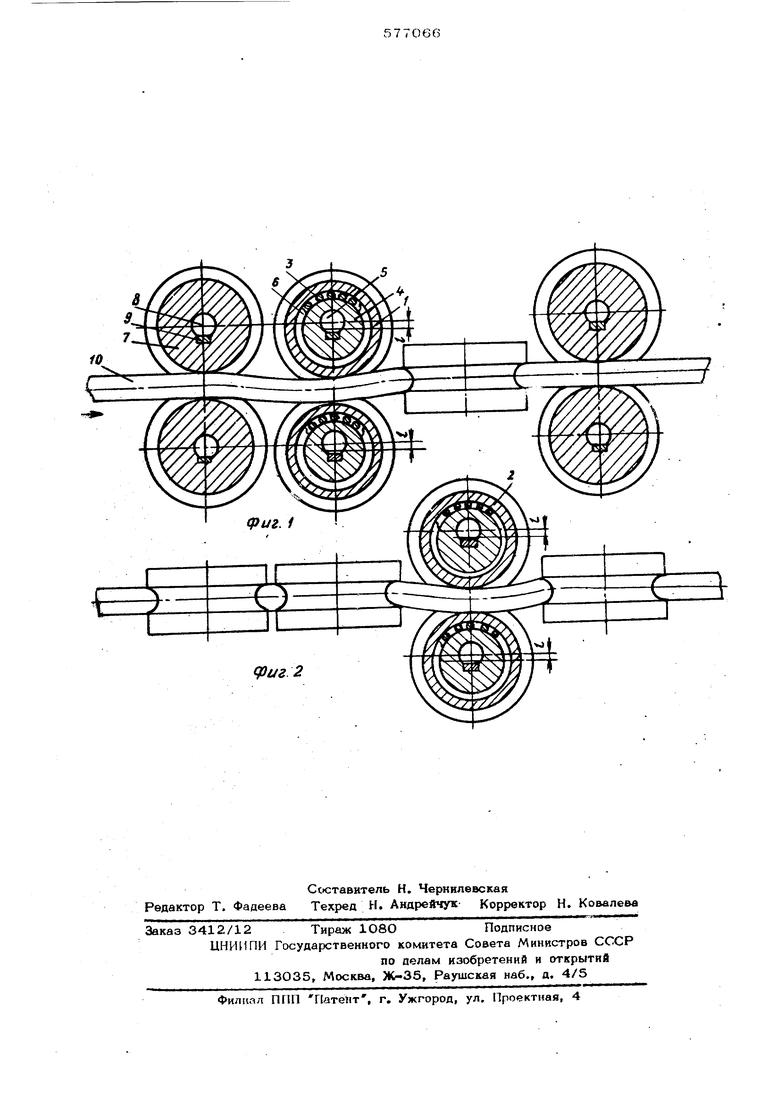
Однако эти мащины не обеспечивают хорошеГЧ) качества правки труб, так как наличие двухх1вигательного привода для к-аждой папары качающихся правильных роликов значительно уменьшает число качаний и кол) чество Ш1акопеременных изгибов. Кроме того, наличие подвижных обойм, несущих правильные ролики, требует при их перемещении преодоления сил инершга. : елью изобретения является улучшение качества правки труб и профилей. Это достигается пгем, что в предлагаемо устройстве прявильные клети установлены одна относительно другой под углом , а р. пики в клетях установлены с возможностью качания только в одной плоскости. Такое выполнение устройства обеспечивает двухплоскостную правку изделия при сведенных к минимуму инерционных массах и динамических нагрузках. В результате увеличивается число качаний и количество знакопеременных изгибов, а следовательно, повышается качество правки, особенно концевых участков изделияш На фиг. 1 изображено предложенное устройство, вид сбоку; на фиг. 2 - то же, вид сверху. Устройство для правкитруб и профилей включает две правильные клети, каждая из которых содержит правильные ролики 1 и 2 свободно сидящие на подшипниках .качанг 3, насаженных на эксцентрики, выполненны например, в виде эксцентриковых втулок 4, закрепленных на приводных валах 5 посредством шпонок 6. Эксцентрики могут быть . выполнены также в виде кривошипов привод ных валов 5. Правильные клети расположелы одна относительно другой под углом 90 так, что плоскость качания правильных роликов 1 первой клети перпендикулярна к плоскости качания правильных роликов 2 вт рой клети. На входе в правильное устройст и выходе из него размещены тянущие , содержащие тянущие ролики 7, закрепле ные на приводных валах 8, например, пооредством щпонок 9. Каждая тянущая клеть и каждая правильная клеть имеют индивидуальные приводы. Правильное устройство работает следующим образом. Перед началом правки приводят во вращение тянущие ролики тянущих клетей и аксцентриковые валы, сообщающие качания правильным роликам правильных клетей. В тянущие ролики входной тянущей клети зада подлежащее правке изделие 10. Т$шущие ролики вводят изделие сначала, в парнороли ковый калибр г|ервой по ходу изделия правильной клети, а затем в парнороликовый калибр второй по ходу изделия правильной клети. Вышедший из второй правильной кл& ти передний конец изделия захватывается тянущими роликами второй тянущей клети, после чего изделие перемещается тянущими роликами как входной, так и выходной тянущнх клетей. Выдается изделие тянущими роликами выходной тянущей клети. В процессе перемещения через качающиеся парнороликовые калибры первой и вто рой правильных клетей изделие подвергается ряду знакопеременных упругопластических изгибов и выпрямляется. Для обеспечения правки возможно более коротких концевых участков изделия между парами роликов смежных клетей устанавливают воронкообразные проводки, служаыше опорами при правке концов. Число оборотов валов тянущих и правил ных клетей независимо друг от друга регулируется. Величина деформации может регулироваться за счет изменения величины эксцентриситета е качания правильных роликов или путем регулировки шага клетей. Предложенное устройство легко встраивается в линию прокатного стана. Оно, напри мер, может быть выходной частью редукционного или калибровочного трубопрокатного стана и обеспечивать правку концов труб, искривляемых при редуцировании и калибровании. Так как искривленные концы идут в обрезь, то применение предложенных устройств в линии станов позволит существенно повысить выход годного изделия. Оснашзяки предложенными устройствами калибровочных станов даст возможность совместить правку с калиброванием и тем самым исключить установку правильных машин горячей правки. Формула изобретения Устройство для правки труб и профилей, содержащее смонтированные на станине пра-. вильные клети с качающимися от эксцентриков правильными роликами, о т л и ч а ющ е е с я тем, что, с целью повыщения качества правки, правильные клети установлены одна относительно другой под углом „-.о 9О , а ролики в клетях установлены с возможностью качания только в одной плоскооти. Источники информации, принятые во внимание при экспертизе: 1. Семененко Ю. Л, Отделка профилей и груб давлением. М., Металлургия, 1972, с. 112-113. 2. Авторское свидетельство СССР №454771, кл. В 21В 3/02, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРАВКИ ТРУБ И ПРУТКОВ | 1973 |
|
SU408686A1 |
| УСТРОЙСТВО для ПРАВКИ ИЗДЕЛИЙ-ПРОФИЛЕЙ | 1971 |
|
SU308790A1 |
| Линия подготовки ленты трубосварочного агрегата | 1980 |
|
SU912320A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| Стан для производства гнутых профилей | 1977 |
|
SU1109218A1 |
| Профилегибочный стан | 1979 |
|
SU804075A1 |
| Устройство для правки изделий | 1972 |
|
SU450619A1 |
| Способ продольного разделения составных прокатных профилей | 1983 |
|
SU1166857A1 |
| Трубоэлектросварочный агрегат для производства труб малого и среднего диаметров | 1987 |
|
SU1472163A1 |
| МАШИНА ДЛЯ ПРАВКИ ДЛИННОМЕРНЫХ СТАЛЬНЫХ ПРОФИЛЕЙ | 2011 |
|
RU2459679C1 |