И:зобретение относится к холодной обработке металлов давлением и может быть использовано для обрезки полых деталей по высоте.
Целью изобретения является расширепие технологических возможностей, повьпнение производительности и безопасности работы на Н1тампе.
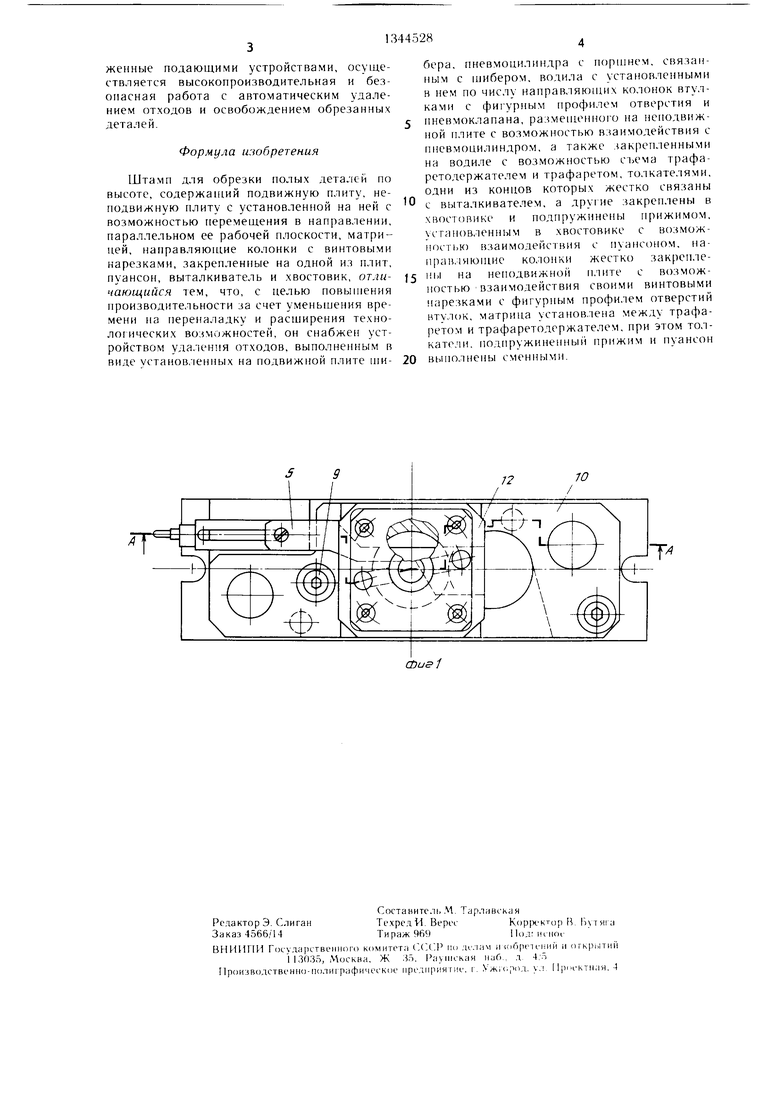
На фиг. 1 схематически изображен предлагаемый штамп без хвостовика, вид в плане; )ia фиг. 2разрез А-А на фиг. I.
Штамп содержит неподвижную плиту 1 с жестко зaкperlлe {ными в tleй колонками 2 с винтовыми нарезками, являюишмися направляющими .аля подвижной плиты 3, закрепленной винтами 4 на неподвижной нлите 1 с возможностью Bo.i врат но-поступательно О перемеи1,ения. Подвижная плита 3 выполнена в виде корпуса, с()де)жа1иего ншбер 5, пнев- моцилиндр fi с поршнем 7 и возвратной пружиной 8, подвижно закрепленного винтами 9 водила 10 с установленными в нем втулками 1 1 с (|)игурным профилем отверстий и матрицей 12 с в(Х можностью воз- ир;1ТН()-п)ст нательного перемен1ения в на- 11рав,1ении, па)алле.1Ы1()1 ()но)ной плоскости, т)афарет 13 д, 1я установки в него детали 14, неподвижно закрепленный в трафаретодер- жателе 15 винтами 16 и подпружиненный пр жиной 17 иыта.1кнватель 18, взаимодействующий с т();|каге. 1ями 19. неподвижно за- кренле 1нь ми и хиосгоиике 20. .Хвостовик 20 установлен в пол.пне n iecca (не показан) и содержит пуансоп 21, .закрепленный вин том 22 и подиружиненны пружина.ми 23 прижим 24 с В1)зм(;ж.ностью нозвратно-по- ступате;1ьного перемещении относительно продольно оси. Псподиижная нлита 1 содержит пиевмсжлапап 25, в.заимодействую- Н1ИЙ с ннешюпилиндром tj.
Матрица 12, т)афарет 13, трафаретодер- жатель 15 и вь.талкиватель 18 являются частями см . нного иакега, устанавливаемого в нодвижную нлиту 3, а пуансон 21 и прижим 24 семенн1 1е детали в хвостови- ке 20.
Шгами рабогает следуюши.м образо.м.
Обрезаемая деталь 14 нодается манипулятором, грей| чфными линейками или из ав- гоматическо о пи1ателя штучных заготовок (не показаны) устанавливается на выталкиватель 18.
Под действием ползуна пресса хвостовик 20 вместе г то,1кателями 19, подпружиненным пружинами 23 прижимом 24 и пуансоном 21, закрепленным винтом 22, нере.ме- шаются вниз При чтом толкате,чи 19 воздействуют па выта,1киватсль 18, сжимая пружину 17.
Прижим 24 прижимает дета,:1ь 14 к трафарету 13, а п ансон 21 .заходит в нее. Г1ри дальнейшем ходе ползуна пресса хвостовик 20 через трафарет 13, неподвижно закрепленный и: 1рафаре1одержателе 15, винтами 16 воздействует на подвижную плиту 3, вьп1о.1Н1.)) в виде , и пере.мещает
5
0
0
5
0
5
5
0
ее вниз по нанравляющим колонкам 2 с вин- наре.зками, сжимая буфер, расположенный в подн тамповой плите (не показан).
Подвижная плита осуществляет возврат но-иоступательное перемещение перпендикулярно опорной плоскости неподвижной нижней плиты 1, а помещенная .между неподвижными относительно подвижной плиты 3 трафаретом 13 и трафаретодержателем 15 матрица 12 сменного пакета, установленная на води, 1е 10, снабженио.м втулками 11, которые своим фигурным профилем отверстий взаимодействуют с винтовыми нарезками колонок 2, совершает нлоско-пара,11лельное пе- ременц ние параллельно горизонтальной опорной плоскости дополнительной плиты.
Что касается назначения элементов смен- Hoi o пакета, то при работе штамца в тра- (jjapeT 13 по.мещается обрабатываемая заго- говка детали 14, а nyaiicoH 21 заходит в ее внутреннюю полость.
ААагрица 12 совершает нлоско-парал- .лельное перемещение в 1 оризонтальной нлос- кости и своей режущей кромкой обкатывается по всей наружной поверхности заготовки, а пуансон 21, при оставаясь пеподвиж11ы.м относительно матрицы, контак- гирует своей режущей кро.мкой с внутренней поверхностью заготовки. Происходит обрезка днища заготовки, к ;торое подает на выталки- ватс.ть 18 и удаляется шиберо.м 5. Выталки- вате,ь необходим как для устаиовкг па нею в поднятом ноложении з.-ютовки, так и .аля удаления готовой дета.чи вчерх.
В конце хода подвижная п, 1ита 3 воздействует на нневмоклапан 25, установленный в неподвижной плите 1, и открывает его, давая возможность возд .ху из пневмосети пропикнуть по со.мкнув1пимся каналам по стре,1ке 5 в неподвижной 1 и подвижной 3 плитах в пневмоцилиндр 6. Под давлением воздуха поршень 7, помещенный в ннев.мо- ци,типд)е 6, сжимая возвратную пружину 8, перемещает соединенный с ним Н1ибер 5, который выталкивает упави ий на выталкиватель 18 семенного пакета отрезанный отход в освобождение на нлите 3.
При обратном ходе вверх под действием буфера (не показан) подвижная плита 3 отходит от пневмоклапана 25, происходит размыкание каналов, поршень 7 и соединенный с ним пибер 5 под действием пружины 8 возвращается в исходное положение, вытесняя воздух из пневмоцилиндра 6 по каналу в атмосферу, а выталкиватель 18 под действием пружины 17 поднимает готовую деталь 14 из трафарета 13 для последующего удаления воздухом или автоматическим устройством.
В федлагаемом штампе подвижная плита является управляющим органом для производительной и безопасной работы щи- бера, удаляющего отход из штампа.
Эффект от использования штампа заключается в том, что устанавливая его на различные типы прессового оборудования, снабженные подающими устройствами, осуществляется высокопроизводительная и безопасная работа с автоматическим удалением отходов и освобождением обрезанных деталей.
Формула изобретения
Штамп для обрезки полых деталей по высоте, содержащий подвижную плиту, неподвижную плиту с установленной на ней с возможностью перемещения в направлении, параллельном ее рабочей плоскости, матрицей, направляющие колонки с винтовыми нарезками, закрепленные на одной из плит, пуансон, выталкиватель и хвостовик, отличающийся тем, что, с целью повышения нроизводительности за счет умень иения времени на переналадку и расширения технологических возможностей, он снабжен устройством удаления отходов, выполненным в виде установ.ченных на подвижной плите Н1И
5
0
бера, пневмоцилиндра с поршнем, связанным с шибером, водила с установленными в нем по числу направляющих колонок втулками с фигурным профилем отверстия и пневмоклапана, размещенного на неподвижной плите с возможностью взаимодействия с ппевмоцилиндром, а также закрепленными на водиле с возможностью трафа- ретодержателем н трафаретом, толкателями, одни из концов которых жестко связаны с выталкивателем, а другие закреплены в хвостовике и подпружинены прижимом, установленным в хвостовике с возможностью взаимодействия с пуансоном, направляющие колонки жестко закреплены на неподвижной плите с возможностью взаимодействия своими винтовыми нарезками с фигурным профилем отверстий втулок, матрица установлена между трафаретом и трафаретодержателем, при этом толкатели, подпружиненный прижим и пуансон выполнены сменными.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для обработки штучных заготовок | 1981 |
|
SU940937A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для вытяжки и обрезки | 1990 |
|
SU1784351A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для зачистки | 1983 |
|
SU1119753A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано для обрезки полы.х деталей по высоте. Целью изобретения является повышение производительности за счет умень- времени на переналадку, а также расширение технологических возможностей. Для создания свободного пространства между хвостовиком 20 и трафаретом 13 направляющие колонки (НК) 2с винтовыми наречками крепят жестко на неподвижной п. ште . Подвижная плита Л, содержащая шибер (111) 5, пневмоии, 1ипдр 6, сменные 1ра(}}арет 13, трафаретодержатель 15, выталкиватель 18, матрицу 12, под действием хнос- ювика 20 от ползуна пресса совершает возвратно-посту 1ательное перемепхение. Под- инжпаи плита воздействует на пневмок.та- пап 25. Матрица 12, взаимодействуя с винтовыми нарезками ПК 2, совершает планетарное перемещение и обрезает отход дета- .1И 14. Пневмоклапаи 25, открываясь, дает возможность сжатому в(;здуху иоздейство- вп Уг.. на поршень 7 пневмоци. шпдра 6, свя- 3aHiioi(j с 111 5. Ill 5 выталкивает унав- ninii па выталкиват(мь 18 отрезанный отход, счет уггановки штампа на различные типы прессового оборудовапия с подающими устройствами осуществляется высокопроизводительная и безопасная работа с автомагическим удалением отхода. 2 ил. «о (Л 22 оо 4 ел to оо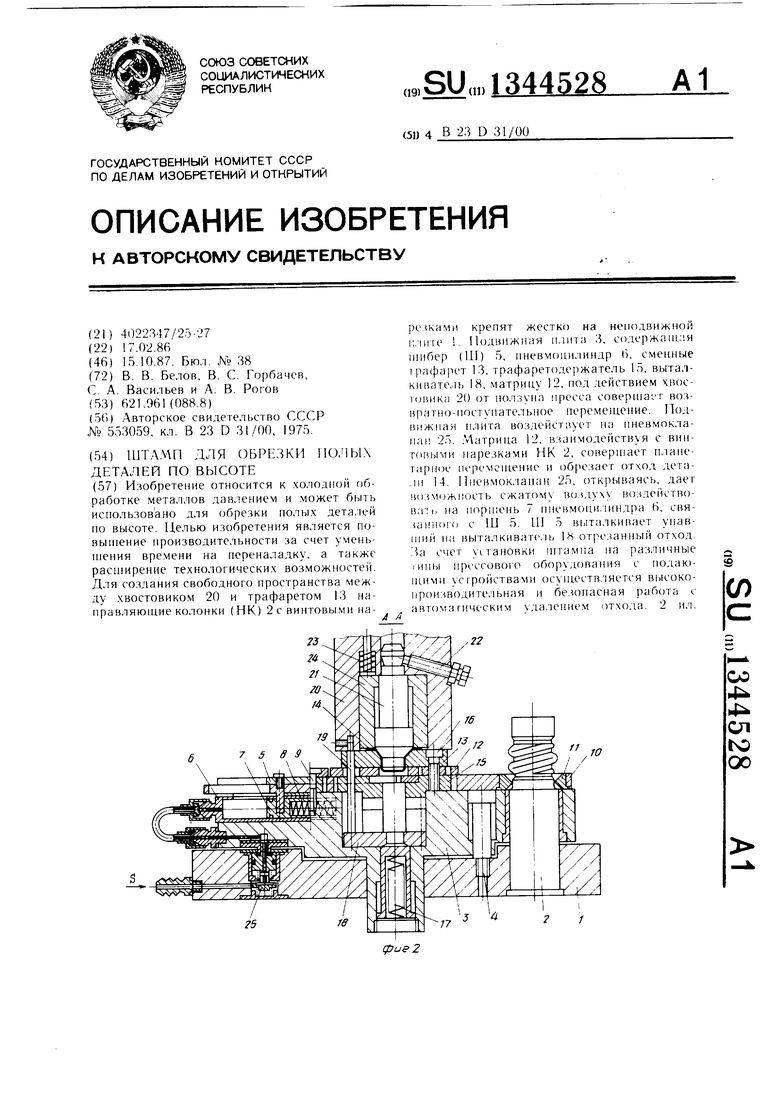
/Г
7и
| Штамп для обрезки полых деталей по высоте | 1975 |
|
SU553059A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
