41
J/
К
(Л
- 51
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для пробивки | 1986 |
|
SU1357105A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
Изобретение относится к технике обработки металлов давлением ,в частности, к штампам для обработки листового материала. Цель изобретения - расширение технологических возможностей за счет выполнения дополнительных технологических переходов. Штамп содержит хвостовик (Х) 1, верхнюю плиту (ВП) 12 и нижнюю плиту 41. Х 1 установлен подвижно в направляющем отверстии ВП 12. На Х 1 жестко установлены матрица 18 для образования наружного контура детали ,в частности, вырубки, и пуансон 16 для пробивки. На ВП 12 установлен жестко выталкиватель 23. Последний является одновременно формообразующим пуансоном. Над ВП 12 установлен буфер (Б) 9. Последний располагается между траверсой в виде телескопических пластин 10 и 11 и нажимной пластиной 8. Последняя связана с Х 1. На ВП 12 установлен выталкиватель 24. Последний охватывает выталкиватель 23, используется одновременно для формовки и связан толкателями 25 и 26 с пластиной 11 Б 9. На нижней плите 41 штампа установлена пуансон-матрица для образования наружного контура детали и формовки-пробивки. При ходе вниз Х 1 матрица 18 вырубает заготовку. Х 1 действует на Б 9, а последний действует на ВП 12. ВП 12 выталкивателем 23 производит формовку части детали. Другая часть детали формуется выталкивателем 24 от усилия Б 9 через пластину 11 и толкатели 25 и 26. 4 з.п. ф-лы, 1 ил.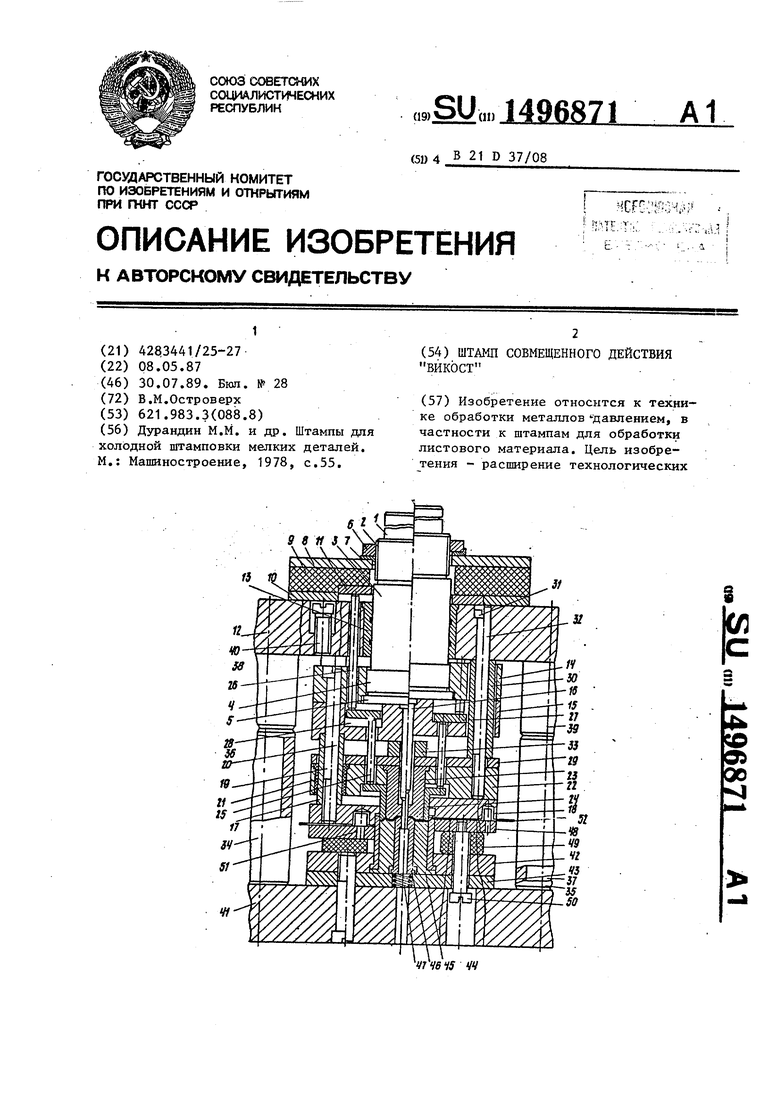
ЧГЧ6Ч5ЧЧ
3U9
возможностей за счет выполнения дополнительных технологических переходов. Штамп содержит хвостовик (X) 1, верхнюю плиту (ВП) 12 и нижнюю пли- ту 41, X 1 установлен подвижно в направляющем отверстии ВП 12, На X 1 жестко установлены матрица 18 для образования наружного контура детали, в частности вырубки, и пуансон 16 для пробивкио На ВП 12 установлен жестрко выталкиватель 23. Последний является одновременно формообразующим пуансонрм. Над ВП 12 установлен буфер (В) 9. Последний распо- лагается мелду траверсой в виде телескопических пластий 10 и 11 и на- жимной пластиной 8. Последняя связаИзобретение относится к обработке мetaллoв давлением, в частности к штампам для обработки листового ма- териала.°
Цель изобретения - расширение технологических возможностей за счет выполнения дополнительных техноло - гических переходов. .
На чертеже изображен штамп, общий .вид..
. Штамп содержит хвостовик 1 с резьбовой поверхностью 2, направляющими поверхностями 3 и 4 и фланцем 5. На поверхности 2 установлена гайка 6, законтренная шайбой 7 и упирающаяся в прижимной фланец 8 буфера 9, прижимающего траверсу, состоящую из пластин 10 и 11, телескопически связанных между собой и лежащих на lio- нервности верхней плиты 12, которая направляет хвостовик 1 втулкой 13, Хвостовик 1 ifeceT на себе установленную на поверхности 4 обойму 14, пуансонодержатель 15 с пуансоном 16, распорные втулки 17, расположенные между обоймой 14 и матрицей 18 для образования наружного контура детали, в частности вырурки, Матри- ца 18 связана с обоймой 14 крепежными деталями 19 и 20, .проходящими через отверстия атулок 17, которые выполняют, кроме того, функции направляющих колонок для втулок 21 обоймы 22, связанной с плитой 12. В обойме 22 жестко установлен выталкиватель 23, являющийся одновре менно формообразуйщим пуансоном, и
на с X 1. На ВП 12 установлен выталкиватель 24, Последний охватывает выталкиватель 23, используется одновременно для формовки и связан толкателями 25 и 26 с пластиной 11 Б-9. На нижней плите 41 штампа устансУвлена пуансон-матрица для образования наружного контура детали и формовки- пробивки. При ходе вниз X 1 матрица 18 вьфубает заготовку. X 1 деист- вует на Б 9, а последний действует на ВП 12, ВП 12 выталкивателем 23 производит формовку части детали. ° Другая часть детали формуется выталкивателем 24 от усилия Б 9 через пластину 11 и толкатели 25 и 26, 4 з.п. ф-лы, 1 ил о
выт алкиватель 24, выполняющий функции дополнительного формообразующего пуансона. Выталкиватель 24 толкателями 25 к 26 к траверсой 27 установленной в гнезде 28, связан с пластиной 11. Обойма 22 закрыта прокладкой 29, в которую упираются стойки 30 с крепежными деталями 31 и 32, соединяющие обойму 22 с гоштой 12. Между прокладкой 29 и пуансонодержателем 15 установлен ограничитель 33 закрытой высоты штампа, В штампе имеются также дополнительные ограничители в виде втулок 34 и 35, одетых на направляющие колонки 36 и 37, связанные направляющими втулками 38, 39 с плитой 12,
I
В плите 12 расположены установоные винты 40, крнтактирующие с обоймой 14 и используемые при за- точ|се матрицы 18 и пуансона 16 без разборки верхней части штампа.
В нижней части установлена нижняя плита 41 с пуансонодер сателем 42 и прокладкой 43, несущими пуансон-матрицу для вырубки - формовки - щ)обивки, состоящую из жестко установленных частей 44 и 45 и подвижной части 46 с пружиной 47, и бо съемником 48, имеющим буфер 49, винты 50 и упор 51
Обрабатьшаемому материалу присвоена позиция 52.
Штамп работает следующим образом.
При раскрытом штампе обрабатываемьт материал 52 у1спадывается сверху на подпружиненную часть 46 пуансон-матрицы и фиксируется на съемнике 48 до упора 51. Рабочее давление от ползуна пресса передается через хвостовик 1 жестко связанной с -ним обойме 14, несущей пуансонодер- жатель 15 с пробивным пуансоном 16 иматрицей 18. Хвостовик 1 в свою очредь воздействует через гайку 6, пржимную плиту 8, буфер 9 и пластины 10 и 11 на верхнюю плиту 12, несущую обойму 22, содержащую выталкиватель 23, упирающийся сверху в прокладку 29 и стойки 30, скрепляемые жестко с верхней плитой 12 винтами 31 и штифтами 32, Обрабатываемый материал 52 при контакте с матрицей 18 и выталкивателем 23 утапливает подпружиненную подвижную пуансон- матрицу 46, выравнивая ее верхлий трец с верхними торцами части 44 и съемника 48.
При дальнейшем опускании верхней плиты 12 штампа происходит вырубка наружного контура детали матрицей 18- и частью 44, а пуансоном 23 производится первичная формовка поверхности центральной и средней частей контуров детали за счет усилия буфера 9, который действует на верхнюю плиту 12 и одновременно производит давление через пластину 11 и толкат ели 26, 25 на выталкиватель 24, выглаживающий в этот момент складки наружных краев детали, зате выталкиватель 23 при возрастающем усилии от буфера 9 воздействует на деталь и переходит в состояние выстаивания, а пуансон 16, продолжая опускаться, производит пробивку, а выталкиватель 24 под усилием буфера 9 через толкатель 25 и 26 произ водит формовку наружных краев детали и в момент контакта его верхнего торца с дном гнезда 28 в обойме 22 происходит одновременное калибрование всей верхней по верхности детали. При этом ограничитель 19, одетый на пробивной пуансон 16, при калибровании детали подстраховывает от осевых смещений и выталкиватель 24 и пуансон 23, а вся верхняя плита 12 дополнительно подстрахована от ее опускания втулками 34 и 35, одетыми на колонки 36 и 37, упирающиеся верхними
0
5
0
5
торцами в направляющие втулки 38 и 39, а-нижними торцами - в верхний торец нижней плиты 41 штампа
При разъеме штампа движение его рабочих частей происходит в обратной последовательности, готовая деталь приподнийается частью 46, располагаясь над отштампованным материалом, и затем удаляется сжатым воз-, духом.
Внедрение изобретения расширяет технологические возможности штампа за счет выполнения дополнительных переходов.
Формула изобретения
5 лью расширения технологических возможностей за счет выполнения допол- Ш1тельных технологических переходов, хвостовик установлен с возможностью перемещения относительно подвижной
0 плиты вдоль оси давления штампа и оснащен дополнительным фланцем, расположенным на его выступающей над подвижной плитой части, буфер расположен между дополнительным фланцем и
5 плитой с возможностью взаимодействия с ни1, матрица и пуансон жестко связаны с хвостовиком, траверса ьшолне- на в виде двух телескопически связанных между собой пластин, охватываQ ющих хвостовик И расположенных меяаду буфером и плитой, выталкиватель жестко связан с подвижной плитой и расположен с возможностью взаимодействия с хвостовиком, штамп оснащен
g дополнительным выталкивателем, имею- шрм профилированный рабочий торец,
охватывающим выталкиватель, расположенным с возможностью перемещения : ВДОЛЬ оси давления штампа и взаимодействия с хвостовиком и связанным толкателями с одной из пластин тра версы, а пуансон-матрица оснащ ена дополнительным формообразующим стком,соответствующим рабочему торцу дополнительного выталкивания.
Заказ 4368/12
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
.ты, охватывающим пуансон и распЪло- женным между обойма,ми,
3, Штамп ПОП.1, отлича- ю щ и и с я тем, что дополнцтелвный фланец хвостовика расположен с возможностью регулировочного перемещения вдоль оси давления штампа и оснащен средствами регулировки в ви- де гайки, установленной на хвостовике,
4 о Штамп по п.1, о т л и ч а - ю щ и и с я тем, что пуансон-матрица выполнен составной из- нар.ужной части с режущей кромкой, средней части и внутренней части с режущей кромкой, расположенной с -возможностью перемещения вдоль оси давления штампа и оснащенной пружиной, а фор- мообразующая поверхность пуансон- матриды размещена на-ее частях,
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| М.: Машиностроение, 1978, с.55. |
